Фиг.2
Изобретение относится к металлообработке и может быть использовано на токарных станках с ЧПУ и универсальном оборудовании. 5
Цель изобретения - повьшшние стойкости режущего инструмента за счет стабилизации стружкодробления.
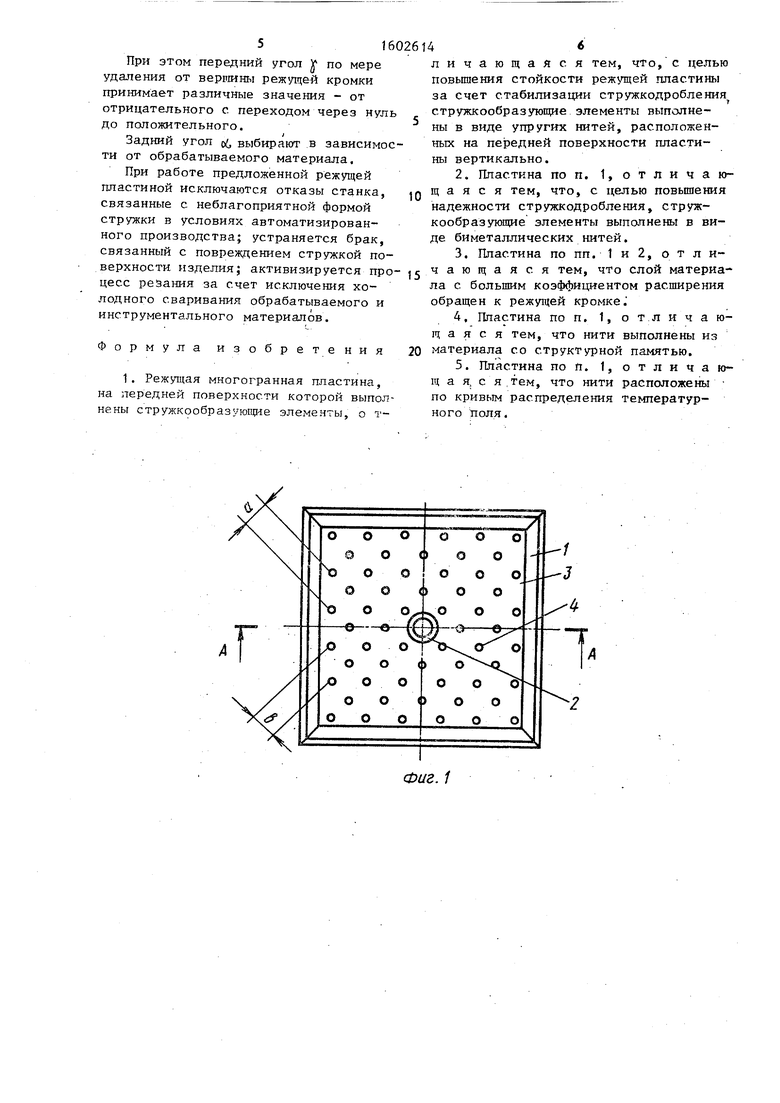
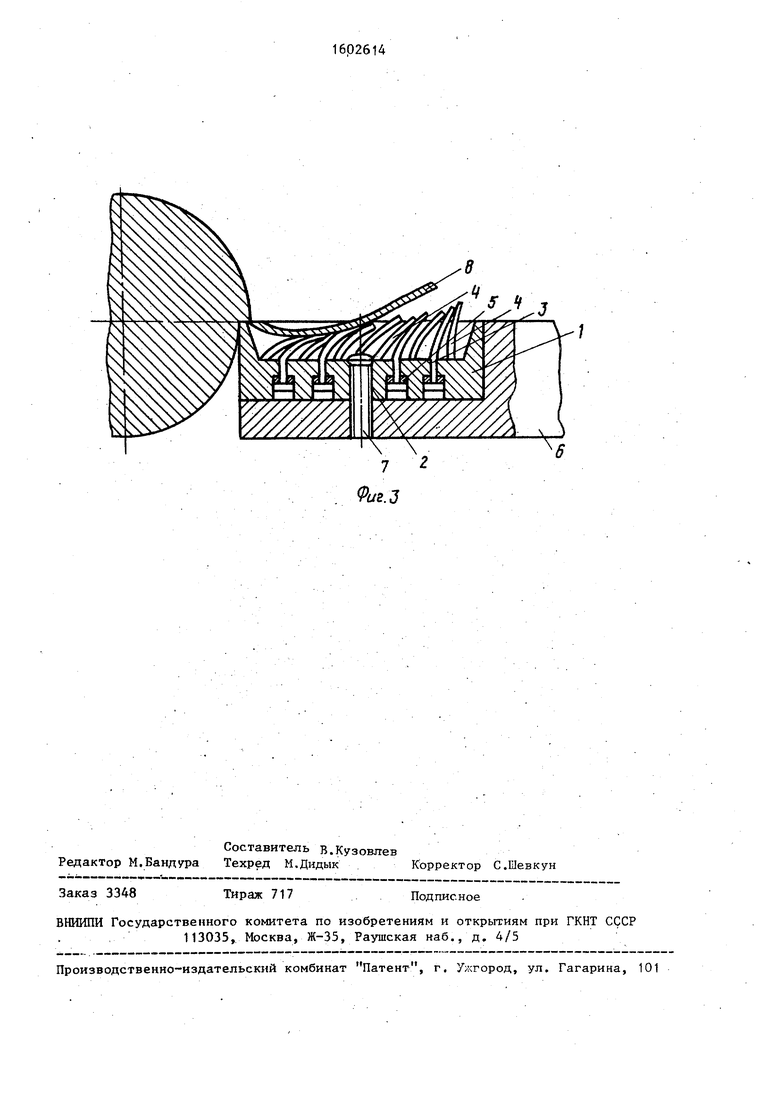
На фиг. 1 изображена режущая многогранная пластина, вид сверху; на Q фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема работы предложенной режущей пластины при поперечном точении . .
Режущая многогранная пластина 5 имеет форму обода 1, соединенного по периметру перем1.1чкой с отверстием 2 под винт (щтифт). На передней поверхности 3 режущей ппастины расположены стружкообразую1Щ1е элементы А. jo Стружкообразующие элементы .4 выполнены в виде упругих нитей и расположены на передней поверхности 3 режущей пластины по программе с гарантированными расстояниями между ними. : 25
Расположение стружкообразующих элементов 4 по программе- на передней поверхности 3 режущей пластины создает оптимальные условия для ее работы; снижает усилия, мощность, температуру Q резания; обеспечивает высококачественную обработку -обычных, рабатываемых, жаропрочных, вязких
сплавов и сталей.
При этом задача программирования рельефа передней поверхности режущей пластины рещается за счет чередования (в определенной последовательности; стружкообразующих элементов с безявляемых к процессу резания, формы режущей пластины.
