Изобретение относится к строительству, а именно к смазкам, используемым для металлических форм при изго товлении бетонных и железобетонных изделий.
Цель изобретения - повышение качества поверхности изделий за счет уменьшения поверхностной пористости. Смазка дпя металлических форм содержит, мас.%:
Кислый синтетический эмульсол8-20
Кальцинированная сода 0,3-1,0 Отходы эмульсии окисленного полиэтиленового воска (в пересчете , на сухое вещество) 0,2-0,6 Сульфитно-дрожжевая бражка1-3
Вода , Остальное
Отходы эмульсии окисленного полиэтиленового воска являются побочным продуктом производства полиэтиленовой эмульсии и содержат окисленный полиэтиленовый воск 14-25 мас.%, остальное -конденсатная вода с добавками эмульгатора ОС-20 до 5-6 мас.%, триэтаноламина до 1-1,25 мас.%, эти- ленгликоля до 1,8-2 мас.%, рН отходов эмульсии полиэтиленового воска равен 7,76.
Сульфитно-дрожжевая бражка в составе новой смазки служит в качестве эмульгатора и одновременно влияет на ее стабильность, предотвращая расслоение смазки в течение длительного периода времени.
Состав сульфитно-дрожжевой бражки должен соответствовать требованиям ОСТ 81-79-74, ТУ 81-04-225-73.
4о tc -J
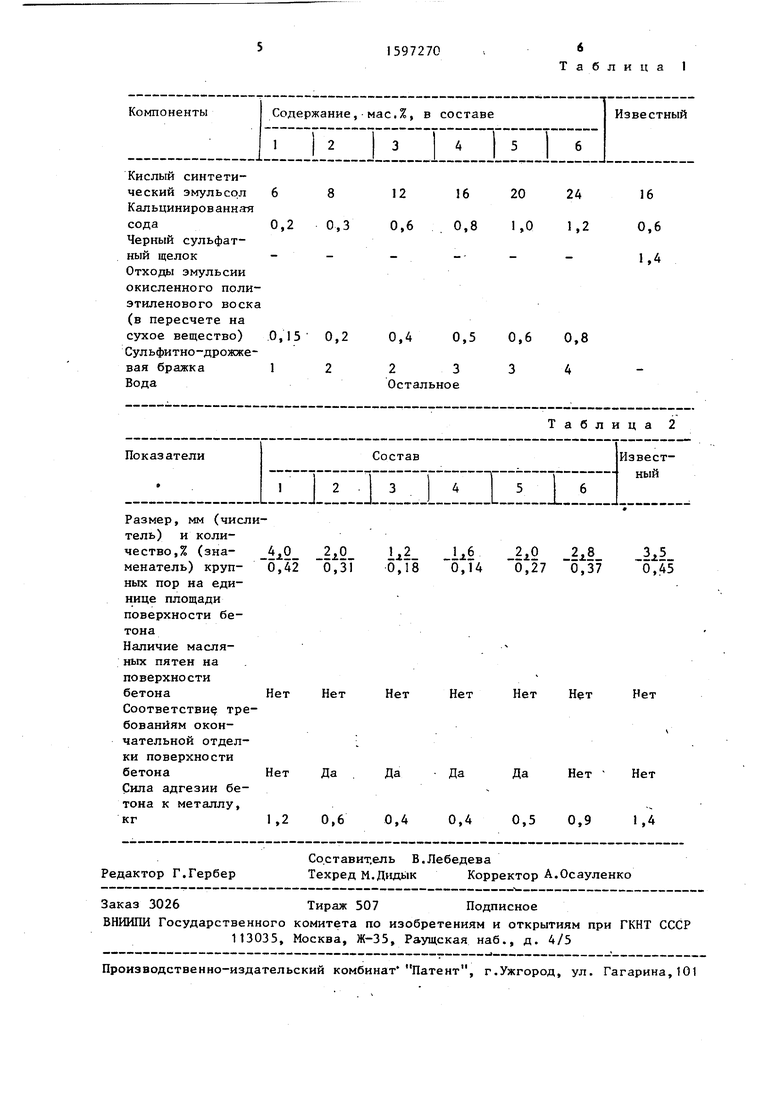
Примеры состава смазок приведены в табл.1.
