Изобретение относится к области обработки резанием пластичных металлов и сплавов, в частности к режущему инструменту со стружколомающими и стружкозавивающими элементами, предназначенными для управления формой и направлением движения стружки.
Одной из весьма сложных задач при скоростном резании металлов, особенно в автоматизированном производстве, является изыскание рационального отвода стружки.
Обычно при обработке большинства стальных деталей образуется стружка в виде стальной ленты, нагретой до высоких температур и движущейся с большой скоростью. Такая стружка может являться причиной травм станочников.
Сливная стружка плохо поддается механизированной уборке, загромождает рабочие места и проходы, опутывает деталь и резец, затрудняя наблюдение за обрабатываемой деталью и управление станком.
Станочник вынужден затрачивать дополнительное время и усилие для непрерывного удаления стружки из зоны обработки, что заметно снижает производительность труда.
Одним из путей рационального отвода стружки является обеспечение стружколомания в процессе резания.
В настоящее время известно немало методов стружколомания, одним из которых является специально подобранная геометрия режущей части резца.
В лаборатории резания металлов ТИУ ИПТИ был разработан и исследован стружколомающий резец с переменным передним углом для черновой и получистовой обработки жаропрочной стали (30ХГСА, 1Х18М9Т, 13Х11Н2В2МФ) [1], [2], [3].
Известно множество приемов стружкозавивания и стружколомания, а также стабилизации наростообразования (см. авторские свидетельства №902981, №2327549, №2237549) [4], [5], [6]. Недостатком всех известных способов является то, что они не обеспечивают принудительное удаление нароста и «наплыва» с передней поверхности инструмента.
Известен способ выбранный в качестве прототипа (авторское свидетельство №2327549), который позволяет повысить эффективность завивания и дробления сходящей стружки. Эффективное стружкозавивание с последующим дроблением стружки осуществляется, когда стружка, попадая на винтовую поверхность, в минимальной степени отклоняется от своего исходного сформированного винтового движения и завивается в горизонтальной плоскости. Недостатком предлагаемого способа является его низкая эффективность при резании вязких сталей. Из-за минимальной степени пластической деформации (наименьший коэффициент усадки стружки) в зоне сдвига стружка получается равномерная, цельная, а сходящая стружка становится «путанной». А невозможность принудительного снятия нароста и «наплыва» с передней поверхности резца приводит к не стабильному наростообразованию, невозможности увеличить точность обработки детали и уменьшить шероховатость ее обработанной поверхности.
Задачей решаемой изобретением, является устойчивое стабильное стружкодробление, повышение точности обработки детали и резкое уменьшение шероховатости ее обработанной поверхности при значительном уменьшении машинного времени обработки.
Технический результат изобретения - улучшение отвода стружки из зоны резания путем управления формой, коэффициентом усадки стружки и направлением движения стружки за счет дополнительного направленного завивания, удаления нароста и «наплыва» по передней поверхности инструмента и в плоскости поперечного сечения стружки.
Технический результат достигается тем, что на передней поверхности пластины вдоль вспомогательной режущей кромки выполнена стружкозавивющая канавка, отстоящая от вершины пластины на две третьих от ширины срезаемого слоя, причем поверхности стружкозавивающей канавки и передней поверхности пересекаются на главной режущей кромке, образуя единую кромку.