Чем больше стружкообразующих элементов, тем меньще щирина а и шаг в рельефа передней поверхности. Однако, увеличение сверх определенного количества стружкообразующих элементов для конкретных условий обработки приводит к потере эффекта программирования, уменьшение их числа - к снижению стойкости режущей пластины интенсивности износа, браку, связанному с повреждением стружкой обрабатываемой поверхности изделия. Наряду с геометрическими характеристиками .программы рельефа передней поверхно- с ти наиболее полно технологические- возможности режущей пластины отражает коэффиго ент нанесения стружкообра- зую1 1их элементов, который представляе собой отношение площал;и нанесенных: на переднюю поверхность стружкообра- зуюищх элементов к ее общей площади. Величину этого коэффициента определяют стабиль ность стружкодробления и шероховатость обработанной поверхности изделия.
В большинстве случаев при его умен шении от 0,3 до 0,1 надежность (способность) обеспечения стружкодроолени падает, при увеличении от 0,7 до 0,8 способность стружкодробления и шероховатость обработанной поверхности стремится к уровню, характерному для инструментов со сплошной передней поверхностью.,
Для твердых и вязких материалов рекомендуются большие величины коэф:; егÄà Гм:ж;ГкГ«;:: пре„назиа- „ „„,е„.а „„есе„,я „PV ooOpasv - ГаГТ.аГ Гс-:. %Ùà ;с™„а („а„„, , к„е„.„НИ я
Технологические возможности предлагаемой режущей пластины, наряду с традиционными, определяются геометрическими характеристиками программы рельефа передней поверхности, к кото- „,,. тнпгятся ширина рельефа а ,„.,.
