Изобретение относится к измерительной технике и может быть использовано для контроля размеров цилиндрических деталей.
Ближайшим аналогом является контрольное устройство, содержащее основание, установленные на нем подпружиненный щуп и измерительный преобразователь (см., например, описание изобретения к патенту Российской Федерации 2165593, МПК 7 G01B 5/00, G01B 3/22, дата публикации 2001.04.20).
Недостатком ближайшего аналога является недостаточно высокая технологичность, обусловленная выполнением только индикации отклонения контролируемого размера детали без фиксации отклонения размера от заданных пределов его допуска.
Техническим результатом заявленного решения является обеспечение контроля за нахождением размера детали в пределах заданного поля допуска.
Сущность технического решения характеризуется существенными признаками, общими с ближайшим аналогом: основание, установленные на нем подпружиненный щуп и измерительный преобразователь, и существенными признаками, отличающимися от ближайшего аналога: на основании установлены два штифта цилиндрической формы, измерительный преобразователь выполнен в виде электроконтактного двухпредельного преобразователя, верхний конец подпружиненного щупа выполнен в виде призмы, нижний конец подпружиненного щупа находится в постоянном контакте с измерительным стержнем электроконтактного двухпредельного преобразователя. Сущность технического решения поясняется чертежами, где:
на фиг.1 показан вид сбоку с первым вариантом расположения двух штифтов;
на фиг.2 показан вид сверху с первым вариантом расположения двух штифтов;
на фиг.3 показан вид в сечении по А-А;
на фиг.4 показан вид сбоку со вторым вариантом расположения двух штифтов;
на фиг.5 показан вид сверху со вторым вариантом расположения двух штифтов.
Устройство для контроля размеров цилиндрических деталей содержит основание 4. На основании 4 установлены подпружиненный щуп 1, два штифта 7 цилиндрической формы и измерительный преобразователь 17. К нижней части основания 4 прикреплены опорные ножки 2 для установки контрольного устройства на опорной поверхности, например стола. Измерительный преобразователь 17 выполнен в виде электроконтактного двухпредельного преобразователя. В качестве измерительного преобразователя 17 может быть использован преобразователь электроконтактный двухпредельный модели 233 (см. например. Средства контроля, управления и измерения линейных и угловых размеров в машиностроении. Каталог. Всесоюзный научно-исследовательский институт информации и технико-экономических исследований по машиностроению и робототехнике. М.: 1985 г., стр.30). Верхний конец подпружиненного щупа 1 выполнен в виде призмы. Нижний конец подпружиненного щупа 1 находится в постоянном контакте с измерительным стержнем 18 электроконтактного двухпредельного преобразователя 17. Цилиндрическая часть 19 электроконтактного двухпредельного преобразователя 17, в которой находится часть измерительного стержня 18, закреплена в отверстии стойки 3 посредством винта 27 с головкой 10. Стойка 3 закреплена на основании 4. В нижнем конце стойки 3 имеется прорезь, соединяющая отверстие в стойке 3 с торцом нижнего конца стойки 3 и обеспечивающая зажим цилиндрической части 19 электроконтактного двухпредельного преобразователя 17 в отверстии стойки 3. В нижнем конце подпружиненного щупа 1 выполнено отверстие, через которое проходит штифт 12 с головкой, прикрепленный к основанию 4 через стойку 3. Между стойкой 3 и нижним концом подпружиненного щупа 1 установлена пружина 13, надетая на штифт 12 и работающая на сжатие, т.е. обеспечивающая постоянно отклонение верхнего конца подпружиненного щупа 1 в сторону стойки 3. Выход электроконтактного двухпредельного преобразователя 17 присоединен кабелем 20 к электронному блоку (на чертежах условно не показан), который индицирует - находится ли контролируемый размер детали 24 в пределах допуска или выходит за установленные пределы.
Подпружиненный щуп 1 установлен на основании 4 в шариковых опорах 5, прикрепленных к основанию 4 винтами 11. Шариковые опоры 5 выполнены в виде двух шариков 21, касающихся сферических углублений на внешних сторонах нижнего конца щупа 1 и прижимаемых к ним посредством двух винтов 22, имеющих на обращенных к шарикам концах сферические углубления (фиг.1, 3,4). Положение винтов 22 в шариковых опорах 5 фиксируется гайками 23 (фиг.3). Такое выполнение установки подпружиненного щупа 1 на основании 4 обеспечивает минимизацию люфта подпружиненного щупа 1 относительно основания 4.
