Изобретение относится к машиностроению, к средствам контроля резьб.
Цель изобретения - расширение эксплуатационных возможностей.
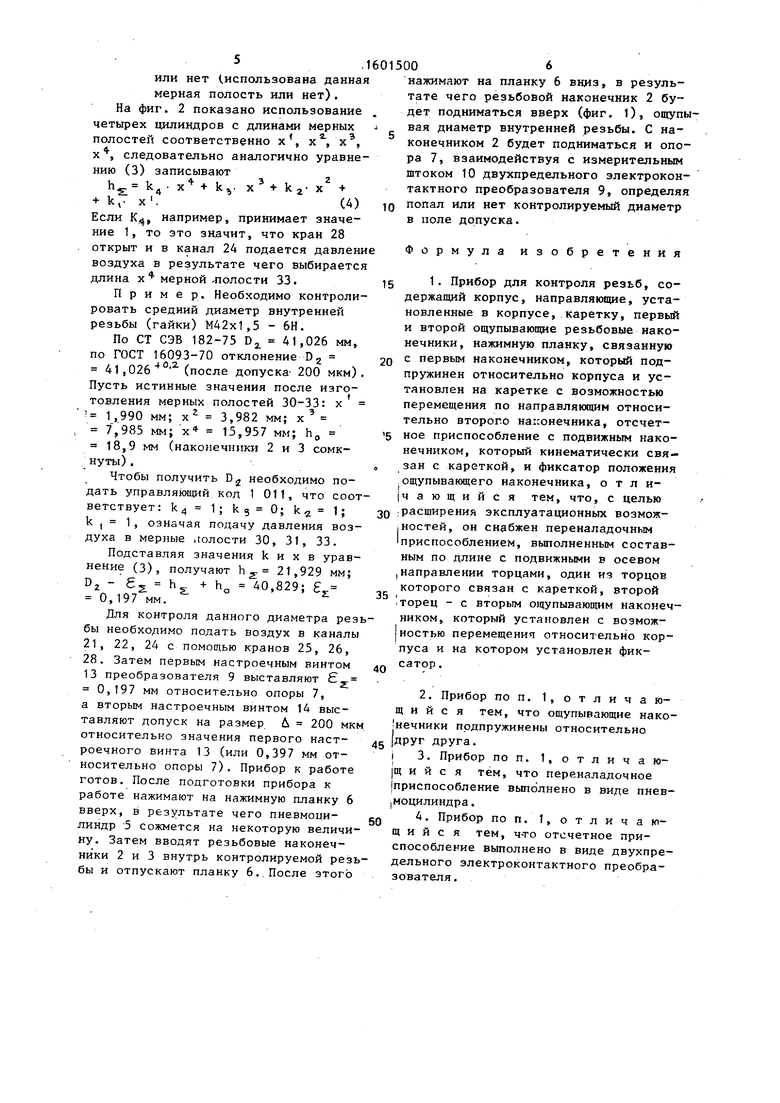
На фиг, 1 изображен описываемый прибор 1 а на фиг. 2 - составной пнев- моцилиндр, входящий в состав прибора и являющийся переналадочным приспособлением.
Прибор для контроля внутренних резьб состоит из корпуса 1, на котором установлены подвижно верхний и нижний ошупьшающие резьбовые наконечники 2 и 3, притяпшающиеся друг к другу пружиной 4, одновременно сжимающие составной пневмоцилиндр .5, являющийся переналадочным приспособ- лением. Верхний резьбовой наконечник 2 шарнирно соединен с нажимной планкой 6, кинематически с опорой 7 и через пружины 8 с корпусом 1. В корпусе 1 установлен двухпредельный элект роконтактный преобразователь 9, измерительный шток 10 которого через опору 7 взаимодействует с верхним резьбовым наконечником 2, а коромыс- ло 11 преобразователя 9 взаимодействует с подвижными контактами 12, которые в свою очередь взаимодействуют с настроечными винтами 13 и 14. На оси 15, установленной неподвижно в корпусе 1, расположен подвижно составной пневмоцилиндр 5 состоящий из цилиндров 16-20, имеющих каналы 21-24 для подвода давления воздуха через каналы 28, 25, 26, 27 от источника 29 давления в мерные полости 30-33. Нижний резьбовой наконечник 3 имеет фиксатор 34.
