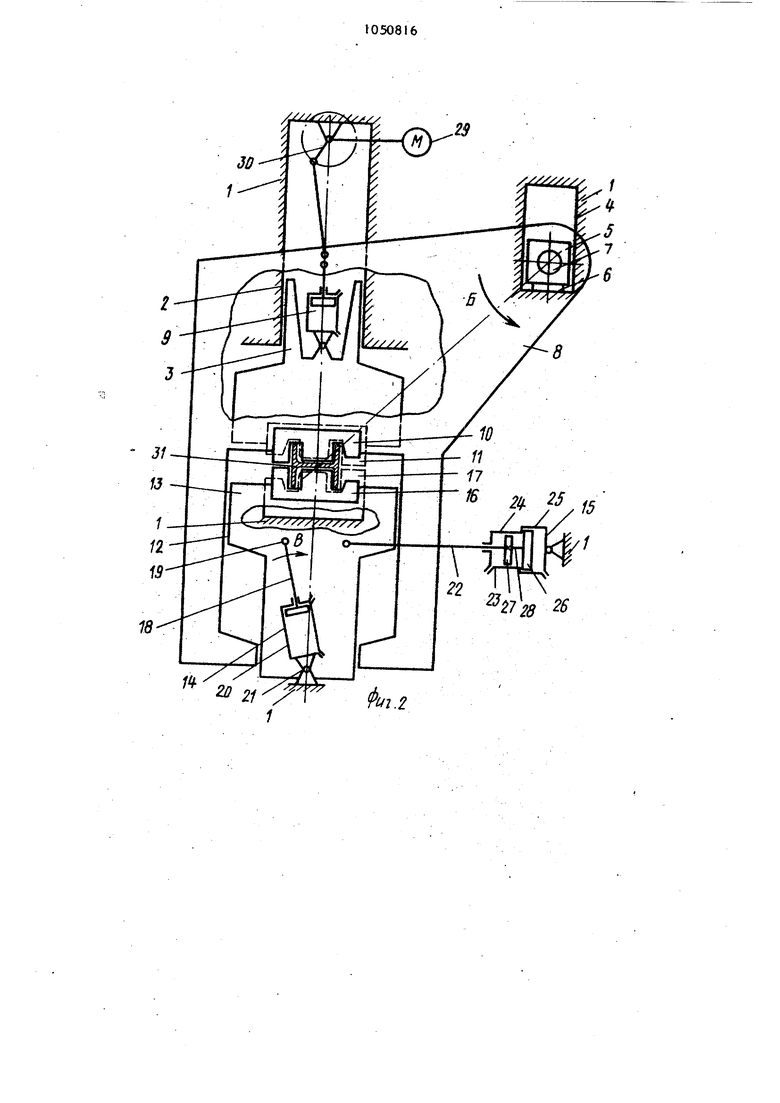
Изобретение относится к обработк металлов давлением, а именно к ножницам для резки проката, и может быть использовано в потоке прокатно го стана для порезки швеллеров и двутавровых балок. Известны ножницы для резки прока та, содержащие станину, верхний и нижний прижимы и два ножа, один из которых установлен на станине, а-др гой связан с приводом его перемещения. При этом ножи выполнены по фор поперечного сечения разрезаемого проката С 3. Недостатком данных ножниц является низкое качество реза фасонных профилей проката, заключающееся в смятии полок и изменении формы попе речного сечения яа концах отрезков. Это объясняется тем, что перемещение ножей происходит параллельно полкам фасонного проката. Наиболее близкими к предлагаемым по технической сущности и достигаемому результату являются ножницы для резки Проката, содержащие станину с направляющими, верхний прижи установленный с возможностью переме щения в направляющих станины, нижни прижим с направляющими, смонтирован ный с возможностью поворота и взаимодействующий с нижним подпружиненным упором, приводной подвижный ползун, установленный в направляюпщх нижнего прижима и связанный с верхни прижимом посредством тяги, а также образующие калибр для разрезаемого проката ножи, смонтированные соответственно на ползуне, верхнем и ниж нем прижимах и станине. ,Цля свободного перемещения проката при задаче его в ножницы между боковой режущей кромкой закрепленног на нижнем прижиме ножа и внутренней поверхностью полки проката обеспечивают зазор. Задачу проката в эти нож ницы осуществляют следующим образом Ползун с ножом и верхний прижим с ножом находятся в крайнем верхнем положении. Это положение является исходным. После задачи проката ползун с верхним прижимом опускается и верхние ножи образуют совместно с нижними ножами калибр. Дальнейшее движение верхнего прижима пржращается, а ползун воздействует на нижний прижим. При этом благодаря наличию нижнего подпружиненного упора нижний 16 прижим относительно оси крепления его к станине поворачивается так, что боковая режущая кромка закрепленного на нем ножа выбирает упомянутый зазор. Дальнейшее движение ползуна, проката и нижнего прижима осуществляется совместно вокруг той же оси до полного перерезания проката. Таким образом, рез осуществляется под углом, преимущественно, 45. к полкам и стенке проката. Это позволяет значительно улучшить качество реза проката Г2. Однако качество реза на известных ножницах оказывается не вполне удовлетворительным. Имеет место смятие угловой части швеллера или двутавровой балки между стеЖой и полкой, обращенной к боковой режущей кромке ножа, закрепленного на нижнем прижиме. Это объясняется тем, что зазор между боковой режущей кромкой упомянутого ножа и внутренней поверхностью полки проката, который был необходим при задаче проката, перед началом реза был выбран при движении закрепленного на нижнем прижиме ножа по дуге вниз, что привело к появлению зазора между его верхней кромкой и стенкой проката. Цель изобретения - повьтение к ачества реза фасонного проката, а именно швеллеров и двутавровых балок. Указанная цель достигается тем, что ножницы для резки проката, преимущественно типа пюеллеров и двутавровых балок, содержащие станину с направляющими, верхний прижим, установленн1ьш с возможностью перемещения в направляющих станины, нижний прижим с направляющими, смонтированшлй с возможностью поворота и взаимодействующий с нижним подпружиненным упором, приводной подвижный ползун, установленный в направляющих ни;кнего прижима и св;|занный с верхним прижимом посредством тяги, а также образующие калибр для разрезаемого проката ножи, смонтированные соответственно на ползуне, верхнем и нижнем прижимах и станине, снабжены дополнительными направляющими, смонтированными на станине, подушкой,установленной с возможностью перемещения в дополнительных направляющих н шарнирно соединенной с ползуном, ограничителем 31 перемещения подушки и боковым упором, смонтированным на станине с возможностыо взаимодействия с нижШ1М прижимом. Расстояния от оси шарнира, соединяющего подушку и ползун, до вертикальной и горизонтальной осей образу емого ножами калибра могут быть рав ны между собой. Ограничитель перемещения подушки может ть выполнен в виде съемной прокладки. Нижний подпружиненный упор может быть вьтолнен в виде силового цилинд .