Фаг.1
4
СО
со
оо
СП
UD
Изобре re ние относи 1 ся к машиио- сгроению, а именно к сродсгвпм контроля pe:i ьО .
Цель изобретения - повышение точности и расширение номенклатуры кон- тролируеМ 1х деталей за счет устарюв- ки сменных резьбовых наконечников.
На (1я1г. 1 изображена конструктивная схема устройства; на фиг,2 - вид А на (иг,1; на фиг.З - резьбовой наконечник для контроля наруж)1ых резьб на фиг.4 - резьбовые наконечники дая контроля наружной резьбы с настроеч- нь1м калибром на фиг,5 - резьбовые наконечники для контроля внутренних резьб; на фиг,6 - резьбовые наконеч- ,НИКИ для контроля внутренних резьб с настроечтым калибром,
Устройство содержит основание I, на одном конце которого установлена неподвижная стойка 2, Через неподвижную стойку 2 проходит ограничитель хода каретки - регулировочный винт 3, На основании 1 расположена ка{}етка 4, поджатая -пружиной 5 к неподвижной стойке 2 и установленная с возможностью перемещения по шариковым направляющим основания 1, Огра- нич11тель хода каретки 2 - регулировочный БИНТ 3 контактирует с одним концом кареТки А, на котором расположена подвижная стойка 6, Резьбовые наконечники 7 и 8 установлены в стойках 2 и 6 и прижаты планками 9 с помощью винтов. На другом конце основания 1 консольно закреплен лоток 10 с ползуном 11, установленный с возможностью перемещения по направлянг- пшм лотка 10. В ползуне 11 расположен преобразователь 12, соединенный с измерителем - средством 13 измерения линейных перемещений, и контактирующий с расположенным напротив торцом каретки 4,
Устройство работает следукхдим образом.
Подвижную стойку 6 вместе с кареткой 4 перемещают при помощи регулировочного винта 3 до соприкосновения
918594
базовых насгроечных повирхносгей резьбовых наконечников ,7 или 8 с ра- поверхностями настроечных KajHiOpoB 14 или 15, Устанавливае№1х в рабочую зону между резьбовыми наконечниками 7 и 8 и выполненных в один размер с приведенным средним диаметром резьбы контролируемого из10 делия, С противоположной стороны подводят ползун 11 до соприкосновения преобразователя 12 с торцом каретки 4, фиксируют п(;лзун И и производят вь;ставление нулевых значений на ин15 дикаторе средства 13 измерения линейных перемещений.
После настройки резьбовых наконечников 7 и 8 в рабочую зону помещают ггутем навинчивания контролируемое
20 изделие и по индикатору средства 13 измерения линейных перемещений 4|ик- сируют фактическое отклонение среднего диаметра от номинального значения и определяют фактический диаметр
25 или годность контролируемого изделия.
Формула изобретения
Устройство для контроля среднего
30 диаметра резьб, содержащее основание, закреш1енные на нем подвижную и неподвижную стойки соответственно с подвижным и неподвижным измерительными резьбовыми наконечниками,
2 установленными на стойках, и измеритель, связанный с подвижным измерительным наконечником, о т л и ч а кг- щ е е с я тем, что, с целью повышения точности и расширения номенклату4Q ры контролируемых деталей, средняя линия резьбы резьбовых наконечников расположена s базовой настроечной 1ШОСКОСТИ параллельно их осям и перпендикулярно плоскости основания, а
45 устройство снабжено подпружиненной кареткой, установленной на основании с возможностью перемещения параллельно осям измерительных наконечников, и ограничителем хода каретки, а подgQ Бижная стойка расположена на каретке.
