Изобретение относится к обработке металлов давлением и мржет быть использовано при производстве гнутых профилей для их разделения.
Целью изобретения яаляется повышение качества получаемых изделий,
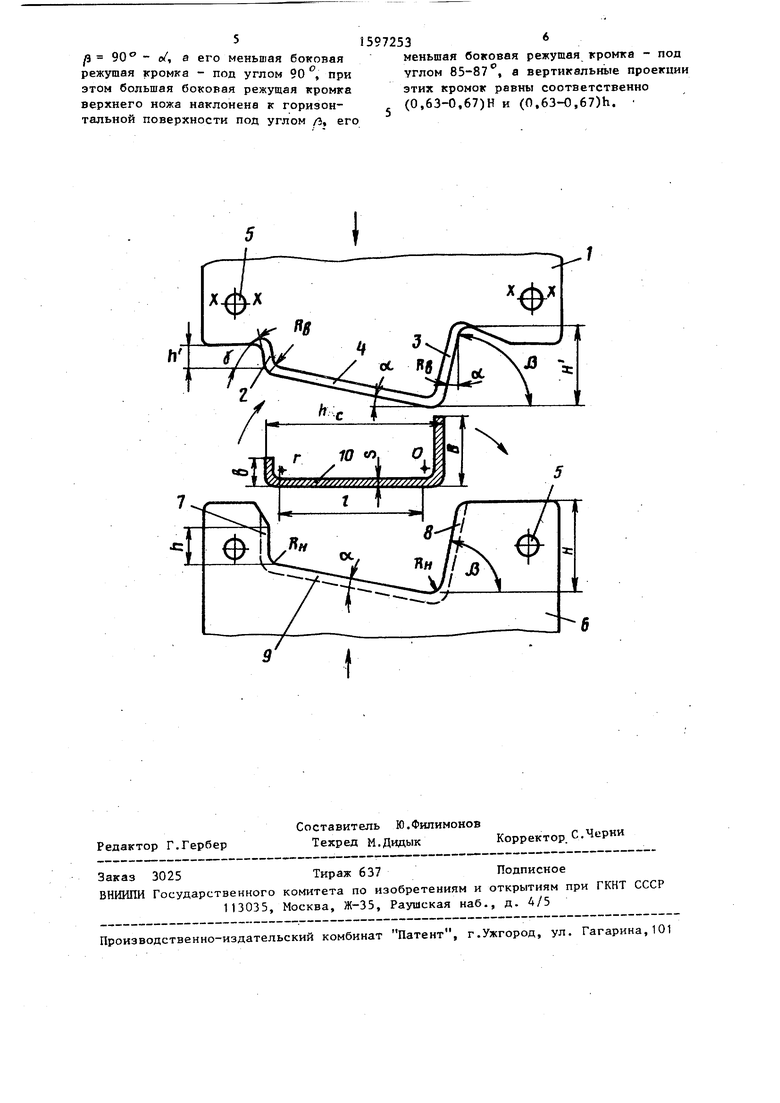
На .чертеже изображён инструмент летучих ножниц для разделения -гнутых швеллеров, общий вид.
Верхний нож 1 инструмента летучих ножниц для разделения гнутых швеЯ- леров имеет меньшую 2 и большую 3 боковые, а также нижнюю 4 режущие кромки, причем кромка 2 наклонена под углом 85-87 к горизонтальным осям XX отверстий 5 для крепления ножа (эти оси совпадают с горизонталью). .Кромки 4 и 3 наклонены к горизонтали
25
од углами соответственно of и 90 - с(. Грани нойса 1 закруления радиуса К„ , вертикальные прокции кромок 2 и 3 равны соответсвен- о Ь и Н .
Нижний нож 6 также имеет две боовые режущие кромки: меньшую 7 и большу1о 8, углы наклона которых к гоизонтали составляют соответственно ю 0 и /1 90 -о, где /- угол наклоа нижней кромки 9. Углы сопряжения ромок ножа закруглены радиусами , Rg+ S, где S - толщина разрезаемого профиля. Высота кромк 7 - h, 15 а вертикальная проекция кромки 8 - Н, причем h (0,63-0,67)Ь, а Н (0,63-0,67)Н.
Угол d наклона реясушрх кромок 4 и 9 определяется по выражению о/ .20
arctg (О,037-0,042)(S- 1), где
h
Ни h - соответственно вертикальная проекция большей и высота меньшей режущих кромок нижнего ножа.
Разрезаемый швеллер 10 содержит стенки высотой h и две полки разной ширины Ъ и B.i Толщина швеллера S, внутренние радиусы закруглений г R, Расстояния между центрами закруглений профиля (радиуса г) и ножей (R g и RH) одинаковы и равны 1, причем 1 выбрано с учетом плк)сового допуска на высоту стенки h профиля.
Инструмент работает следуюш м образом.
При совершении реза оба ножа сближаются навстречу друг другу (показано стрелками) до соприкосновения нижнего ножа 6 с профилем 10, в результате чего происходит поворот раз резаемого сечения в.сторону большей полки профиля (показано стрелкой) вокруг точки О на угол c/v Угол с/оп- ределяется по выражению
соответственно ширина большей и меньшей полок швеллера.