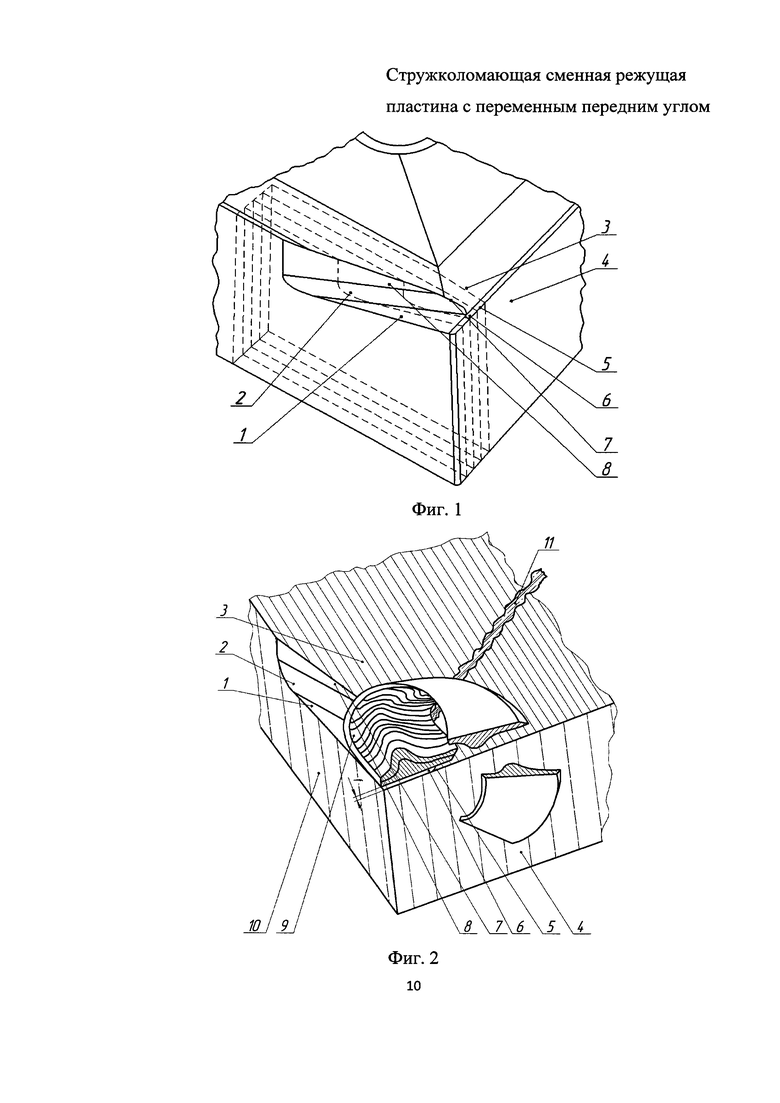
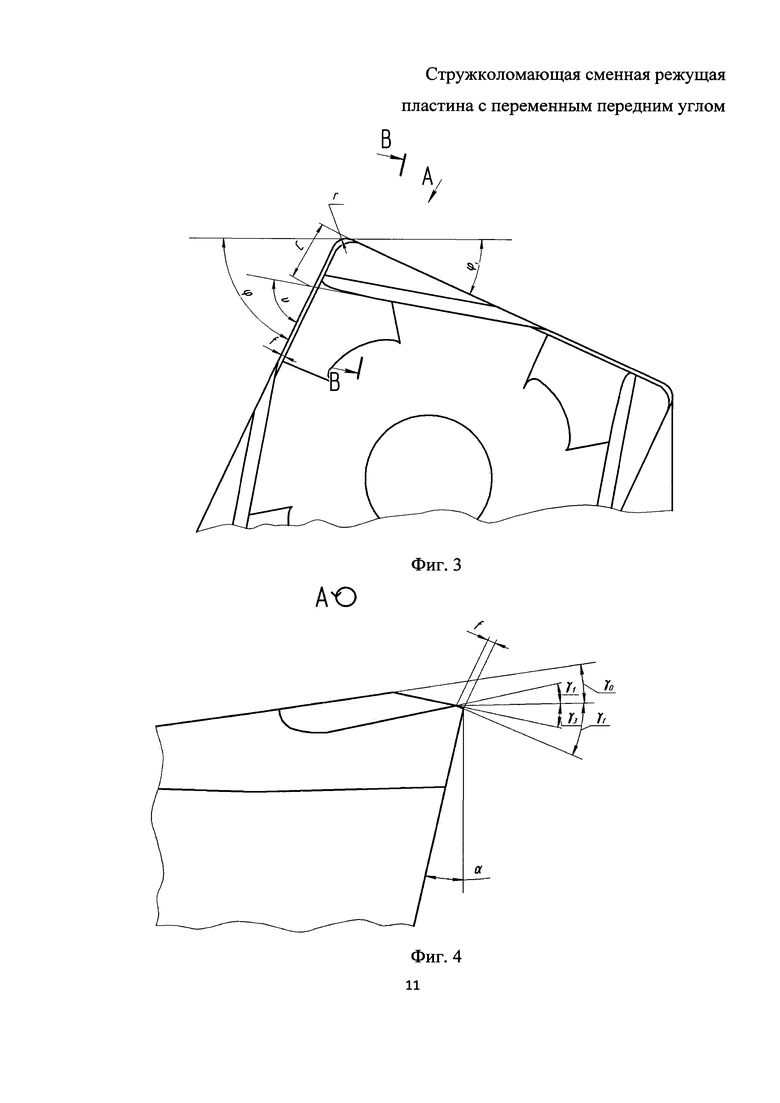
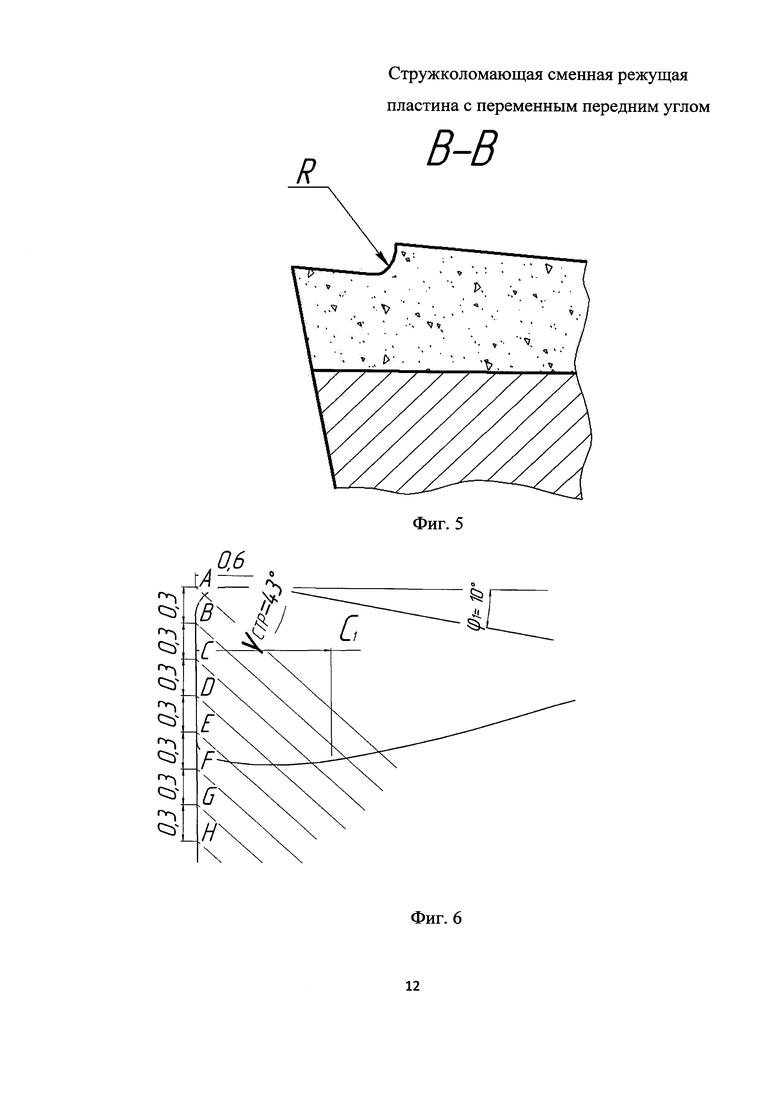
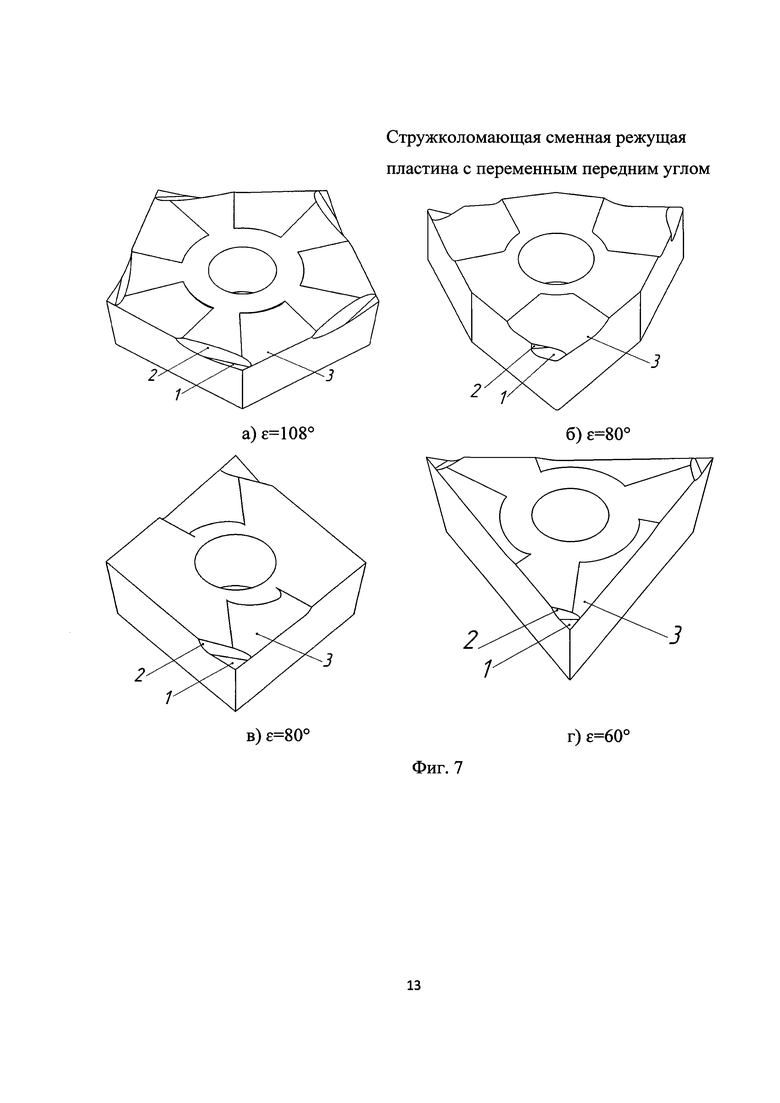
Изобретение поясняется чертежами. На фиг. 1 изображена предлагаемая сменная режущая пластина со стружкозавивающей канавкой, аксонометрия режущей части; на фиг. 2 - схема формирования стружки режущей пластиной; на фиг. 3 - схематически изображен вид в плане режущей часть пластины; на фиг. 4 - вид А; на фиг. 5 - сечение В-В; на фиг. 6 - схема определения направления схода стружки; на фиг. 7 - показаны сменные режущие пластины со стружкозавивающими канавками с разными углами при вершине, аксонометрия.
