Изобретение относится к строительству и может быть использова|1о при изготовлении железобетонных конструкций.
Цель изобретения - .повышение несущей способности и жесткости элементов.
Способ осуществляют следующим образом. Ненапрягаемую арматуру помещают в обойму, состоящую из несоединенных между собой полых звеньев, и устанавливают в форму. После установки ненапрягаемой арматуры устанавливают напрягаемую арматуру и придают ей начальные контролируемые напряжения, бетонируют элемент. После приобретения бетоном расчетной передаточной прочности отпускается ненапрягае- .мая арматура и в полости обойм . Закачивают высокопрочный шлакощелочной рао вор.
В результате реализации способа при отпуске напряженной арматуры происходит внецентренное сжатие элемента, при этом ненапрягаемая арматура не препятствует сжатию нижней зоны бетона и растяжению верхней. Так как обойма состоит из несоединенных между собой звеньев, то
она не препятствует растяжению верхней зоны бетона. Таким образом уменьшаются потери от предварительного натяжения арматуры. Заполнение полостей обойм высокопрочным раствором обеспечивает сцепленне ненапрягаемой арматуры через обойму с бетоном тела элемента, что ликвидирует возможность потери устойчивости верхней ненапрягаемой арматуры и свободу перемещений нижней ненапрягаемой арматуры в теле бетона. При этом обеспечивается полная совместная работа ненапрягаемой арматуры и бетона, что приводит к повышению несущей способности и жесткости эле-, мента.
Пример. В форму балки сечением 20Х Х40 см и длиной 220 см устанавливают ненапрягаемую арматуру, которую предварительно помещают в обойму из несоединен- .ных между собой полых звеньев, представляющих собой части металлической трубы. 0 20 мм длиной 20 см. Арматуру применяют 0 12 А Ш. После установки в форму ненапрягаемой арматуры устанавливают напрягаемую арматуру 2К-7 012. Натяжение арматуры производят масляны-.
CZ
ел
со 05 О 4;:2 СП
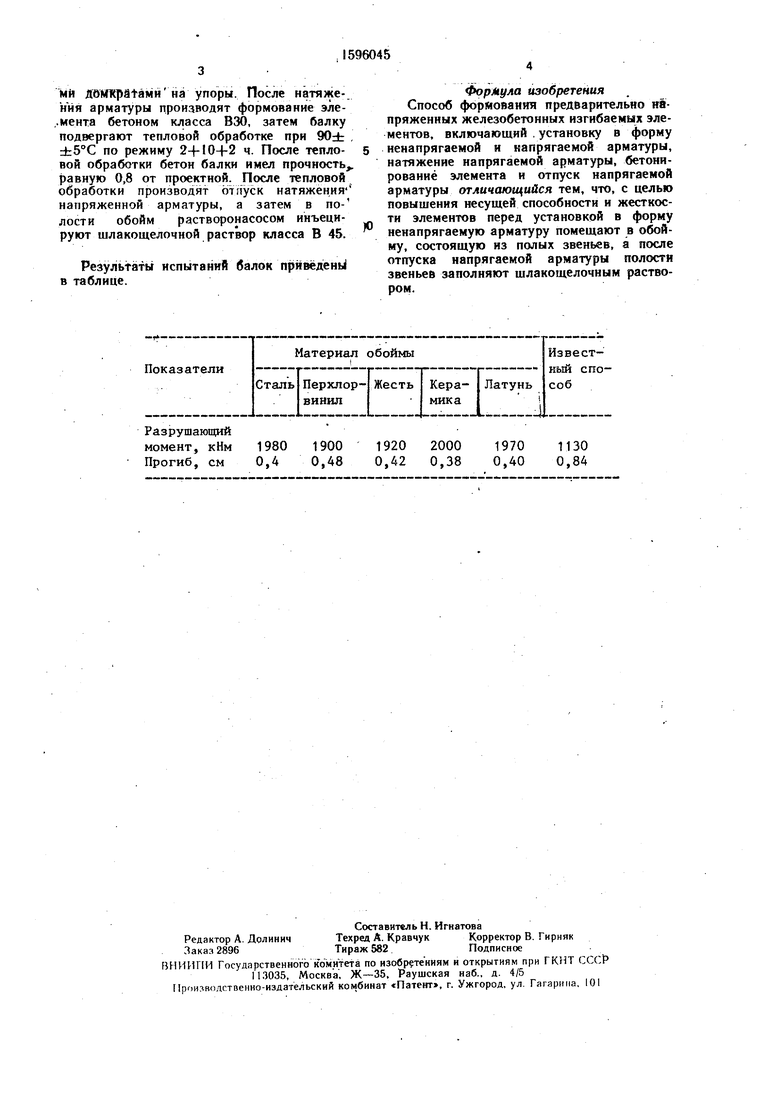
мй Дбмкрафами на упоры. После натяже-. ния арматуры производят формование эле- ,.мента бетоном класса ВЗО, затем балку подвергают тепловой обработке при 90± , ±:5°С по режнму 2+10-4-2 ч. После тепловой обработки бетон балки имел прочность равную 0,8 от проектной. После тепловой обработки производят отпуск натяжения напряженной арматуры, а затем в по- лости обойм растворонасосом инъецируют шлакощелочной раствор класса В 45.