При повороте профиля на угол о/ он полностью соприкасается большей полкой и стенкой с большей боковой 8 и нижней режущей 9 кромками ножа 6 и в этот момент кромка 3 верхнего ножа начинает прорезание большей полки профиля до глубины л (0,6-0,7)5, после чего происходит касание стенки и малой полки профиля с кромками 4
30
35
- 40
45
й/ arctg (0,08-0,09) (-1), где В и -Ь -
34
и 2 ножа 1. Дальнейшее встречное движение ножей (во.время реза они перемещаются и в направлении движения полосы) заканчивает операцию реза, после чего ножи возвращаются в исходное положение и происходит поворот профиля в обратном направлении ( против часовой стрелки). Цикл реза на этом заканчивается.
25
ю 15
20
,
30
35
40
45
50
55
Формула изобретения
1.Способ разделения гнутых швеллеров, преимущественно неравнополочных, включающий постепенное отделение элементов разрезаемого поперечнрго сечения профиля посредством ножей, о -т- личаюшийся тем, что, с ие- лью повьштения качества получаемых изделий, отделение элементов разрезаемого поперечного сечения профиля на- чннан т с резки большей полки швеллера, затем режут его стенку и меньшую полку, одновременно осуществляя упругий поворот швеллера вокруг центра радиуса закругления между большей полкой и .стенкой в сторону этой полки на угол
Р D/ arctg.CO,08-0,09)(: - О, где В и
Ъ - соответственно ширина большей и меньшей полок, при этом резку меньшей полки и стенки начинают после прорез ания большей полки на 0,6-0,7 ее толщины.
2,Инструмент летучих ножниц для разделения гнутых швеллеров, преимущественно неравнополочных, содержащей закрепленные в держателях верхний нож, выполненный в виде пластины с сопряженныьги между собой наклонными боковыми и торцовыми режущими кромками, и нижний нож, выполненный в виде . пластины с вырезом, образующим сопряженные между собой боковые и нижние режуш е кромки, отличающ,ийс я тем, что боковые кромки обоих ножей выполнены разной длины, нижние режущие кромки нияснего ножа и торцовые релсущие кромки верхнего ножа -расположены с наклоном к горизонтальной nnocKOC t H под угломс/ arctg (0,037
0,042)( - 1), где К и h - соответственно вертикальная проекция большей и высота меньшей режущих кромок нижнего ножа, большая боковая режущая крошса нижнего ножа наклонена к горизонтальной плоскости под углом
- /, а его меньшая боковая режущая кромка - под углом 90 , при этом большая боковая режущая кромка верхнего ножа наклонена к горизонтальной поверхности под углом /э, его
597253
меньшая боковая режушая кромка - под углом 85-87, а вертикальнь1е проекции этих кромок равны соответственно (0,63-0,67)Н и (0.63-0,67)h. 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОРЕЗКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ И ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063310C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РЕЗКИ ГНУТЫХ ПРОФИЛЕЙ | 1993 |
|
RU2070485C1 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РАЗДЕЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2149082C1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| ЭЛЕКТРОНОЖНИЦЫ | 1993 |
|
RU2080967C1 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ | 2006 |
|
RU2334599C2 |
| Ножницы для резки проката | 1982 |
|
SU1050816A1 |
| Профилегибочный стан | 1989 |
|
SU1669612A1 |
| Инструмент летучих ножниц | 1990 |
|
SU1750874A1 |
| Стан для профилирования неравнополочных швеллеров | 1992 |
|
SU1817718A3 |
Изобретение относится к обработке металлов давлением, в частности к порезке гнутых профилей на мерные длины. Цель изобретения - повышение качества получаемых изделий. Способ заключается в постепенном отделении элементов разрезаемого поперечного сечения профиля с помощью ножей. Первоначально отделяют большую полку швеллера, затем его стенку и меньшую полку. Одновременно осуществляют упругий поворот швеллера вокруг центра радиуса закругления между большей полкой и стенкой в сторону этой полки на угол α=ARCTG (0,08...0,09)(B/B-1), где B и B -соответственно ширина большей и меньшей полок. Разрезку меньшей полки и стенки начинают после прорезания большей полки на 0,6...0,7 ее толщины. Инструмент летучих ножниц для порезки неравнополочных гнутых швеллеров содержит верхний и нижний ножи с отверстиями для их крепления и боковыми и нижними режущими кромками, из которых боковая кромка верхнего ножа выполнена наклонной. Боковые кромки обоих ножей имеют разную длину. Нижняя кромка нижнего ножа выполнена с наклоном к горизонтальным осям отверстий под углом, определяемым расчетной формулой. 2 с.п. ф-лы, 1 ил.
/т:
Ч
| Тришевский И.С | |||
| и др | |||
| Производство гнутых пройилей (оборудование и технология).- М.: Металлургия, 1982, с.139-141, рис.VII-8a | |||
| Авторское свидетельство СССР № 1230038, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
