Изобретение относите: к измерительной технике, а именно к приборам для измерения наружных диаметров деталей, преимущественно, наружных резьбовых поверхностей.
Известно устройство для измерения наружных диаметров, содержащее корпус, опору, установленную на корпусе, измерительный наконечник, связанный с корпусом, второй измерительный наконечник, установленный на корпусе с возможностью перемещения, отсчетный узел, связанный со вторым измерительным наконечником, пружину, создающую измерительное усилие. Однако это устройство требует ручного прижима детали к опоре и не позволяет контролировать диаметры наружных резьбовых поверхностей с высокой точностью и производительностью.
Известно также устройство для измерения наружных диаметров деталей. Оно содержит корпус, установленные на корпусе опору и кронштейн с возможностью переналадочного линейного и углового перемещений, на котором закреплен первый измерительный наконечник, второй измерительный наконечник, установленный на корпусе с возможностью перемещений, отсчетный узел, связанный со вторым измерительнымнаконечником,что опрокидывающий момент от веса устройства меньше момента сил трения между деталью и измерительными наконечниками. Недостатком указанного устройства является то, что оно не может быть использовано для измерения с высокой точностью и производительностью ходовых винтов качения с малыми размерами шагов, например 2,5 мм, и большими размерами шагов, например АО мм. По технической сущности и количеству сходных технических признаков устройство является наиболее близким к предлагаемому устройству и принято в качестве прототипа.
Цель изобретения - повышение точности измерения диаметров резьбовых деталей как с малым, так и с большим шагом резьбы.
Указанная цель достигается тем, что в устройство для измерения наружных диаметров деталей, содержащее корпус, установленные на корпусе опору и кронштейн с возможностью переналадочного линейного и углового перемещений, на котором закреплен первый измерительный наконечник, второй измерительный наконечник, установленный на корпусе с возможностью перемещений, отсчетный узел, связанный со вторым измерительным наконечником, пружину, измерительное усилие которой
выбрано таким образом, что опрокидывающий момент от веса устройства меньше мо- мента сил трения между деталью и измерительными наконечниками, снабжено
установленным на корпусе дополнительным кронштейном и установленным па нем третьим, измерительным наконечником, а первый и третий измерительные наконечники расположены симметрично Относитель0 но продольной оси второго измерительного наконечника.
На чертеже изображена схема устройства для измерения наружных диаметров деталей.
5 Устройство.содержит корпус 1, на котором закреплен рычаг 2, отсчетный узел 3. плоскую опору 4 базирования в направляющих 5, кронштейн 6 с измерительным наконечником 7 и кронштейн 8 с измерительным
0 наконечником 9. На одном конце рычага 2 закреплена вилка 10с измерительным наконечником 11, на втором установлена пятка 12 для воздействия на отсчетный узел 3 и пружина 13. Для установки устройства на
5 проверяемуюдеталь на корпусе 1 смонтирована ручка 14. Измерительные наконечники 7 и 9 расположены симметрично относительно продольной оси измерительного наконечника 11..
0 Для обеспечения возможности измерений наружных поверхностей резьбы разных диаметров и углов подъема вилка 10с измерительным наконечником 11 имеет возможность переналадочного перемещения вдоль
5 оси крепления и попорота вокруг этой оси. Также имеют возможность переналадочных перемещений вдоль осей крепления и поворота вокруг этих осей кронштейны 6 и 8 и измерительные наконечники 7 и 9.
0 При необходимости, вместо измерительных наконечников 7, 9, устанавливают вилки 10 с цилиндрическими наконечниками 1 1 . Все три измерительных наконечника могут быть выполнены сферическими, от5 дельные наконечники могут контактировать с поверхностью резьбы ножевой частью. При необходимости, вместо плоской опоры 4 с наладочными перемещениями в направ-. ляющих 5 устанавливают плоские опоры по0 стоянной высоты, предназначенные для соответствующего диаметра контролируемой резьбы.
Устройство работает следующим образом,
5 Перед измерением настройку устройства осуществляют по аттестованному участку резьбы винта., Устройство берут за рукоятку 14, отводят рычаг 2, после чего измерительные наконечники 7,9 и 11 вводят во впадины измеряемой резьбы. Далее опускают устройство на плоскую опору 4 для базирования, освобождают рычаг 2 и рукоятку 14. По показаниям отсчетного узла 3 фиксируют результаты измерений.
Применение предлагаемого устройства позволяет повысить производительность контроля при сохранении высокой точности, винтовых наружных поверхностей с малыми и большими размерами шагоп за счет самоустановки устройства на проверяемой детали.
Устройство может найти также широкое применение при контроле с высокой точностью и производительностью наружных диаметров цилиндрических поверхностей, в том числе цилиндрических поверхностей ходовых винтов.
Расположение неподвижных относительно корпуса измерительных наконечников в двух кронштейнах симметрично относительно подвижного измерительного наконечника обеспечивает более высокую точность контроля по сравнению с иным возможным расположением указанных измерительных наконечников.