Прибор работает следующим.образом. Настраивают прибор на контроль требуемой резьбы двумя способами.
Настройка прибора по предельным калибрам. Берут проходной и непроход- ной калибры (не показано) , для данного диаметра внутренней резьбы. Наби рают. диаметр резьбы путем суммирования- длин мерных полостей 30-33 (сумма длин мерных полостей для данного диаметра резьбы должна быть мень ше размера, соответствующего нижнему полю допуска). Затем вводят резьбовые наконечники 2 и 3 прибора в калибр (скоба), соответствующий нижнему полю допуска. После этого нажимают на нажимную планку 6 вниз (фиг. 1) до соприкосновения резьбовых наконечников 2 и 3 с калибром. Фиксируют это поло
жение первым настроечным винтом 13 двухпредельного электроконтактного преобразователя.
Для настройки прибора по верхнему полю допуска вводят резьбовые наконечники 2 и 3 в калибр (скоба), соответствующий верхнему полю допуска, и фиксируют это положение вторым настроечным винтом 14 преобразователя 9. После этого прибор к работе готов.
Настройка прибора на основании расчетов.
Пусть D h + Л , (1) где р - контролируемый диаметр резьбы; h - диаметр резьбы, соответствующий нижнему полю допуска & - поле допуска;
то определяемый rain диаметром контролируемой резьбы
h
+ h,
(2)
. О ,
где h - суммарный размер набранный путем суммирования длин мерных полостей 30, 31, 32, 33 пневмоцилиндра 5, суммарные погрешности в изготовлении длин мерных полостей 30-33; конструктивный размер (фиг. 1).
S
h 5
0
5
Набирают h, после набора h. первым настроечным винтом 13 двухпредельного электрококтактного преобразователя 9. компенсируют погрешность изготовления длин мерных полостей б, в результате чего прибор выставится на размер h соответствующий нижнему полю допуска.. ,Для выставления размера, соответствующего верхнему полю допуска, вторым настроечным винтом преобразователя 9 выставляют поле до- пуска относительно положения, занятого после компенсации б первым настроечным винтом 13 двухпредельного электроконтактного преобразователя 9. Суммарный диаметр резьбы h набирается по правилам весового метода применяемого в электронике.
h kp . х + ... k. X + 50 k. xS(3)
где X - основание системы (минимальная длина мерной полости); п - показатель степени (соответствует числу используемых 5 мерных полостей в приборе); k - коэффициент, равный О или 1
в зависимости от того, участ- вует в набо ре данный разряд
или нет (.использована данная мерная полость или нет). На фиг. 2 показано использование четьфех цилиндров с длинами мерных полостей соответственно х , х% х , X , следовательно аналогично уравнению (3) записывают
h« k . х + k.
хП
+ k,. X
Если К, например
(4)
, принимает значение 1, то это значит, что кран 28 открыт и в канал 24 подается давление воздуха в результате чего выбирается длина X мерной-полости 33.
Пример. Необходимо контролировать средний диаметр внутренней резьбы (гайки) М42х1,5 - 6Н.
По СТ СЭВ 182-75 D 41,026 мм, по ГОСТ 16093-70 отклонение D2 41, (после допуска- 200 мкм). Пусть истинные значения после изготовления мерных полостей 30-33: х
ho
1,990 мм; х 3,982 мм; х 7,985 мм; х 15,957 мм; „
18,9 мм (наконечники 2 и 3 сомк- нуты).
Чтобы получить Dg необходимо подать управляющий код 1 011, что соответствует: k4 1; k2 1; k , 1, означая подачу давления воздуха в мерные .голости 30, 31, 33.
Подставляя значения k и х в уравнение (3), получают 21,929 мм; DZ - 6 h + h 40,829; 0,197 мм.
Для контроля данного диаметра резьбы необходимо подать воздух в каналы 21, 22, 24 с помощью кранов 25, 26, 28. Затем первым настроечным винтом 13 преобразователя 9 выставляют 0,197 мм относительно опоры 7, а вторым настроечным винтом 14 выставляют допуск на размер Л 200 мкм относительно значения первого настоечного винта 13 (или 0,397 мм отосительно опоры 7). Прибор к работе отов. После подготовки прибора к аботе нажимают на нажимную планку 6 верх, в результате чего пневмоци- индр 5 сожмется на некоторую величиу. Затем вводят резьбовые наконеч- и ки 2 VI Ъ внутрь контролируемой резьы и отпускают планку 6..После этого
,1601500
нажимают на планку 6 вниз, в результате чего резьбовой наконечник 2 будет подниматься вверх (фиг. 1), ощупы- вая диаметр внутренней резьбы. С наконечником 2 будет подниматься и опора 7, взаимодействуя с измерительным штоком 10 двухпредельного электроконтактного преобразователя 9, определяя 10 попал или нет контролируемый диаметр в поле допуска.