рьм нанесения-струж- ка 8 воздействует на стружкообразую- fi L™ эл ентов, высота с 0 элементы 4, в результате изгиба
Гт™о з/ю:: х элементов над ре-стружкообразую...х элементов 4 ображущей кромкой. Стружкообразую цие эле.
менты соединяются с корпусом гшастися в державке резца 6 при. помощи винта (штифта) 7.
При работе режущей пластины струж- кообразующие элементы 4 устанавливают на высоту с, равную (5 - 10) t, где t - глубина резания.
В процессе резания сходящая струж
Р/1С- ii - -
ны посредством втулок 5.
.,,.,,, .i ШЯГ В
зуется волнообразный рельеф передней поверхности 3 режущей пластины 1. Но поскольку усилия резания
а шаг в рельефа пе-55 имеют ц1-1клический характер, то эта
11Л 1А1Х J- 7-редней поверхности влияет большое число Лакторов. Они зависят от обраба - ™ваемого материала,требовании,предъповерхность имеет в процессе резаш-1я и некоторое осциллирующее движение, способствующее стружколоманию.
являемых к процессу резания, формы режущей пластины.
Чем больше стружкообразующих элементов, тем меньще щирина а и шаг в рельефа передней поверхности. Однако, увеличение сверх определенного количества стружкообразующих элементов для конкретных условий обработки приводит к потере эффекта программирования, уменьшение их числа - к снижению стойкости режущей пластины интенсивности износа, браку, связанному с повреждением стружкой обрабатываемой поверхности изделия. Наряду с геометрическими характеристиками .программы рельефа передней поверхно- с ти наиболее полно технологические- возможности режущей пластины отражает коэффиго ент нанесения стружкообра- зую1 1их элементов, который представляе собой отношение площал;и нанесенных: на переднюю поверхность стружкообра- зуюищх элементов к ее общей площади. Величину этого коэффициента определяют стабиль ность стружкодробления и шероховатость обработанной поверхности изделия.
В большинстве случаев при его уменшении от 0,3 до 0,1 надежность (способность) обеспечения стружкодроолени падает, при увеличении от 0,7 до 0,8 способность стружкодробления и шероховатость обработанной поверхности стремится к уровню, характерному для инструментов со сплошной передней поверхностью.,
Для твердых и вязких материалов рекомендуются большие величины коэф „„,е„.а „„есе„,я „PV ooOpasv - %Ùà ;с™„а („а„„, , к„е„.,е„.а „„есе„,я „PV ooOpasv - %Ùà ;с™„а („а„„, , к„е„.„„.,.
ка 8 воздействует на стружкообразую- элементы 4, в результате изгиба
ся в державке резца 6 при. помощи винта (штифта) 7.
При работе режущей пластины струж- кообразующие элементы 4 устанавливают на высоту с, равную (5 - 10) t, где t - глубина резания.
В процессе резания сходящая стружстружкообразую...х элементов 4 образуется волнообразный рельеф передней поверхности 3 режущей пластины 1. Но поскольку усилия резания
имеют ц1-1клический характер, то эта
имеют ц1-1клический характер, то эта
поверхность имеет в процессе резаш-1я и некоторое осциллирующее движение, способствующее стружколоманию.
51602614
При этом передний угол у по мере удаления от вергаины реж лцей кромки принимает различные значения - от отрицательного с переходом через нуль до положительного.
Задний угол об выбирают в зависимости от обрабатываемого материала.
При работе предложенной режущей гшастиной исключаются отказы станка, Q связанные с неблагоприятной формой стружки в условиях автоматизированного производства; устраняется брак, связанный с повреждением стружкой по6
личающаяся тем, что, с целью повышения стойкости режущей пластины за счет стабилизации cтpsrжкoдpoблeния стружкообразующие элементы выполнены в виде упругих нитей, расположенных на передней поверхности пластины вертикально.
2.Пластина по п. 1, отличающая с я тем, что, с целью повьппения надежности стружкодробления, стружкообразующие элементы выполнены в виде биметаллических нитей.
3.Пластина по пп. 1 и 2, о т л ицесс резания за счет исключения холодного сваривания обрабатываемого и инструментального материалов.