ра, корпус которого шарнирна связан со станиной, а шток шарнирно связан, с Н11жним прижимом, при этом ось шарнира штока смещена от вертикали относительно оси шарнира корпуса в сто рону, противоположную расположению дополнительных направляющих. Боковой упор может быть выполнен в виде двухполостного ступенчатого силового цилиндра, в полости большего дааметра которого свободно установлен поршень, а в полости меньшего диа1метра - поршень со штоком, при Э.ТОМ торец штока выполнен выступающим за пределы поршня. На фиг. I изображена кинематичес кая схема ножниц в момент задачи про ката; на фиг. 2 - то же, перед началом реза; на фиг. 3 - то же, после порезки проката; на фиг. 4- разрез А-А На фиг. 3; на фиг. 5 - взаимное положение подвижной пары ножей перед резом; на фиг. 6 - взаимное положение неподвижной пары ножей перед резом. Ножницы содержат станину I с направляющими 2, в которых с возможностью перемещения установлен верхний прижим 3. В, станине 1 выполнены дополнительные направляющие А, с воз можностью перемещения в которых смонтирована подушка 5.. В направляющих 4 установлен ограничитель 6 для ограничения перемещения подушки 5 пр порезке фасонных профилей проката. Ограничитель 6 выполнен в виде съемной прокладки. С подушкой 5 через ш НИР 7 соединен ползун 8. Ползун 8 и верхний прижим 3 соединены между собой через телескопическую тягу 9. На ползуне 8 закреплен первый нож 10, а на верхнем прижиме 3 - второй нож 11. Ползун 8 установлен с возможностью перемещения вдоль направляющих 64 12, выполненных на нижнемприжиме 13. Нижний прижим 13 соединен со станиной через подпружиненный Нижний 14 и боковой 15 упоры. На нижнем прижиме 13 закреплен третий нож 16,а в нижней части станины 1 неподвижно установлен четвертый нож 17, Ножи 10, 11, 16 и 17 выполнены фасонными соответственно форме разрезаемого проката и образуют дпя него калибр. Нож П, закрепленш 1й на верхнем прижиме, расположен оппозитно ножу 17,неподвижно закрепленному на станине , с образованием неподвижной в процессе резания пары ножей. В свою очередь закрепленный на ползуне 8 нож 10 расположен оппозитно ножу 16, закрепленному на нижнем прижиме 13, с образованием подвижной пары ножей. Для порезки одновременно нескольких заготовок в ножах выполняют соответствующее число параллельно расположенных калибров. В случае порезки на ножницах швеллеров, которые обычно режут в положении полками вннз, в верхнем прижиме целесообразнее вместо ножа установить простой брус, поскольку этот нож не участвует в работе. При необходимости порезки швеллеров, поступающих к ножницам полками вверх, брус следует установить вместо ножа, закрепленного на нижнем прижиме. Ножи установлены так, что расстояния от вертикальной и горизонтальной осей калибра, образованного ножами в момент охвата ими сечения разрезаемого проката, до оси шарнира 7были одинаковыми. При использовании ножниц дпя порезки простых профилей проката (полоса, круг и т.п.) ограничитель 6 необходимо снять. Нижний подпружиненный упор 14 выполнен в виде гидроцилиндра, шток 18 которого посредством шарнира 19 соединен с нижним прижимом 13, а корпус 20 через второй шарнир 21 соединен со станиной 1. При этом ось шарнира 19 смещена от вертикали относительно оси шарнира 21 в сторону, противоположную дополнительным вертикальным направляющим 4. Боковой упор 15 выполнен в виде гндроцилнндра, шток 22 которого шарнирно соединен с нижним прижимом 13, а корпус 23 шарннрно соединен со станиной и вьвюлнен с двумя расточками 24 и 25 соответственно мень шего и большего диаметров. В