Первый вариант выполнения устройства для контроля размеров цилиндрических деталей предназначен для контроля диаметра отверстия детали 24 и его соответствия заданному диаметру. Два штифта 7 цилиндрической формы и верхний конец подпружиненного щупа 1 расположены относительно друг друга таким образом, что их точки соприкосновения с поверхностью отверстия детали 24 расположены на их сторонах, обращенных в противоположные относительно друг друга стороны (фиг.1, 2). Выполненный в виде призмы верхний конец подпружиненного щупа 1 касается поверхности отверстия детали 24 только в одной точке нижней частью призмы (фиг.1, 2).
Второй вариант выполнения устройства для контроля размеров цилиндрических деталей предназначен для контроля диаметра наружной цилиндрической части детали 26 и его соответствия заданному диаметру. Два штифта 7 цилиндрической формы и верхний конец подпружиненного щупа 1 расположены на основании 4 относительно друг друга таким образом, что их точки соприкосновения с наружной поверхностью цилиндрической детали 26 расположены на их сторонах, обращенных друг к другу и к центру между ними (фиг.5). Выполненный в виде призмы верхний конец подпружиненного щупа 1 касается наружной поверхности цилиндрической детали 26 только в одной точке нижней частью призмы (фиг.4, 5).
Работа устройства для контроля размеров цилиндрических деталей осуществляется следующим образом.
Для осуществления контроля диаметра отверстия детали 24 предварительно на основание 4 устанавливают калибр с диаметром отверстия, равным нижнему пределу допуска на диаметр детали 24. Калибр контактирует с двумя штифтами 7 цилиндрической формы и призмой верхнего конца подпружиненного щупа 1. Подстраивают электроконтактный двухпредельный преобразователь 17 на этот размер путем вращения первого из его элементов настройки 25. На электронном блоке должна при этом произойти индикация наличия нижнего предела допуска на диаметр отверстия детали 24. Затем устанавливают второй калибр с диаметром отверстия, равным верхнему пределу допуска на диаметр отверстия детали 24. Второй калибр контактирует с двумя штифтами 7 и призмой верхнего конца подпружиненного щупа 1. Подстраивают электроконтактный двухпредельный преобразователь 17 на этот второй размер путем вращения второго его элемента настройки 25. На электронном блоке должна при этом произойти индикация наличия верхнего предела допуска на диаметр отверстия детали 24. После настройки на основание помещают деталь 24 для контроля диаметра ее отверстия так, что поверхность отверстия детали 23 контактирует с двумя штифтами 7 и призмой верхнего конца подпружиненного щупа 1 (фиг.1, 2). При этом электронный блок индицирует находится ли контролируемый диаметр детали 24 в пределах допуска и если нет, то в какую сторону превышен допуск - вверх или вниз, т.е. больше или меньше контролируемый диаметр отверстия детали 24 значения диаметра, заданного для изготовления.
Для осуществления контроля диаметра наружной цилиндрической части детали 26 предварительно на основание 4 устанавливают калибр с диаметром, равным нижнему пределу допуска на диаметр детали 26. Калибр контактирует с двумя штифтами 7 и призмой верхнего конца подпружиненного щупа 1. Подстраивают электроконтактный двухпредельный преобразователь 17 на этот размер путем вращения первого из его элементов настройки 25. На электронном блоке должна при этом произойти индикация наличия нижнего предела допуска на диаметр детали 26. Затем устанавливают второй калибр с диаметром, равным верхнему пределу допуска на диаметр наружной цилиндрической части детали 26. Второй калибр контактирует с двумя штифтами 7 и призмой верхнего конца подпружиненного щупа 1. Подстраивают электроконтактный двухпредельный преобразователь 17 на этот второй размер путем вращения второго его элемента настройки 25. На электронном блоке должна при этом произойти индикация наличия верхнего предела допуска на наружный диаметр цилиндрической детали 26. После настройки на основание 4 помещают деталь 26 для контроля ее диаметра так, что цилиндрическая поверхность детали 26 контактирует с двумя штифтами 7 и призмой верхнего конца подпружиненного щупа 1 (фиг.4, 5). При этом электронный блок индицирует, находится ли контролируемый диаметр детали 26 в пределах допуска, и если нет, то, в какую сторону превышен допуск - вверх или вниз, т.е. больше или меньше контролируемый диаметр цилиндрической детали 26 значения диаметра, заданного для изготовления.
