Изобретение относится к измерительной технике и может быть использовапо для до- пускового контроля размеров в системах активного контроля и в контрольно-сортировочных автоматах в мащиностроении.
Цель изобретения - повыщение надежности путем исключения механических и электрических контактов, а также возможности перекрутки подводящих проводов пороговых датчиков размеров, используемых в головке для допускового контроля размеров.
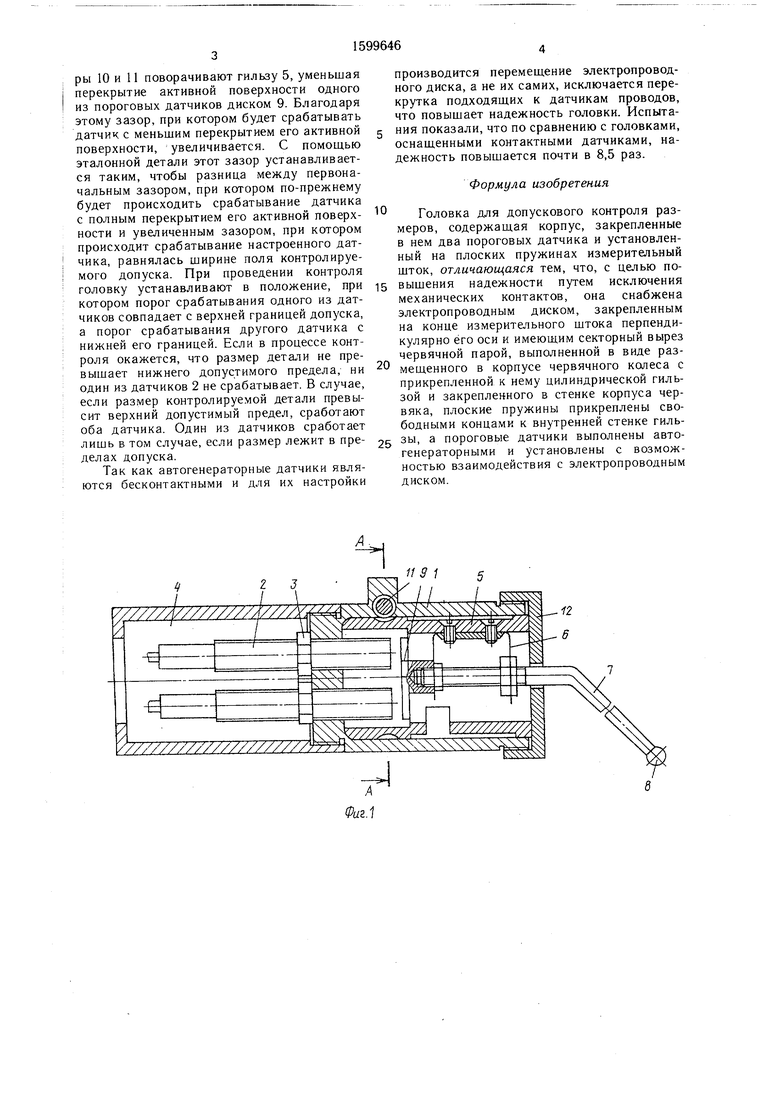
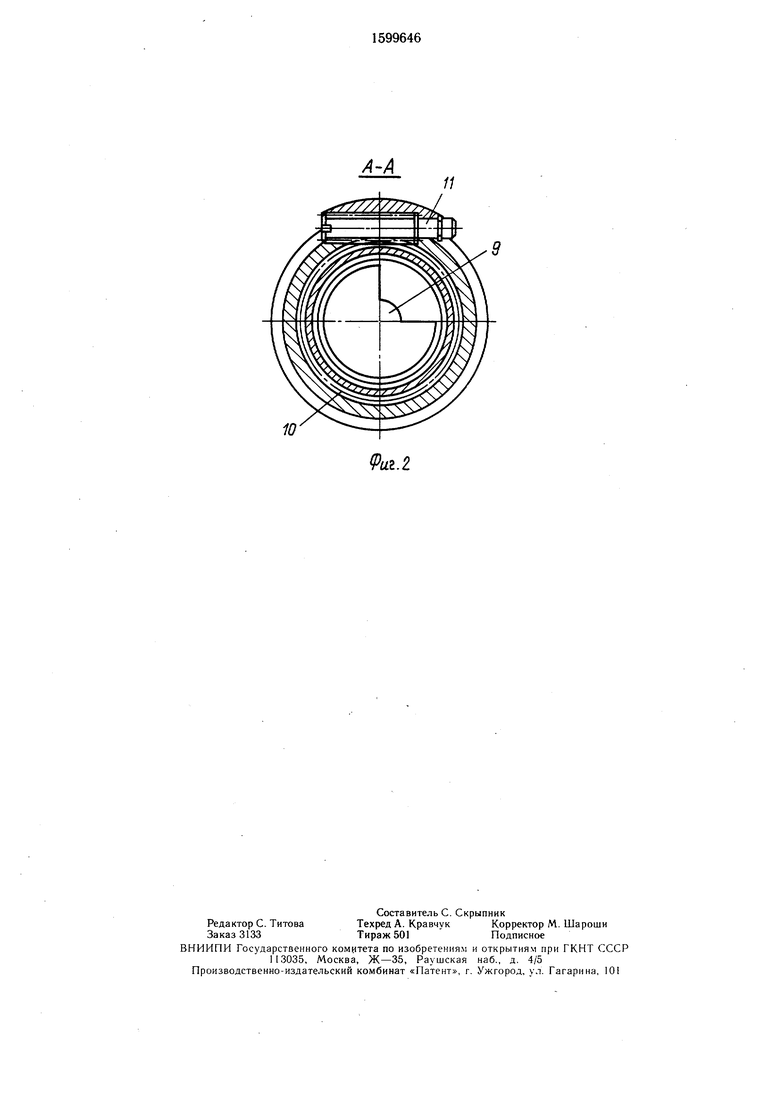
На фиг. I изображена предлагаемая головка; на фиг. 2 - разрез А-А на фиг. 1.