растоже 25 свободно установлен поршен 26, а 3 расточке 24 - поршень 27, закрепленный на штоке 22. При этом поршень 27 закреплен на штоке 22 так, что конец 28 штока выступает за пределы поршня. Диаметры расточек 24 и 25 гидроцилиндра выполнены такими, чтобы при подаче одинакового давления с двух сторон этого гидроцилиндра создавалось сопротивление перемещению штока 22 (вместе с ним и нижнего прижим 1 13) большее, чем усилие, действующее вдоль штока при холостом ходе ползуна 8, но меньшее, чем усилие резания. Привод ножниц осуществляется от электродвигателя 29 через кривошипно-шатунный механизм 30, соединенный с ползуном 8. Ножницы работают следующим образом. В исходном положении (фиг. l) по зун В и верхний прижим 3 находятся крайнем верхнем положении. Нижний прижим J 3 удерживается с помощью ни него 14 и бокового 15 упоров в тако положении, что кромки закрепленного на нем ножа 16 не. выступают за пред лы кромок закрепленного на станине ножа 17. Для этого с двух сторон корпуса 23 гидроцилиндра бокового упора 15 подают одинаковое давление Поскольку диаметр поршня 26 больше диаметра поршня 27 и первый из них создает большее давление, поршень 26 упирается в бурт корпуса 23, тем самым являясь упором справа, препятствующим перемещению штока 22 и ниж него прижима 13 вправо. А так ,как в полость с меньшим диаметром также подано давление, поршень 27 и шток 22 находятся в крайнем правом положе нии, ограниченном тем, что конец 28 штока 22 упирается в поршень 26. Таким образом нижний прижим оказывается в устойчивом определенном положении благодаря подпору давления с двух сторон. Вместе с тем в поршневую полость гидроцилиндра нижнего подпружиненного упора 14 подают давление, достаточное для удержания нижнего прижима 13 в исходном положении. В этом случае поршень упирается в крышку гидроцилиндра. В то же самое время для обеспечения возможности перемещения нижнего прижима в процессе резания давление выбирают таким, что усилие, возникающее при резании проката, больше усилия, развиваемого этим гидроцилнндром. Прокат (в рассматриваемом примере двутавровую балку 31) задают с помощью задающего рольганга 32 так, что между кромками ножа 17 и внутренними поверхностями полок и стенки проката имеются зазоры, достаточные для свободного перемещения проката через ножницы. При движении ползуна 8 вниз, осуществляемом от электродвигателя 29 через кривошипношатунный механизм 30, направление его движения определяется положением направляющих I2 на нижнем прижиме 13. Подушка 5 движется вертикально вниз по дополнительным направляющим 4 до упора в ограничитель 6. При этом между кромками ножей 10 и 11 и простилемпрокат а 31 остаются небольшие зазоры. При дальнейшем движении ползуна 8 происходит поворот его относительно оси шарнира 7 в направлении, указанном стрелкой Б (фиг. 2). После соприкосновения ножей 10 и И с прокатом (точнее их нижних режущих кромок со стенкой проката) верхний прижим 3 останавливается и нож II совместно с ножом 17 образуют неподвижную в процессе резания пару ножей, а ползун 8 продолжает поворот вокруг оси шарнира 7. При этом ползун 8 воздействует на нижней прижим 13, что приводит к повороту последнего относительно оси шарнира 21 в направлении, указанном стрелкой Й, В результате закрепленные на ползуне и нижнем прижиме соответственно ножи 10 и 16 образуют подвижную пару ножей. Так как расстояния от оси шарнира 7 до вертикальной и горизонтальной осей сечения разрезаемого проката 31 выбраны одинаковыми, то указанный поворот ползуна происходит под углом примерно 45 по отношению к полкам и стенке проката. При повороте ползуна и 1шжнего прижима выбираются зазоры между)ежущими кромками ножей и профилем про.ката. У ножа 10 режущими являтся кромки а, Ь, с, d и е, а у ножа 16 - g и f (см. фиг. 5). Таким образом, часть 33 проката 31, оказавшаяся зажатой между подвижной парой ножей 10 и 16, смещается относительно части 34 проката, зажатой между неподвижной парой ножей 11 и 17, и происходит сдв части 33 относительно части 34 до полного перерезания проката (фиг.З и 4). При этом у ножа 11 режущими являются кромки h и i, ay ножа 17 - j, k, 1, m и n (фиг. 6). Поворот ползуна совместно с нижним прижимом по стрелкам Б и В начи нается тогда, когда усилие, действу ющее со стороны кривошипно-шатунного механизма 30, станет больше, чем усилие, действующее со стороны поршня 26. В процессе поворота ползуна и. нижнего прижима и последующего разрезания проката возникающие усилия воздействуют на нижний подпружинен Ul 1