Из описания работы устройства для контроля размеров цилиндрических деталей следует, что обеспечивается быстрый контроль за нахождением диаметра цилиндрической детали (наружной или внутренней поверхности) в пределах заданного поля допуска. Вращением контролируемой детали с обеспечением постоянного контакта цилиндрической детали с двумя штифтами 7 цилиндрической формы можно осуществить контроль величины диаметра в различных сечениях детали в пределах заданного поля допуска.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КОНТРОЛЯ ВЫСОТЫ | 2007 |
|
RU2359218C2 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ВИНТОВЫХ ПРУЖИН КРУЧЕНИЯ | 2011 |
|
RU2493539C2 |
| Прибор для контроля резьб | 1988 |
|
SU1601500A1 |
| КАЛИБР-НУТРОМЕР И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ МЕРНОГО СТЕРЖНЯ КАЛИБРА-НУТРОМЕРА | 2005 |
|
RU2290599C1 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ РАЗМЕРОВ БАЛЛОНОВ ЭЛЕКТРОННОЛУЧЕВЫХ ТРУБОК | 1972 |
|
SU332520A1 |
| ГОЛОВКА ДЛЯ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2014 |
|
RU2576549C1 |
| Многопозиционный автомат для контроля диаметров, высоты и глубины деталей | 1960 |
|
SU131902A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБ | 1993 |
|
RU2032141C1 |
| ПНЕВМОКОНТАКТНЫЙ ДАТЧИК ЛИНЕЙНЫХ РАЗМЕРОВ | 1973 |
|
SU362188A1 |
Изобретение относится к измерительной технике и предназначено для контроля размеров цилиндрических деталей. Сущность: устройство содержит основание, установленные на нем подпружиненный щуп и измерительный преобразователь. На основании установлены два штифта цилиндрической формы. Измерительный преобразователь выполнен в виде элсктроконтактного двухпредельного преобразователя. Верхний конец подпружиненного щупа выполнен в виде призмы. Нижний конец подпружиненного щупа находится в постоянном контакте с измерительным стержнем электроконтактного двухпредельного преобразователя. Технический результат: обеспечение контроля за нахождением размеров детали в пределах заданного поля допуска. 2 з.п. ф-лы, 5 ил.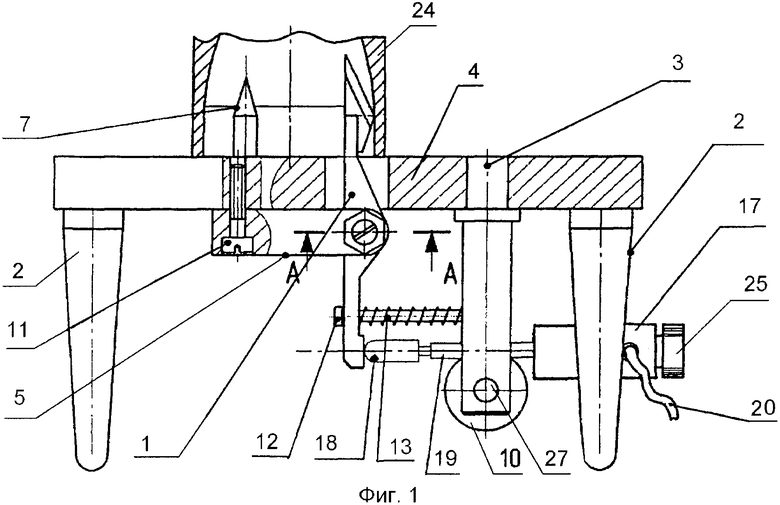
1. Устройство для контроля размеров цилиндрических деталей, содержащее основание, установленные на нем подпружиненный щуп и измерительный преобразователь, отличающееся тем, что на основании установлены два штифта цилиндрической формы, измерительный преобразователь выполнен в виде электроконтактного двухпредельного преобразователя, верхний конец подпружиненного щупа выполнен в виде призмы, нижний конец подпружиненного щупа находится в постоянном контакте с измерительным стержнем электроконтактного двухпредельного преобразователя.
2. Устройство для контроля размеров цилиндрических деталей по п.1, отличающееся тем, что два штифта цилиндрической формы и верхний конец подпружиненного щупа расположены относительно друг друга таким образом, что их точки, предназначенные для соприкосновения с внутренней поверхностью отверстия контролируемой детали, расположены на их сторонах, обращенных в противоположные относительно друг друга стороны.
3. Устройство для контроля размеров цилиндрических деталей по п.1, отличающееся тем, что два штифта цилиндрической формы и верхний конец подпружиненного щупа расположены относительно друг друга таким образом, что их точки, предназначенные для соприкосновения с наружной цилиндрической частью контролируемой детали, расположены на их сторонах, обращенных друг к другу и к центру между ними.
| Балансный преобразователь частоты | 1945 |
|
SU68678A1 |
| КОНТРОЛЬНОЕ УСТРОЙСТВО | 2000 |
|
RU2165593C1 |
| Устройство для измерения геометрических параметров деталей | 1989 |
|
SU1668847A1 |
| Устройство для измерения диаметра отверстия | 1990 |
|
SU1763861A1 |
| Устройство для измерения диаметров отверстий | 1990 |
|
SU1744440A1 |
| US 6370786 В2, 16.04.2002. | |||