Режущая пластина имеет стружкозавивающую канавку, состоящую из плоской поверхности 1 с постоянными положительными главным передним углом γ1 и вспомогательным передним углом γ2, цилиндр образной поверхности 2 с радиусом R, переходящей в разделительную вертикальную плоскость 8 и фаску - переднюю поверхность 3 выполненную с отрицательным главным передним углом γ3 и положительным вспомогательным передним углом γ3, образующую с плоской поверхностью стружкозавивающей канавки 1 единую главную режущую кромку 5 на которой под углом γf выполнена упрочняющая фаска 6, пластина имеет боковые грани 4 и 10 с задним углом αп пластины. Вертикальная плоскость 8 стружкозавивающей канавки со стружкоделительной кромкой 7 располагаются относительно главной режущей кромки 5 под углом ν, на расстоянии ширины рабочего участка - С от вершины режущей части пластины с радиусом при вершине r.
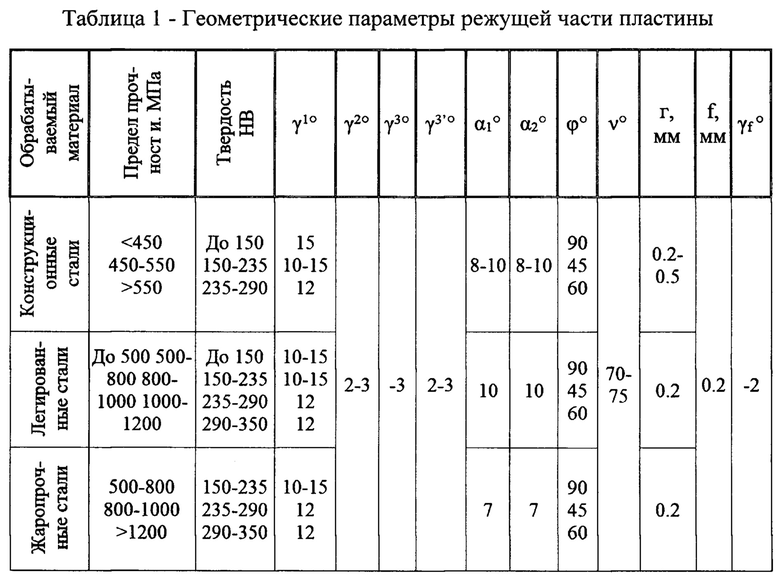
При точении резцом со стружколомающей сменной режущей пластиной с переменным передним углом происходит разделение ширины среза между тремя взаимосвязанными участками пластины 1, 2 и 3 (Фиг. 1, 2), геометрические параметры которых выбираются в зависимости от свойств обрабатываемого материала и условий эксплуатации инструмента (табл. 1).