23
26 168 ный упор и шток 18 с закрепленным на нем поршнем перемещается вниз, вытесняя рабочую жидкость из поршневой полости гидроцилиндра. При дальнейшем движении кривошип-i но-шатунного механизма 30 после перерезания проката ползун 8 поднимается в крайнее верхнее положение, и, воздействуя через телескопическук тягу 9, поднимает верхний прижим 3. При этом нижний прижим I3 также возвращается в исходное положение, так как усилие, действукмцее на шток 22 со стороны поршня 26, больше усилия, действующего на шток 22 с другой стороны. Таким образом ножницы устанавливаются в исходное положение. Изобретение позволяет повысить качество реза, в частности исключить смятие полок и стенки фасонного проката и одновременно с этим добиться перпендикулярности торца отрезанной заготовки к ее продольной оси. Р
v/x/
J/
x/x
7 i
x///.v x////
ей



| название | год | авторы | номер документа |
|---|---|---|---|
| Сортовые кривошипные ножницы | 1984 |
|
SU1146144A1 |
| Ножницы для резки сортового проката | 1987 |
|
SU1530347A1 |
| Ножницы для резки сортового проката | 1987 |
|
SU1493396A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| Ножницы для резки проката | 1983 |
|
SU1119789A2 |
| Ножницы для резки проката | 1984 |
|
SU1165532A2 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| Ножницы для резки сортового проката | 1977 |
|
SU722704A1 |
| Ножницы для резки проката | 1983 |
|
SU1152726A1 |
| Ножницы для резки сортового проката | 1976 |
|
SU650735A1 |


1. НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА преимущественно типа швеллеров и двутавровых балок, содержащие станину с направляющими, верхний прижим, установленный с возможностью перемещения в направляющих станины, нижний прижим с направляющими, смонтированный с возможностью поворота и взаимодействующий с нижним подпружиненным упором, приводной подвижный ползун, установленный в направляющих нижнего прижима и связанный с верхним прижимом посредством тяги, а также образующие калибр для разрезаемого проката ножи, смонтированные соответственно на ползуне, верхнем и нижнем прижимах и станине, отличающиеся тем, что, с целью повыщенмя качества реза, они снабжены дополнительными направляющими, смонтированными на станине. подушкой, установленной с возможностью перемещения в дополнительных направляющих и шарнирно соединенной с ползуном, ограничителем перемещения подушки и боковым упором, смонтированным на станине с возможностью взаимодействия с нижним прижимом. 2.Ножницы по п. 1, отличающиеся тем, что, расстояния от оси шарнира, соединяющего подушку и ползун, до вертикальной и горизонтальной осей образуемого ножами калибра равны между собой. 3.Ножницы по п. 1, отличающиеся тем, что ограничитель перемещения подушки выполнен в виде съемной прокладки. (Л 4.Ножницы по п. I, отличающиеся тем, что нижний подпружиненный упор выполнен в виде силового цилиндра, корпус которого щарнирно связан со станиной, а шток шарнирно связан с нижним прижимом, при этом ось шарнира штока смещена от вертикали относительно оси шаро нира корпуса в сторону, противо01 положную расположению дополнительо ных направляющих. 00 5.Ножницы поп. 1, отли|м4 чающиеся тем, что боковой 05 упор выполнен в виде двухполостного ступенчатого силового цилиндра, в полости большего диаметра которого свободно установлен поршень, а в полости меньшего диаметра - поршень со штоком, при этом торец штока выполнен выступающим за пределы поршня.