Формула изобретения
15 1 Прибор для контроля резьб, содержащий корпус, направляющие, установленные в корпусе, каретку, первый и второй ощупывающие резьбовые наконечники, нажимную планку, связанную 20 первым наконечником, который подпружинен относительно корпуса и установлен на каретке с возможностью перемещения по направляющим относительно второго наконечника, отсчет- 5 ное приспособление с подвижным наконечником, который кинематически свя- зан с кареткой, и фиксатор положения .ощупывающего наконечника, о т л и- чающийся тем, что, с целью 0 ; расширения эксплуатационных возмож- |Ностей, он снабжен переналадочным приспособлением, выполненным составным по длине с подвижными в осевом Iнаправлении торцами, один из торцов которого связан с кареткой, второй торец - с вторым ощупывающим наконечником, который установлен с возможностью перемещения относительно корпуса и на котором установлен фиксатор .
5
2. Прибор по п. 1, отличающийся тем, что ощупывающие наконечники подпружинены относительно 45 ДРУГ друга.
i 3. Прибор по п. 1,отличаю- |Щ и и с я тем, что переналадочное приспособление выполнено в виде пнев- |Модилиндра.
50 i. Прибор поп.1,отличаюЩ и и с я тем, ч-то отечетное приспособление выполнено в виде двухпредельного электроконтактного преобразователя.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАЗМЕРОВ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2007 |
|
RU2359219C2 |
| УСТРОЙСТВО КОНТРОЛЯ ВЫСОТЫ | 2007 |
|
RU2359218C2 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ ДЕТАЛЕЙ НА РЕЗЬБОШЛИФОВАЛЬНОМ СТАНКЕ | 2008 |
|
RU2397061C2 |
| Устройство для контроля среднего диаметра резьб | 1987 |
|
SU1493859A1 |
| КАЛИБР-НУТРОМЕР И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ МЕРНОГО СТЕРЖНЯ КАЛИБРА-НУТРОМЕРА | 2005 |
|
RU2290599C1 |
| КАЛИБР СФЕРЕЯР ДЛЯ ИЗМЕРЕНИЯ ВНУТРЕННИХ ДИАМЕТРОВ И МЕРНЫЙ СТЕРЖЕНЬ КАЛИБРА СФЕРЕЯР ДЛЯ ИЗМЕРЕНИЯ ВНУТРЕННИХ ДИАМЕТРОВ | 2002 |
|
RU2238519C2 |
| Устройство для измерения наружных диаметров деталей | 1990 |
|
SU1779904A1 |
| ЭЛЕКТРОКОНТАКТНЫЙ ДАТЧИК РАЗМЕРОВ | 1971 |
|
SU290162A1 |
| Устройство для измерения наружных диаметров деталей | 1983 |
|
SU1147918A1 |
| ДАТЧИК ЭЛЕКТРОКОНТАКТНЫЙ ДВУХПРЕДЕЛЬНЫЙ | 1965 |
|
SU177094A1 |
Изобретение относится к машиностроению, а именно к средствам контроля резьб. Цель изобретения - расширение эксплуатационных возможностей. Прибор содержит корпус 1, на котором установлены подвижно резьбовые наконечники 2, 3, стягивающиеся между собой пружиной 4 и одновременно сжимающие пневмоцилиндр 5. Верхний резьбовой наконечник 2 соединен с нажимной планкой 6 и через пружину 8 с корпусом 1. В корпусе 1 установлен электроконтактный двухпредельный преобразователь 9, измерительный шток 10 которого через опору 7 взаимодействует с наконечником 2, а коромысло 11 преобразователя 9 через контакты 12 взаимодействует с настроечными винтами 13, 14. На оси 15, установленной неподвижно в корпусе 1, размещен пневмоцилиндр 5, являющийся переналадочным приспособлением. 2 ил.
Фиг. г
| Авторское свидетельство СССР № 1170263, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