что слой материаверхности изделия; активизируется про- с чающая с я тем,
ла с большим коэффициентом расширения
обращен к кромке.
4.Ппас-тина по п. 1, отличающаяся тем, что нити выполнены из
20 материала со структурной памятью.
5.Пластина по п. 1, отличаю- щ а я, с я,тем, что нити расположены по кривым распределения температурного Ноля.
Формула изобретени
я
1. Режущая многогранная пластина, на передней поверхности которой выполнены стружкообразующие элементы, о т6
личающаяся тем, что, с целью повышения стойкости режущей пластины за счет стабилизации cтpsrжкoдpoблeния стружкообразующие элементы выполнены в виде упругих нитей, расположенных на передней поверхности пластины вертикально.
2.Пластина по п. 1, отличающая с я тем, что, с целью повьппения надежности стружкодробления, стружкообразующие элементы выполнены в виде биметаллических нитей.
3.Пластина по пп. 1 и 2, о т л ичто слой материа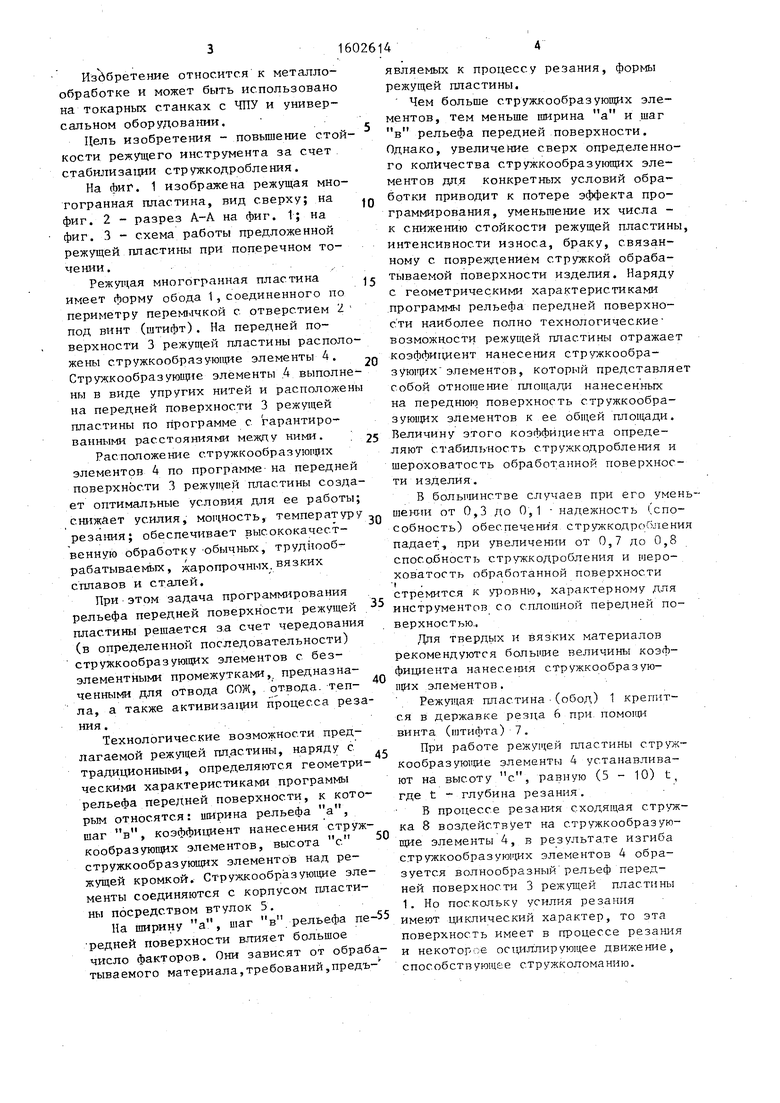
| название | год | авторы | номер документа |
|---|---|---|---|
| Сменная многогранная пластина | 1991 |
|
SU1774902A3 |
| Стружколомающая сменная режущая пластина с переменным передним углом | 2017 |
|
RU2665858C1 |
| КОЛЕСОТОКАРНАЯ РЕЖУЩАЯ ПЛАСТИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2196026C2 |
| Режущий инструмент | 1988 |
|
SU1602615A1 |
| Инструмент для дробления стружки при токарной обработке пластичных материалов | 1989 |
|
SU1625586A1 |
