Фиг Л
Изобретение относится к обработке материалов резанием, в частности к токарной обработке.
Целью изобретения является расширение технологических возможностей посредством повышения стабильности стружкодробления.
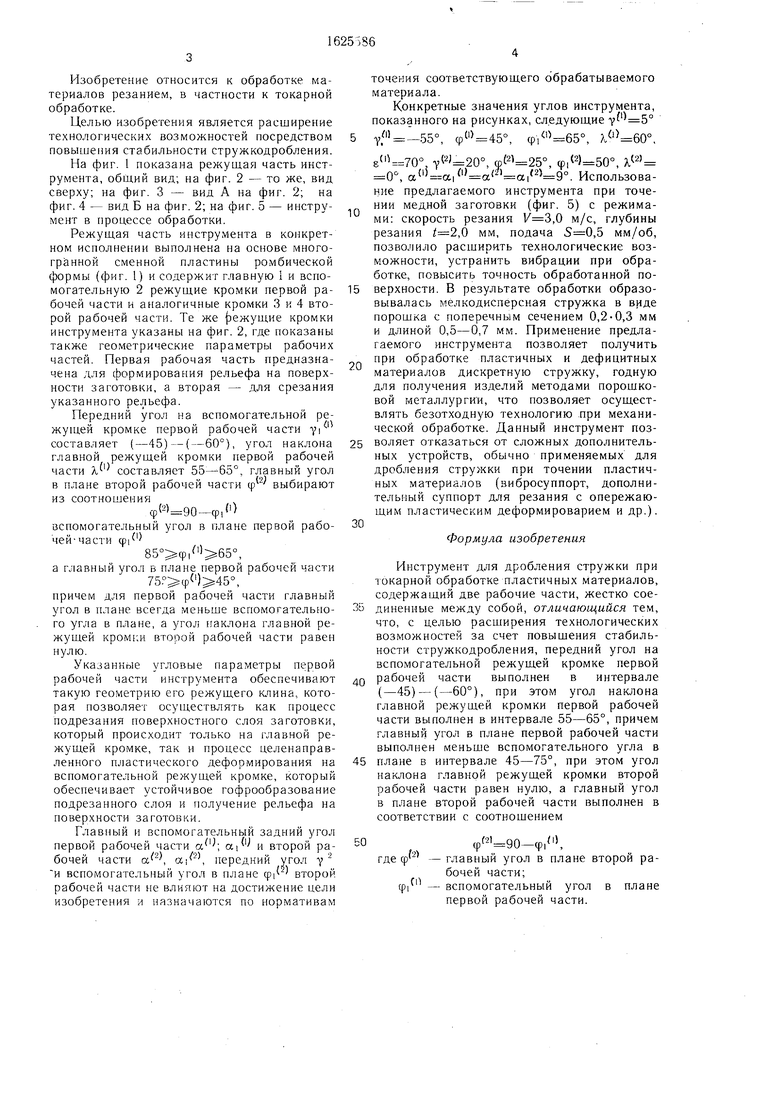
На фиг. 1 показана режущая часть инструмента, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - вид Б на фиг. 2; на фиг. 5 - инструмент в процессе обработки.
Режущая часть инструмента в конкретном исполнении выполнена на основе многогранной сменной пластины ромбической формы (фиг. 1) и содержит главную 1 и вспомогательную 2 режущие кромки первой рабочей части и аналогичные кромки 3 к 4 второй рабочей части. Те же режущие кромки инструмента указаны на фиг. 2, где показаны также геометрические параметры рабочих частей. Первая рабочая часть предназначена для формирования рельефа на поверхности заготовки, а вторая - для срезания указанного рельефа.
Передний угол на вспомогательной ре-,(
жущеи кромке первой рабочей части i составляет (-45) --(-60°), угол наклона главной режущей кромки первой рабочей части А составляет 55-65°, главный угол
f(9),
в плане второй рабочей части выбирают из соотношения
,
вспомогательный угол в плане первой рабочей -части ф/1)
, а главный угол в плане первой рабочей части
75.(1)45°,
причем для первой рабочей части главный угол в плане всегда меньше вспомогательного угла в плане, а угол наклона главной режущей кромки второй рабочей части равен нулю.
