Изобретение относится к газотермическому нанесению покрытий, в частности покрытий из самофлюсуюш -1хся материалов с последующим их оплавлением на детали из порошковых сталей.
Цель изобретения - повышение износостойкости покрытий.
По предлагаемому способу ocyniecT- вляют подавление направленной диффузии металла порошковой основы в покрытие при оплавлении, для чего перед активатщей порошковую сталь пропитывают инфильтратом, в качестве которого используют металл с температурой плавления выше температуры оплавления покрытия, но ниже температуры плавления материала основы и обладающим малым химическим сродством с материалом покрытия. В результате происходит закрытие канальной пористости и межчастичных граничных поверхностей порошковой стальной ос- новБ} расплавом металла.
Требование к предельным значениям температуры плавления материала инфильтрата соответствует условию качественного оплавления покрытия без механического перемешивания и диффузионного взаимодействия с инфильтратом.
Пример. Напыпение покрытий по предлагаемому и известному способам производят на порошковую сталь марки П70 с исходной пористостью 15% на установке УПУ-ЗД, оснащенной плазмотроном РП-6, порошком марки ПН70Х17СЧР4 в режиме с параметрами: ток дуги 280 А, напряжение на дуге
О5
со ю
50 В, дистанция напыления 150 мм, асход плаэмообразующей смеси (5%Аг+ 5% Nj.) 45 л/мин. Толщина покрытия 3,25-0,3 . Последующее оплавление покрытия производят пртэпановой горел- кой с вьщержкой при температуре оплавления 5 с. Активацию поверхности лорошковой стали проводят струйно- мбразивной обработкой порошком корун- на, а предварительное закрытие канальной пористости и межчастичных граничных поверхностей осуществляют насыщением порошковой стали расплавом меди 3 вакууме при и времени вьщер- :кки 2 ч. Сравнительное исследование 1:труктуры покрытий, напыленных по лредлагаемому способу, со структурой локрытий, напыленных по известному шособу, показывает наличие на пористых образцах обширной зоны инфильтрации расплава покрытия (до 450 - 500 мкм) и.зоны активной диффузии железа основы в материал покрытия (до 200-250 мкм), вследствие чего лроисходит насыщение матрицы покрытия :келезом и обеднение покрытия твердо- (Ьазными составляющими, В обработанных по предлагаемому способу материалах зона инфильтрации покрытия отсутствует, а глубина зоны диффузии не лревышает 30-40 -мкм. Твердость материала покрытия 48-52 HRC, что на 25-30% превосходит, твердость покрытия, напыленного по известному спо- ..
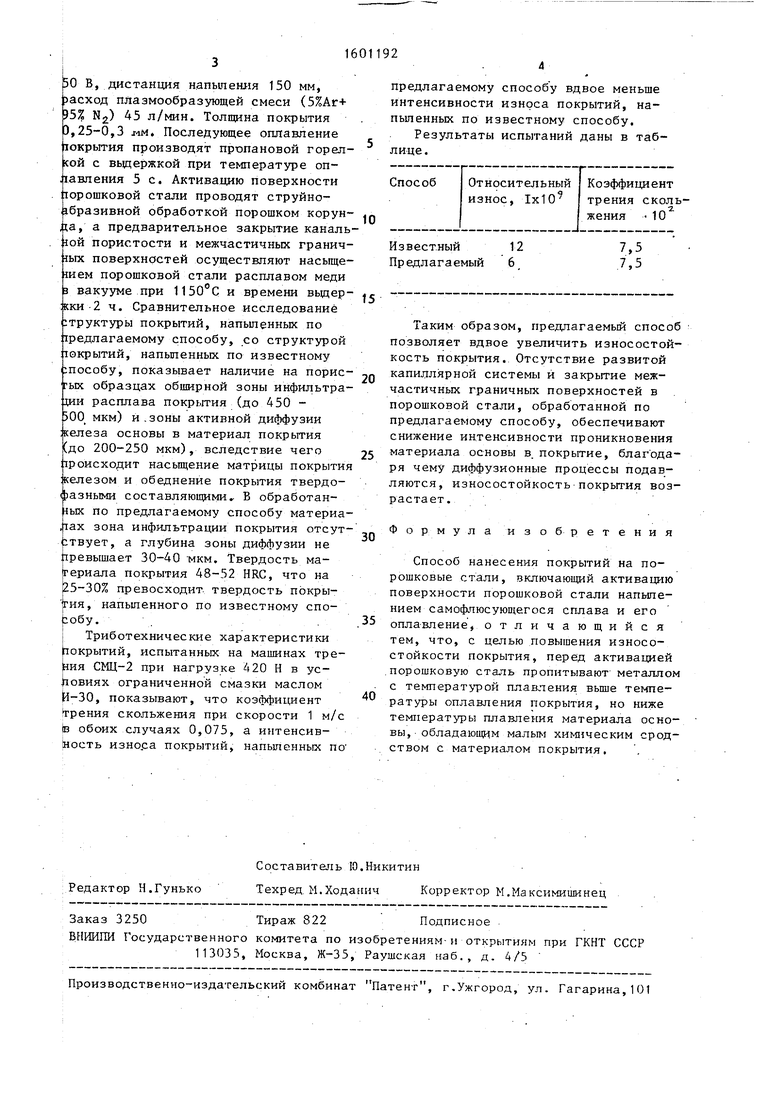
I Триботехнические характеристики ПОКРЫТИЙ, испытанных на машинах тре- ия СМЦ-2 при нагрузке 420 Н в ус- ровиях ограниченной смазки маслом И-30, показывают, что коэффициент трения скольжения при скорости 1 м/с IB обоих случаях 0,075, а интенсив- Ьость изно.са покрытий, напыленных по
предлагаемому способу вдвое меньше интенсивности износа покрытий, напыленных по известному способу.
Результаты испытаний даны в таблице.