Смазку готовят механическим перемешиванием компонентов. В каждом соста- ве предварительно перемешивают кальцинированную соду с подогретой до 40- 50°С водой в течение одной минуты. Далее при перемешивании добавляют кислый синтетический эмульсол и, после его растворения, добавляют отходы эмульсии окисленного полиэтиленового воска и сульфитно-дрожжевую бражку. Общее время перемешивания 2-2,5 мин. Полученную смазку используют для нанесения на металлические формы. Наносят смазку вручную и распылением. Более высокое качество изделий получается при нанесении смазки растиранием тонким слоем, так как при этом производит-1 ся одновременная очистки поверхности форм от загрязнений, образующихся при распалубке изделий. В этом случае в одной операции совмещается смазка и очистка форм.,
После нанесения смазки тонким слоем на поверхности формы образуется пленка, обладающая высокой кроющей и удерживающей способностью, способствующая образованию чистых гладких повер хностей изделий с отсутствием воздуш- ньтх пор и раковин (при использование пластичных бетонных смесей) или с незначительным их количеством (при использовании жестких бетонных смесей
В случае нанесения смазки более. толстым слоем появляется свойство липкости, присущее воскам, входящим в состав отходов эмульсии окисленного полиэтиленового воска, что приводит к загрязнению форм, а следовательно, создаются условия, препятствующие образованию сплошной пленки граничной смазки.
Для определения качества поверхнос тк на металлических листах, покрытых смазками различных составов, формуют бетонные плитки размером 200x200 мм .и после распалубки сравнивают поверхности.
Определяют количество пор и замеряют их размеры на поверхности бетона.
Для определения адгезии бетона к форме на металлических пластинах 150x150 мм с нанесенной смазкой формуют бетонный усеченный конус 100 мм с заформованным анкерным кольцом. После пропарки динамометром измеряют силу отрыва бетонного конуса от поверхности металла.
Результаты измерений приведены в табл.2.
Смазка обеспечивает снижение пористости поверхности бетонных изделий на 50-70% с полным отсутствием масляных пятен, в результате чего поверхность изделий отвечает требованиям окончательной отделки.
Использование разработанной смазки позволяет изготавливать конструкции с ровной гладкой поверхностью без видимых раковин и. дефектов.
Формула изобретения
Смазка для металлических форм при изготовлении бетонных и железобетонных изделий, включающая кислый синтетический эмульсол, кальцинированную ,соду , добавку и воду, отличающаяся тем, что, с целью повьш1ения качества поверхности из-г делий за счет уменьшения поверхностной пористости, она содержит в качестве добавки отходы эмульсии окисленного полиэтиленового воска и сульфитно- дрожжевую бражку при следующем соотношении компонентов, мае.%: Кислый синтетический эмульсол8-20
Кальцинированная сода 0,3-1,0 Отходы эмульсии окисленного полиэтиленово- го воска (в пересчете на сухое вещество) . 0,2-0,6 Сульфитно-дрожжевая бражка2-3
ВодаОстальное
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ | 1992 |
|
RU2057642C1 |
| Смазка для опалубок и форм | 1990 |
|
SU1722844A1 |
| Смазка для форм | 1986 |
|
SU1350032A1 |
| Смазка для форм | 1986 |
|
SU1350033A1 |
| Смазка для металлических форм | 1984 |
|
SU1294618A1 |
| Смазка для форм | 1978 |
|
SU670443A1 |
| Смазка для металлических форм | 1979 |
|
SU806420A1 |
| Смазка для металлических форм | 1988 |
|
SU1614913A1 |
| Смазка для форм | 1989 |
|
SU1694386A1 |
| Эмульсионная смазка для металлических форм | 1978 |
|
SU716827A1 |
Изобретение относится к области строительства, а именно к смазкам, используемым для металлических форм при изготовлении бетонных и железобетонных изделий. Цель изобретения - повышение качества поверхности изделий за счет уменьшения поверхностной пористости. Смазка содержит, мас.%: эмульсол кислый синтетический 8-20, соду кальцинированную 0,3-1,0, отходы эмульсии окисленного полиэтиленового воска (в пересчете на сухое вещество) 0,2-0,6, сульфитно-дорожжевую 2-3 и воду остальное. 2 табл.
Кислый синтетический эмульсол 6 Кальцинированная сода0,2
Черный сульфатный щелок - Отходы эмульсии окисленного полиэтиленового воска (в пересчете на
8 12 16 20 24 0,3 0,6 0,8 1,0 1,2
ных пор на единице площади поверхности бетона
Наличие масляных пятен на поверхности бетона
Соответствие требованиям окончательной отделки поверхности
16
0,6
Нет
Нет Нет Нет Нет
| Смазка для металлических форм | 1979 |
|
SU806420A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Смазка для металлических форм | 1984 |
|
SU1294618A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