Указанные угловые параметры первой рабочей части инструмента обеспечивают такую геометрию его режущего клина, которая позволяет осуществлять как процесс подрезания поверхностного слоя заготовки, который происходит только на главной режущей кромке, так и процесс целенаправленного пластического деформирования на вспомогательной режущей кромке, который обеспечивает устойчивое гофрообразование подрезанного слоя и получение рельефа на поверхности заготовки.
Главный и вспомогательный задний угол
первой рабочей части а(1/|; а и второй рабочей части а 2 а/2), передний угол у 2 и вспомогательный угол в плане ф/ второй рабочей части не влияют на достижение цели изобретения и назначаются по нормативам
0
точения соответствующего обрабатываемого материала.
Конкретные значения углов инструмента, показанного на рисунках, следующие
-у -55°, ф(1)45°, , ,0)60°,
е(. 7(2)20°, ф(, ф,(2)50°, Х(2 0°, )9°. Использование предлагаемого инструмента при точении медной заготовки (фиг. 5) с режимами: скорость резания ,0 м/с, глубины резания ,0 мм, подача ,5 мм/об, позволило расширить технологические возможности, устранить вибрации при обработке, повысить точность обработанной поверхности. В результате обработки образовывалась мелкодисперсная стружка в виде порошка с поперечным сечением 0,2-0,3 мм и длиной 0,5-0,7 мм. Применение предлагаемого инструмента позволяет получить при обработке пластичных и дефицитных материалов дискретную стружку, годную для получения изделий методами порошковой металлургии, что позволяет осуществлять безотходную технологию при механической обработке. Данный инструмент поз5 воляет отказаться от сложных дополнительных устройств, обычно применяемых для дробления стружки при точении пластичных материалов (вибросуппорт, дополнительный суппорт для резания с опережающим пластическим деформироварием и др.).
0
Формула изобретения
Инструмент для дробления стружки при токарной обработке пластичных материалов, содержащий две рабочие части, жестко сое5 диненные между собой, отличающийся тем, что, с целью расширения технологических возможностей за счет повышения стабильности стружкодробления, передний угол на вспомогательной режущей кромке первой
Q рабочей части выполнен в интервале (-45) - (-60°), при этом угол наклона главной режущей кромки первой рабочей части выполнен в интервале 55-65°, причем главный угол в плане первой рабочей части выполнен меньше вспомогательного угла в
5 плане в интервале 45-75°, при этом угол наклона главной режущей кромки второй рабочей части равен нулю, а главный угол в плане второй рабочей части выполнен в соответствии с соотношением
где ф
Ф1
/2
СП
ф 90-Ф/ ,
-главный угол в плане второй рабочей части;
-вспомогательный угол в плане первой рабочей части.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ С ЧЕРЕДУЮЩИМИСЯ ВЫСТУПАМИ И ВПАДИНАМИ (ВАРИАНТЫ) И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2044606C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ ПУТЕМ ТОЧЕНИЯ | 2016 |
|
RU2725270C2 |
| ДВУХСТОРОННЯЯ ИНДЕКСИРУЕМАЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ТОЧЕНИЯ | 2014 |
|
RU2661694C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛИ | 1992 |
|
RU2015202C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА | 2017 |
|
RU2643022C1 |
| РЕЖУЩАЯ ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ, ВКЛЮЧАЮЩИЙ ТАКУЮ ПЛАСТИНУ | 2022 |
|
RU2832023C2 |
| Способ определения оптимальной геометрии передней поверхности режущего инструмента | 1978 |
|
SU975221A1 |
| Способ механической обработки | 1989 |
|
SU1798036A1 |

Изобретение относится к обработке металлов резанием, в частности к токарной обработке. Целью изобретения является расширение технологических возможностей посредством повышения стабильности струж кообразования. Режущая часть инструмента содержит две рабочие части, расположенные последовательно в направлении подачи. Первая рабочая часть содержит главную 1 и вспомогательную 2 кромки, вторая часть - главную 3 и вспомогательную 4 режущие кромки. В процессе резания первая рабочая часть подрезает и пластически деформирует срезаемую часть материала, образуя рельеф в виде гофр на обрабатываемой поверхности. Вторая рабочая часть срезает указанный рельеф. При этом образуется мелкодисперсная стружка. 5 ил.
Фиг. 2
ВидА
4 1
Фиг.З
ВидВ
(П
ФигЛ
| Способ дробления стружки при токарной обработке пластичных материалов | 1986 |
|
SU1371773A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