Разделение ширины среза происходит за счет разности суммарного главного переднего угла Σγ, определяемого в сечении параллельному вектору скорости стружки направленному от вершины пластины резца по передней поверхности 3. Траектория движения стружки по участкам стружкозавивающей канавки 1 и 2 меняется с прямой на прямая - цилиндр, а далее в цилиндр образную.
Угол отклонения стружки νстр (1), (Фиг. 6) является средней величиной углов отклонения ее элементов образованных участками стружкозавивающей канавки 1, 2 и передней поверхности 3:

где ν1, ν2 и ν3 - углы стружки на участках стружкозавивающей канавки 1, 2 и передней поверхности 3.

где νn - угол отклонения стружки от главной нормальной плоскости на расчетном участке [7];
νn-1 - угол отклонения стружки на предыдущем участке;
λ - угол наклона главной режущей кромки;
γn-1 - передней угол предыдущего участка в главной нормальной плоскости.
Причем разность суммарного главного переднего угла Σγ ведет к разности коэффициента усадки стружки, который определяется из выражения (3) [8], [9], при этом на плоской поверхности стружкозавивающей канавки 1 с постоянным положительным главным передним углом γ1 образуется положительный коэффициент усадки стружки, а на передней поверхности 3 с постоянным отрицательным главным передним углом γ3 в сочетании со стружкоделительной кромкой 7, образуется отрицательный коэффициент усадки стружки (фиг 2), что приводит к растяжению стружки и возникновению на левом краю стружки концентраторов напряжения и саморазрушению стружки о главную заднюю поверхность пластины, не участвующую в процессе резания.

где S - подача, мм/об;
ln - длина контакта стружки на конкретном сечении n.
При достижении в зоне сдвига, температуры резания Т=800-1050°С контактный слой стружки превращается в очень мягкую полужидкую прослойку, поэтому он и назван наплывом (Фиг. 2 поз. 9). Наплыв отделяется от контактного слоя стружки за счет взаимодействия поверхностей стружкозавивающей канавки 1, 2 (Фиг. 1.), малой длины контакта стружки в области перехода поверхности 1 в поверхность 2 (Фиг. 6) срезаясь о стружкоделительную кромку 7, что в атмосферных условиях превращает его в твердый штопр наплыва 11 за счет возникающих деформаций кручения (Фиг. 2).
Режущая пластина изготовляется методом прессования или электроискровым методом.
Эксплуатация стружколомающей сменной режущей пластины с переменным передним углом производится на автоматизированном оборудовании с числовым программным управлением, при обработке ответственных деталей из жаропрочных сталей сложной конфигурации. Спроектированные сменные режущие пластины (Фиг. 7) могут быть установлены на резцедержатели с различными системами крепления (сапожковое, прижимом, прихватом), в процессе резания сложных, фасонных поверхностей происходит стабильное стружкодробление. Отвод и стабильное дробление стружки из зоны резания устраняет вероятность попадания ее на режущую кромку и повышает качество механической обработки, за счет устранения брака и поломок инструмента, связанных с повреждением обработанной поверхности изделия.
Выводы
1. Отвод стружки из зоны резания по поверхностям стружкозавивающей канавки 1 и 2 на главную заднюю поверхность не участвующую в процессе резания устраняет вероятность попадания ее на режущую кромку снижает ударные нагрузки на вершину инструмента и повышает качество механической обработки;
2. Отделение наплыва от контактной поверхности стружки снижает коэффициент трения, что приводит к снижению радиальной силы резания, а следовательно к снижению отжима обрабатываемой заготовки в процессе резания;
3. Разделение ширины срезаемого слоя формирует на левом краю стружки концентраторы напряжения, которые приводят к саморазрушению стружки о главную заднюю поверхность инструмента даже при обработке вязких жаропрочных сплавов.
