Изобретение относится к производству железобетона, а именно к смазкам для форм при изготовлении изделий.
Известна смазка, включающая следующие компоненты, мас.%: Эмульсол кислый
синтетический5-10
Отходы производства
ланолина5-10
ВодаОстальное
Недостатком является содержание в составе токсического вещества эмульсола - ЭКС.
Наиболее близкой является смазка для форм, включающая следующие компоненты, мас.%:
Отходы производства
ланолина8-20
Полиэтиленгликолевый
эфир2-3
Шлам шлифовки бетонных мозаичных плит10-15
ВодаОстальное.
Недостатком прототипа является содержание в составе смазки эфира вредного в гигиеническом отношении вещества и необходимость введения балласта - шлама.
Целью изобретения является упрощение состава и создание гигиенически чистого продукта.
Указанная цель достигается тем, что смазка содержит отходы производства ланолина-ОПЛ (ТУ 18-16-204-78), представляющие собой эфиры жирных кислот, натриевые соли жирных кислот, немного кальцинированной соды, воду и др. компоненты в незначительном количестве: при этом ОПЛ проходит обработку кипячением на медленном огне в течение 8 - 10 ч в водном растворе кальцинированной соды
ё
О
ю
Ј.
(А 00 О
при г к цующем соотношении компонентов,
Ма %.
ОПЛ (в пересчете на воск)60 - 80
Сода кальцинированная
(в пересчете на безводный
продукт)30-10
Натрии хлористый
или уротропин0,8 - 1,5
Вода (среда)--Остальное,
Реакцш, указанными вещества- ми происходит в воДном растворе 8 - 10 ч при постоянном кипячении и перемешивании, При этом влага выкипает, состав приобретает сметанобразную консистенцию. Его дальнейшее использование связано с разведением водой при 18 -22°С или выше, если это необходимо по технологии нанесения,
В отличие отсмазки-протитипа предполагаемая смазка не требует введения в ее состав минеральных добавок в виде шлаков, или, например, талька.
Для приготовления предлагаемой смазки используется хлористый натрий или уротропин в виде водного раствора. В этом растворе размешивают отходы производства ланолина в соотношениях, указанных выше (а пересчете на сухое вещество), и кипятят в открытой емкости 8 - 10 ч на медленном огне За 1,S3-2,0ч до окончания варки добавляют 1,5 мае % натрия хлористого или уротропина При этом получают сметанообразныи продукт, который можно использовать как в чистом вице, так и в разбавленном водой 1 3 и более.
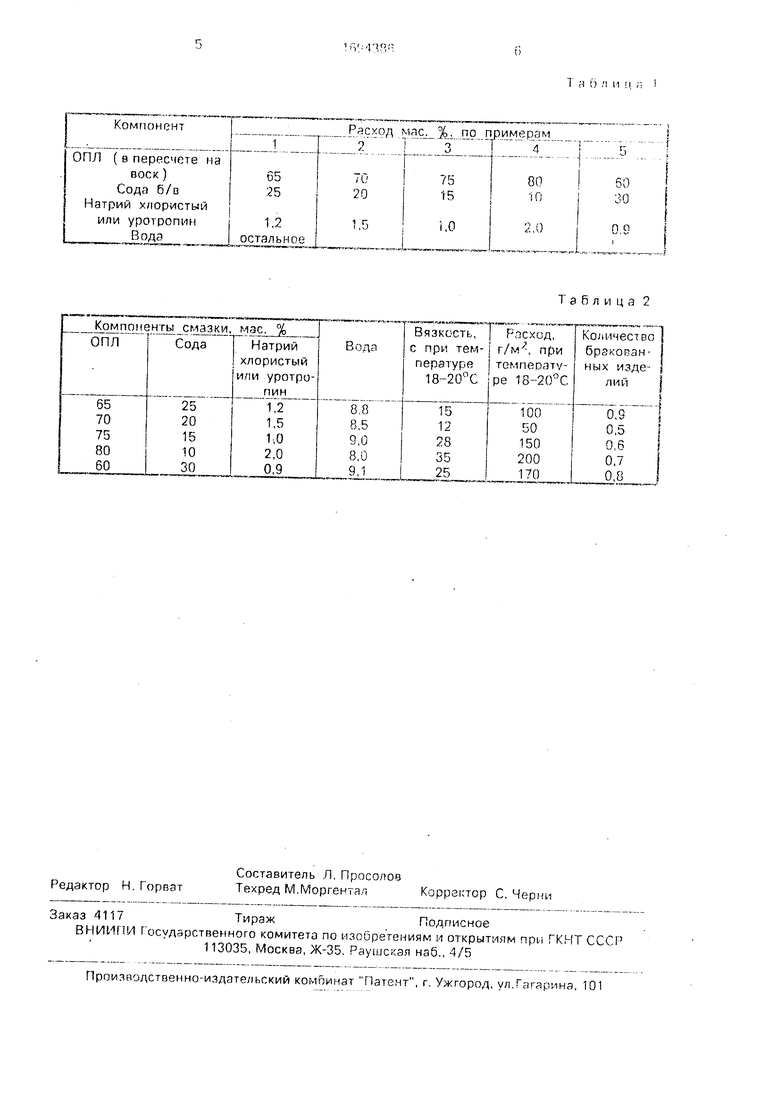
При м.е р 1 По описанному способу приготавливается смесь из 65 мае % ОПЛ и 25 мас.% водною раствора соды Вязкость смазки по вискозиметоу R3 4 пои 18 - 22°С составляет 15с. Смазка наносится на повер- хность форм одним ия известных способов в производстве и избыток ее убирается. Расход смазки на I м опалубки составляет около 100 г/м2.