| СМЕННАЯ МНОГОГРАННАЯ ПЛАСТИНА | 1992 |
|
RU2039634C1 |
| Способ изготовления режущей многогранной пластины | 1985 |
|
SU1313618A1 |
| Многогранная режущая пластина | 1988 |
|
SU1611583A1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2003 |
|
RU2247632C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2240208C1 |
Изобретение относится к металлообработке и может быть использовано на токарных станках с ЧПУ и универсальном оборудовании. Цель изобретения - повышение стойкости режущего инструмента за счет стабилизации стружкодробления. Режущая многогранная пластина имеет форму обода 1 с центральным отверстием 2. На передней поверхности 3 режущей пластины расположены стружкообразующие элементы, выполненные в виде упругих нитей, расположенных на передней поверхности пластины вертикали. Нити соединятся посредством втулок 5. При работе стружкообразующие элементы устанавливают на высоту, равную 5-10T, где T - глубина резания. В процессе резания сходящая стружка воздействует на стружкообразующие элементы, которые образуют волнообразный рельеф, способствующий стружколоманию. 4 з.п. ф-лы, 3 ил.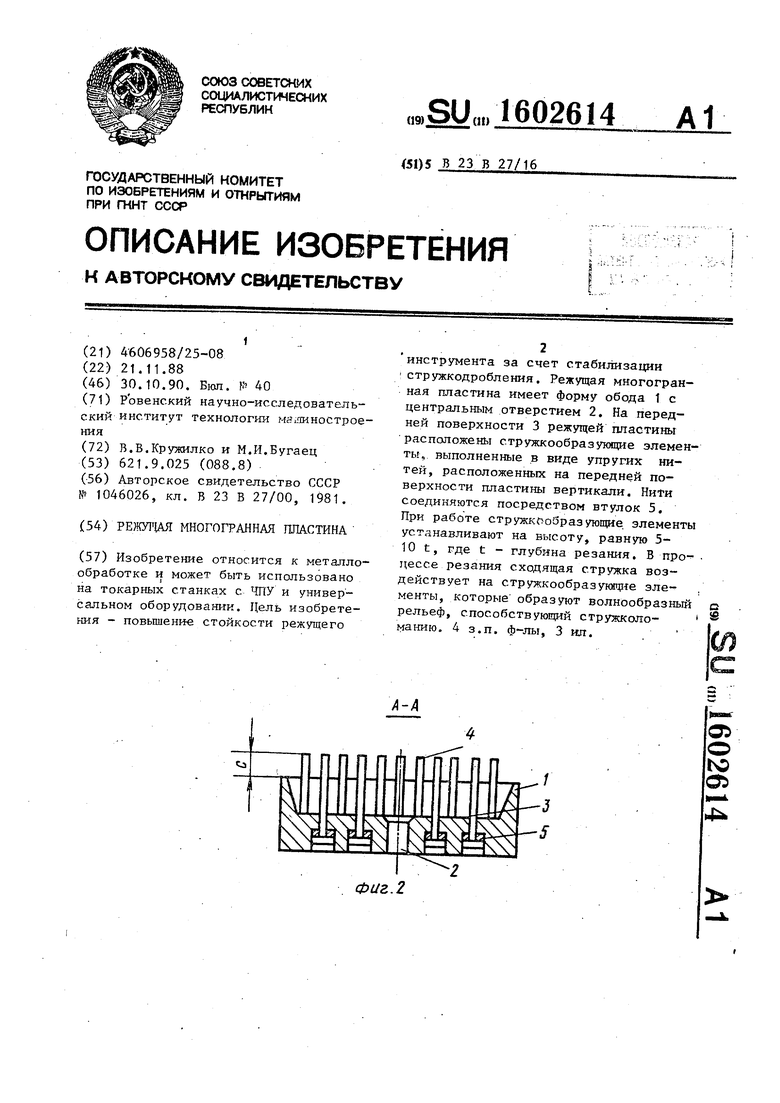
Фиг. 1
Составитель В.Кузовлев Редактор М.Бандура Техред М.Дидык Корректор С.Иевкун
Заказ 3348
Тираж 717
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Подписное
| Режущая многогранная пластина | 1981 |
|
SU1046026A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