Формула изобретения
0
5
0
5
Устройство для измерения наружных диаметров деталей, содержащее корпус, установленный на корпусе с возможностью линейного и углового перемещений кронштейн, на котором закреплен первый измерительный наконечник,второй измерительный наконечник, установленный на корпусе с возможностью линейного перемещения, отсчетный узел, связанный с вторым измерительным наконечником, пружину, предназначенную для создания измерительного усилия, отличающееся тем, что, с целью повышения точности измерения диаметров резьбовых деталей как с малым, так и с большим шагом резьбы, оно снабжено установленным на корпусе дополнительным кронштейном и установленным на нем третьим измерительным наконечником, а первый и третий измерительные наконечники расположены симметрично относительно продольной оси второго измерительного наконечника.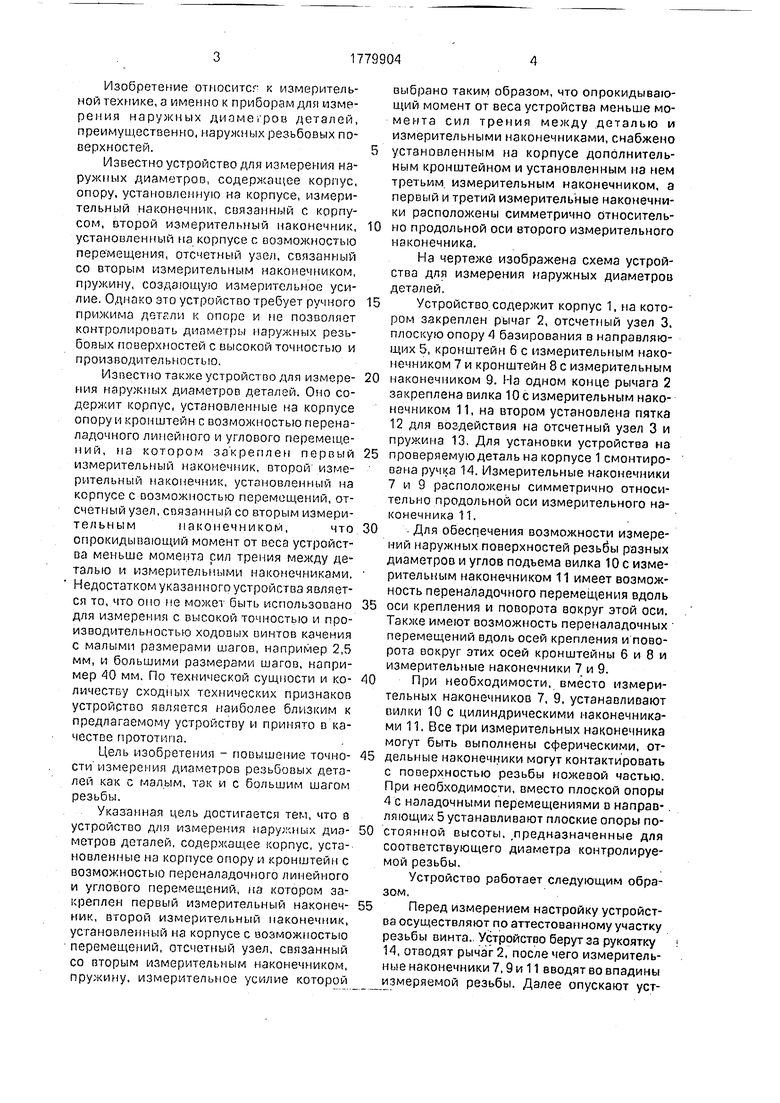

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения наружных диаметров деталей | 1983 |
|
SU1147918A1 |
| Устройство для контроля расположения витков внутренней резьбы относительно окна в стенке гайки | 1990 |
|
SU1747855A1 |
| Способ измерения погрешностей шага винтовых поверхностей | 1989 |
|
SU1633257A1 |
| Устройство для измерения внутренних резьб и зубчатых зацеплений | 1989 |
|
SU1696834A1 |
| Устройство для контроля симметричности заточки инструментов | 1989 |
|
SU1696840A1 |
| Накладное устройство для измерения шага винтовых поверхностей | 1985 |
|
SU1702156A1 |
| Устройство для контроля диаметра внутренних резьб | 1985 |
|
SU1259094A1 |
| Устройство для измерения наружных диаметров деталей | 1985 |
|
SU1384919A2 |
| Устройство для контроля параметров наружной резьбы деталей | 1986 |
|
SU1362910A1 |
| Устройство для измерения расположения витков внутренней резьбы относительно окна в стенке гайки | 1990 |
|
SU1747856A1 |
Изобретение относится к измерительной технике, в частности к приборам для измерения наружных диаметров деталей, преимущественно, наружных резьбовых поверхностей. Цель изобретения - повышение точности измерений. В устройстве с рычагом 2, помимо кронштейна 6 и двух измерительных наконечников 7 и 11, имеются дополнительные кронштейны 8 с измерительным наконечником 9. Причем измерительные наконечники 7 и 9 расположены симметрично относительно продольной оси измерительного наконечника 11. При измерениях наконечники 7,9 и 11 базируются по впадинам контролируемой резьбы, а ее диаметр определяется по показаниям отсчет- ного узла 3. 1 ил. fe № / VI VI О чэ о Јь f
| Григорьев И.А | |||
| и др | |||
| Контроль размеров в машиностроении, М., Машгиз, 1959, С.220, фиг.252 | |||
| Устройство для измерения наружных диаметров деталей | 1983 |
|
SU1147918A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