1493859
Bu.з
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для контроля резьб | 1988 |
|
SU1601500A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ ДЕТАЛЕЙ НА РЕЗЬБОШЛИФОВАЛЬНОМ СТАНКЕ | 2008 |
|
RU2397061C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ РЕЗЬБЫ ТРУБНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2342632C2 |
| ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ КОНТРОЛЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 2010 |
|
RU2444699C2 |
| Прибор для двухпрофильного контроля цилиндрических зубчатых колес | 1990 |
|
SU1712770A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ВАЛОВ | 1992 |
|
RU2036410C1 |
| КАЛИБР-НУТРОМЕР И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ МЕРНОГО СТЕРЖНЯ КАЛИБРА-НУТРОМЕРА | 2005 |
|
RU2290599C1 |
| Устройство для контроля диаметра внутренних резьб | 1985 |
|
SU1259094A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ | 1993 |
|
RU2065568C1 |
| Автомат для контроля резьбы деталей | 1990 |
|
SU1710987A1 |
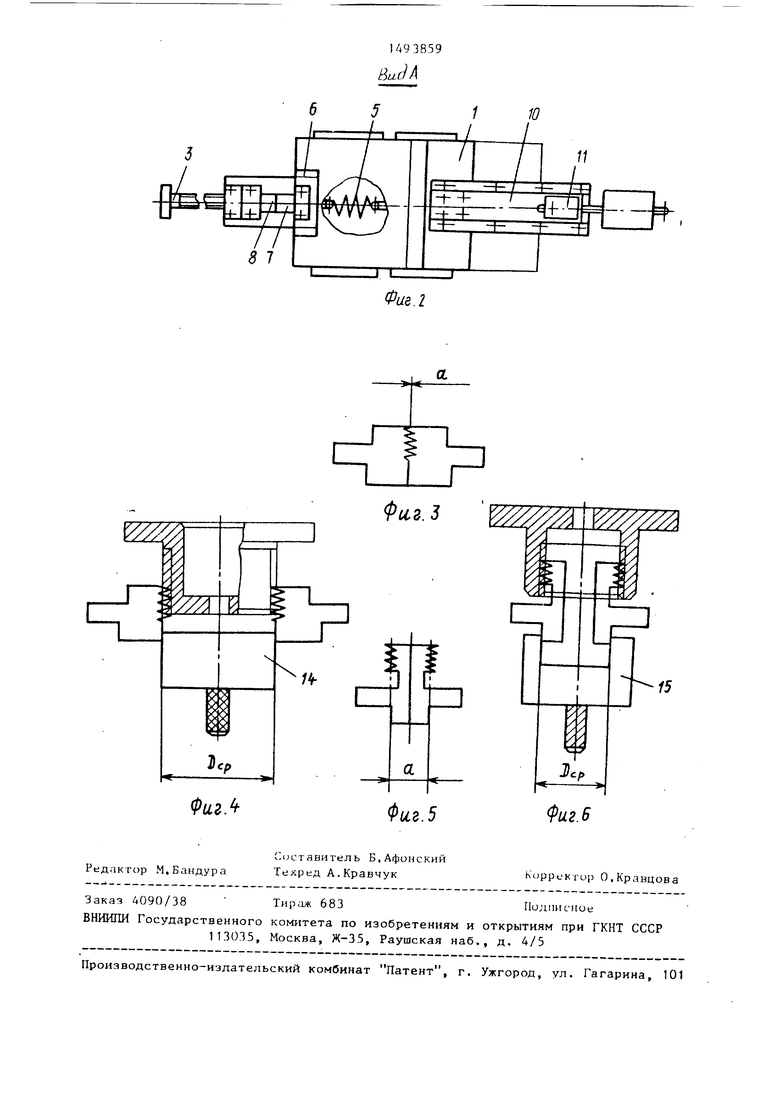
Изобретение относится к машиностроению, а именно к средствам контроля резьб. Цель изобретения - повышение точности и расширение номенклатуры контролируемых деталей за счет обеспечения возможности использования сменных резьбовых наконечников. Это достигается тем, что на каретке 4 установлена стойка 6. Резьбовые наконечники располагают на стойках 6 и 2. А при настройке настроечные калибры устанавливают на базовых настроечных поверхностях, которые совпадают со средней линией резьбы резьбовых наконечников 7 и 8. После настройки в рабочую зону навинчивают контролируемую деталь и фиксируют отклонения среднего диаметра от номинального. 6 ил.
qj
Фи.г.3
Щ
:
X
15
Jc,
| Устройство для контроля среднего диаметра наружной резьбы | 1981 |
|
SU1043477A1 |