П р и м Р р 2 (рекомендуемый). Аналогич- ным способом получают смазку, игпользул для этого 70 млг % ОПЛ и 20 мас.% водного раствора соды Нанесенная смазка на поверхность изделии распределяется тонким слоем, с обеспечением необходимой здге- зии к поверхности В производственных условиях применялся способ втирания смазки в поверхность Вязкость смазки мри 18 - 22°С составляет 12 г расход окпло Г.О г/м
П р и м f о 3 Ангзтоггчным образом смешивают Лг м v V, ОНП ц j мае % водного VI И К 1ПМ 11 ИГ M V П НЧОМ
огне Получается смазка с вязкостью 28 с при 18 - 22°С, расход 150 г/м
П р и м е р 4 Аналогичным способом приготавливают смазку из 80 мас.% ОПЛ и 10 мас.% водного раствора соды Получает- ся см-чзка с вязкостью 35 с при 18 - 22°С, расход 200 г/м2.
П р и м е р 5, Аналогичным способом приготавливают смазку из 60 мас.% ОПЛ и 30 мас.% водного раствора соды. Получается смазка с вязкостью 25 с при 18 - 22°С, расход 170 г/м2.
R табл.1 приведены составы компонентов.
В табл 2 приведены свойства смазок
Предлагаемая смазка в сравнении с известной проста в изготовлении, подвижна, стабильная при 18 - 22°С, требует малого расхода, может наносится любым способом, на производстве уменьшает выход бракованных изделий
Эффективность состава заключается в более высоких технологических свойствах и санитарно-гигиенических качествах. Применение дачного технического решения позволяет получить смазку для форм, обеспечивая изделиям гладкую поверхность без пор, даже не в оптимальных условиях обеспечивается качество поверхностей требованиям ГОСТ 13015.0- 83. Смазка стабильна в течении трех недель, не токсична, не пожароопасна, не оказывает раздражающего действия при попадании на кожу, не образует грязных жирных пятен на изделиях, коррозионно стойкая металлу
Формула изобретения Смазка для форм при„изгогоолем|1и бетонных и железобетонных изделий, включающая отход производства ланолина, добавку и воду, отличающаяся тем, что, с целью повышения качества поверхности изделий, повышения гигиенических свойств изделий при снижении стоимости смазки она содержит в качестве добавки калкцини ропанную соду и хлористый натрий или уротропин при следующем соотношении компонентов, мас.%.
Отходы производства ланолина (в пересчете на воск)60 80.
Кальцинированная сода (в пересчете на сухой продукт)Ш 30
Хлористый натрий или уротропинО Л 1 г:
ВОДЭП -i v t нм(
Т а и л ч и а 
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для форм | 1986 |
|
SU1366406A1 |
| Эмульсионная смазка для металлических форм | 1978 |
|
SU716827A1 |
| Смазка для металлической опалубки | 1990 |
|
SU1740176A1 |
| ВЯЖУЩЕЕ | 2010 |
|
RU2425811C1 |
| Смазка для металлических форм | 1988 |
|
SU1597270A1 |
| СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ | 1991 |
|
RU2020066C1 |
| Композиция для отделочных работ | 1989 |
|
SU1691346A1 |
| Шпаклевка для пола | 1990 |
|
SU1775442A1 |
| Моющее средство для очистки металлической поверхности | 1984 |
|
SU1198112A1 |
| СОСТАВ СТРОИТЕЛЬНОГО РАСТВОРА | 1996 |
|
RU2099302C1 |
Изобретение относится к производству железобетона, а именно к смазкам для форм при изготовлении изделий. Цель изобретения - повышение качества поверхности изделий, повышение гигиенических свойств при снижении стоимости смазки. Смазка содержит отходы производства ланолина (в пересчете на воск) 60 - 80 мас.%; соду кальцинированную (в пересчете на сухой продукт) 10-30 мас.%; натрий хлористый или уротропин 0,8 - 1.5 мас.% и воду - остальное. Вязкость смазки 15-35 с, расход смазки 50 - 200 г/м , напряжение сцепления бетона с формой г/см2 - на сдвиг 22 - 95, на отрыв 20-119. 2 табл.
Таблица 2
| Эмульсионная смазка для металлических форм | 1978 |
|
SU716827A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Смазка для форм | 1986 |
|
SU1366406A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