Таким образом, предлагаемый способ позволяет вдвое увеличить износостойкость покрытия. Отсутствие развитой капиллярной системы и закрытие межчастичных граничных поверхностей в порошковой стали, обработанной по предлагаемому способу, обеспечивают снижение интенсивности проникновения материала основы в. покрытие, благодаря чему диффузионные процессы подавляются, износостойкость-покрытия возрастает.
Ф
ормула изобретения
Способ нанесения покрытий на порошковые стали, включающий активацию поверхности порошковой стали напылением самофлюсуюп5егося сплава и его оплавление, отличающийся тем, что, с целью повышения износостойкости покрытия, перед активацией .порошковую сталь пропитывают металлом с температурой плавления вьш1е температуры оплавления покрытия, но ниже температуры плавления материала основы, обладаюшим малым химическим сродством с материалом покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ ИЗ САМОФЛЮСУЮЩИХСЯ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ИЗДЕЛИЯХ ИЗ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ | 1997 |
|
RU2112815C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С УПРОЧНЕННОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1996 |
|
RU2109843C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2014 |
|
RU2578872C1 |
| КОМПОЗИЦИОННЫЙ ПОРОШОК ДЛЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 1994 |
|
RU2088688C1 |
| ПОРОШКОВЫЙ МАТЕРИАЛ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ | 1993 |
|
RU2042728C1 |
| ПОРОШКОВЫЙ МАТЕРИАЛ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ | 1992 |
|
RU2040570C1 |
| СПОСОБ НАНЕСЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ОСНОВЕ АЛЮМИНИДА ЖЕЛЕЗА НА ПОВЕРХНОСТЬ ИЗДЕЛИЙ, РАБОТАЮЩИХ В УСЛОВИЯХ ВЫСОКОТЕМПЕРАТУРНОЙ ГАЗОВОЙ КОРРОЗИИ | 2021 |
|
RU2772342C1 |
| Способ плазменного напыления износостойких покрытий толщиной более 2мм | 2017 |
|
RU2665647C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2532738C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ ДЕТАЛИ. | 2014 |
|
RU2594998C2 |
Изобретение относится к газотермическому нанесению покрытий, в частности покрытий из самофлюсующихся материалов с последующим их оплавлением, на детали из порошковых сталей. Цель - повышение изностостойкости покрытий. Для подавления направленной диффузии металла порошковой основы в покрытие при оплавлении перед активацией осуществляют предварительную пропитку основы из порошковых сталей металлом с температурой плавления выше температуры оплавления покрытия, но ниже температуры плавления материала основы, обладающим малым химическом сродством с материалом покрытия. В результате износостойкость покрытия из самофлюсующегося сплава, подвергнутого оплавлению, повышается в 2 раза. 1 табл.
| Способ автоматического деления энергосистемы | 1976 |
|
SU649098A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Кулу П.А., Халлинг Я.А | |||
| Газотермические покрытия на порошковых материалах | |||
| - Порошковая металлургия | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