Результаты испытаний балок прйвёдеиь в таблице.
Формула изобретения Способ формования предварительно иа- пряженных железобетонных изгибаемых элементов, включающий .установку в форму ненапрягаемой и напрягаемой арматуры, натяжение напрягаемой арматуры, бетони- роваииё элемента и отпуск напрягаемой арматуры отличающийся тем, что, с целью повышения несущей способности и жесткости элементов перед установкой в форму неиапрягаемую арматуру помещают в обойму, состоящую из полых звеньев, а после отпуска напрягаемой арматуры полости звеньев заполняют щлакощелочным раствором.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАПРЯГАЕМЫЙ АРМАТУРНЫЙ ЭЛЕМЕНТ | 2007 |
|
RU2352737C2 |
| СПОСОБ ВОЗВЕДЕНИЯ МОСТА, ЭСТАКАДЫ | 2002 |
|
RU2251604C2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ МНОГОПУСТОТНАЯ ЖЕЛЕЗОБЕТОННАЯ ПЛИТА ДЛЯ ДИСКОВ ПЕРЕКРЫТИЙ | 2007 |
|
RU2338851C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, ПРОТЯЖЕННАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И КОЛОННА, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2288839C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2292261C1 |
| Способ изготовления предварительно напряженных железобетонных элементов | 1977 |
|
SU631630A1 |
| Способ изготовления предварительно напряженных железобетонных мостовых конструкций | 1989 |
|
SU1715639A1 |
| СПОСОБ ВОЗВЕДЕНИЯ ЖЕЛЕЗОБЕТОННОГО ПАЛУБНОГО ПЕРЕКРЫТИЯ С БОЛЬШИМ ПРОЛЕТОМ | 2013 |
|
RU2522712C1 |
| Строительный элемент | 1978 |
|
SU670702A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО ИЗДЕЛИЯ | 2009 |
|
RU2395650C1 |
Изобретение относится к строительству и может быть использовано для изготовления железобетонных конструкций. Цель - повышение несущей способности и жесткости элементов. Перед установкой в форму ненапрягаемую арматуру помещают в обойму, состоящую из полых звеньев, а после отпуска натяжения напрягаемой арматуры полости звеньев заполняют шлакощелочным раствором. 1 табл.
| С. М. Кирова и Качканарский завод железобетонных конструкций1_ | 0 |
|
SU321613A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ изготовления предварительно напряженных железобетонных элементов | 1977 |
|
SU631630A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