Головка для допускового контроля содержит цилиндрический корпус 1, выполненный в виде стакана, в донную часть которого ввинчены два бесконтактных автогенераторных пороговых датчика 2, фиксированных гайками 3 и закрытых кожухом 4. В корпусе 1 установлена с возможностью поворота вокруг своей оси цилиндрическая гильза 5,
к внутренней стенке которой прикреплены свободными концами плоские пружины 6. На этих пружинах установлен измерительный шток 7 с наконечником 8. На другом конце щтока 7 закреплен перпендику.тярно его оси электр(опроводный диск 9 с секторным вырезом. Гильза 5 прикреплена к червячному колесу 10, а в корпусе 1 размещен червяк И, взаимодействующий с этим катером. Для предотвращения самопроизвольного осевого смещения и поворота гильза 5 фиксирована относительно корпуса 1 накидной гайкой 12.
Перед проведением измерений торцевые (активные) поверхности пороговых датчиков 2 располагают в одной плоскости таким образом, чтобы при полном перекрытии их диском 9 оба пороговых датчика 2 срабатывали при одном и том же зазоре между датчиками и диском. Далее производится настройка головки на контролируемый допуск. Для этого с помощью червячной пасд со со а
05
ры 10 и 11 поворачивают гильзу 5, уменьшая перекрытие активной поверхности одного из пороговых датчиков диском 9. Благодаря этому зазор, при котором будет срабатывать датчик с меньшим перекрытием его активной поверхности, увеличивается. С помощью эталонной детали этот зазор устанавливается таким, чтобы разница между первоначальным зазором, при котором по-прежнему будет происходить срабатывание датчика с полным перекрытием его активной поверхности и увеличенным зазором, при котором происходит срабатывание настроенного датчика, равнялась ширине поля контролируемого допуска. При проведении контроля головку устанавливают в положение, при котором порог срабатывания одного из датчиков совпадает с верхней границей допуска, а порог срабатывания другого датчика с нижней его границей. Если в процессе контроля окажется, что размер детали не превышает нижнего допустимого предела, ни один из датчиков 2 не срабатывает. В случае, если размер контролиру емой детали превысит верхний допустимый предел, сработают оба датчика. Один из датчиков сработает лишь в том случае, если размер лежит в пределах допуска.
Так как автогенераторные датчики являются бесконтактными и для их настройки
производится перемещение электропроводного диска, а не их самих, исключается перекрутка подходящих к датчикам проводов, что повышает надежность головки. Испыта- ния показали, что по сравнению с головками, оснащенными контактными датчиками, надежность повышается почти в 8,5 раз.
Формула изобретения
Головка для допускового контроля размеров, содержащая корпус, закрепленные в нем два пороговых датчика и установленный на плоских пружинах измерительный шток, отличающаяся тем, что, с целью повышения надежности путем исключения механических контактов, она снабжена электропроводным диском, закрепленным на конце измерите тьного штока перпендикулярно его оси и имеющим секторный вырез червячной парой, выполненной в виде размещенного в корпусе червячного колеса с прикрепленной к нему цилиндрической гильзой и закрепленного в стенке корпуса червяка, плоские пружины прикреплены свободными концами к внутренней стенке гильзы, а пороговые датчики выполнены автогенераторными и установлены с возможностью взаимодействия с электропроводным диском.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической поверки стрелочных измерительных приборов | 1990 |
|
SU1739328A1 |
| Полуавтомат для сортировки диафрагм по толщине | 1972 |
|
SU445483A1 |
| Устройство для контроля частоты вращения | 1980 |
|
SU900188A1 |
| ПОВОРОТНЫЙ УГЛОМЕРНЫЙ СТОЛ | 2015 |
|
RU2596693C1 |
| Кондуктометрическое устройство | 1981 |
|
SU996925A1 |
| Емкостный датчик линейных перемещений | 1986 |
|
SU1335803A1 |
| Устройство для автоматического контроля параметров | 1984 |
|
SU1170430A1 |
| Полуавтомат для обработки деталей типа полусфер | 1972 |
|
SU477826A1 |
| Датчик угловой скорости вращения вала | 1976 |
|
SU607144A1 |
| УСТРОЙСТВО для СЧЕТА ШТУЧНЫХ ИЗДЕЛИЙ | 1971 |
|
SU308445A1 |
Изобретение относится к измерительной технике и имеет целью повышение надежности измерительной головки для допускового контроля размеров за счет исключения механических и электрических контактов, а также возможности перекрутки подводящих проводов пороговых датчиков размеров, используемых в головке. Два бесконтактных пороговых датчика 2, выполненных автогенераторными, установлены неподвижно в корпусе 1 головки и срабатывают при взаимодействии с металлическим диском 9, имеющим секторный вырез, с помощью которого предварительно регулируется площадь перекрытия активных (торцовых) поверхностей этих датчиков, в зависимости от величины которых и зазоров между ними и диском 9 регулируются пороговые уровни срабатывания головки. Изменение площади перекрытия осуществляется с помощью червячной пары 10-11, изменяющей положение секторного диска. 2 ил.
10
//
| Марков Н | |||
| Н | |||
| и др | |||
| Электроконтактные датчики для линейных измерений | |||
| М.: Машиностроение, 1969, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Там же, с | |||
| Пишущая машина | 1922 |
|
SU37A1 |