Источники информации
1. Артамонов, Е.В. О взаимосвязи передней поверхности режущей пластины с видом стружки. / Е.В. Артамонов, Д.В. Васильев // Новые материалы, неразрушающий контроль и наукоемкие технологии в машиностроении: материалы VI научно-технической интернет-конференции с международным участием / отв. ред. Р.Ю. Некрасов. - Тюмень: ТюмГНГУ, 2012. - 220 с. - С. 48-52.
2. Артамонов, Е.В. Оптимизация режимов резания по виду стружкообразования. / Артамонов Е.В., Васильев Д.В. // Новые технологии - нефтегазовому региону: Материалы всероссийской научно-практической конференции. Т. 2; под ред. В.И. Бауэра. - Тюмень: ТюмГНГУ. - 2010. 268 с. – С. 110-111.
3. Артамонов, Е.В. Повышение работоспособности сменных режущих пластин сборных инструментов / Е.В. Артамонов, М.О. Чернышов, Т.Е. Помигалова, Д.В. Васильев // СТИН №7. - 2014. - С. 19-21.*
4. А.с. СССР №902981, Резец. Ю.М. Епихин, А.И. Шеберла, кл. В23В 27/00, опубл. 07.02.82.
5. Патент РФ 2327549 Российская Федерация, МПК 7 В23В 27/00. СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА/ Михайлов С.В. (RU), Скворцов Д.С. (RU). - 2003105381/02; заявл. 25.02.2003; опубл. 10.10.2004. Бюл. №18.
6. Патент РФ 2237549 Российская Федерация, МПК 7 В23В 27/00. СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА/ Михайлов С.В. (RU), Скворцов Д.С. (RU). - 2003105381/02, заявл. 25.02.2003; опубл. 10.10.2004 Бюл. №28.
7. Зорев, Н.Н. Вопросы механики процесса резания металлов./ Н.Н. Зорев. - М.: Машгиз, 1956. - 368 с.
8. Резников, А.Н. Тепловые процессы в технологических системах. / А.Н. Резников, Л.А. Резников - М.: Машиностроение, 1990. - 288 с: ил.
9. Кушнер В.С. К вопросу теории резания инструментами с укороченной передней поверхностью. Автореферат диссертации на соискание ученой степени канд. техн. наук. Омск, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2006 |
|
RU2327549C1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2364475C1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2003 |
|
RU2237549C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2003 |
|
RU2247632C1 |
| РЕЖУЩАЯ ПЛАСТИНА КОЛЕСОТОКАРНАЯ ЧАШЕЧНОЙ ФОРМЫ СО СТРУЖКОЛОМАЮЩИМ РЕЛЬЕФОМ НА ПЕРЕДНЕЙ ПОВЕРХНОСТИ | 2013 |
|
RU2528301C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2240897C2 |
| КОЛЕСОТОКАРНАЯ РЕЖУЩАЯ ПЛАСТИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2196026C2 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2240208C1 |
| СМЕННАЯ МНОГОГРАННАЯ ПЛАСТИНА | 1992 |
|
RU2039634C1 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА | 2001 |
|
RU2201317C2 |
Режущая пластина имеет переменный передний угол, главную и вспомогательную режущие кромки, вершину и стружкозавивающую канавку, расположенную на передней поверхности вдоль вспомогательной режущей кромки, при этом взаимосвязанные поверхности канавки и передней поверхности пересекаются на главной режущей кромке с образованием единой кромки, стружкозавивающая канавка включает плоскую поверхность, расположенную под положительным передним углом, передняя поверхность пластины выполнена с постоянным главным передним углом. Главный передний угол выполнен отрицательным, а стружкозавивающая канавка выполнена с цилиндрообразной поверхностью и стружкоразделительной кромкой и расположена от вершины на расстоянии, составляющем две трети срезаемого слоя. Достигается устойчивое стабильное стружкодробление, повышение точности обработки детали и резкое уменьшение шероховатости ее обработанной поверхности за счет улучшения отвода стружки из зоны резания путем управления формой, коэффициентом усадки стружки и направлением движения стружки посредством дополнительного направленного завивания, удаления нароста и «наплыва» по передней поверхности режущей пластины и в плоскости поперечног о сечения стружки. 1 табл., 7 ил.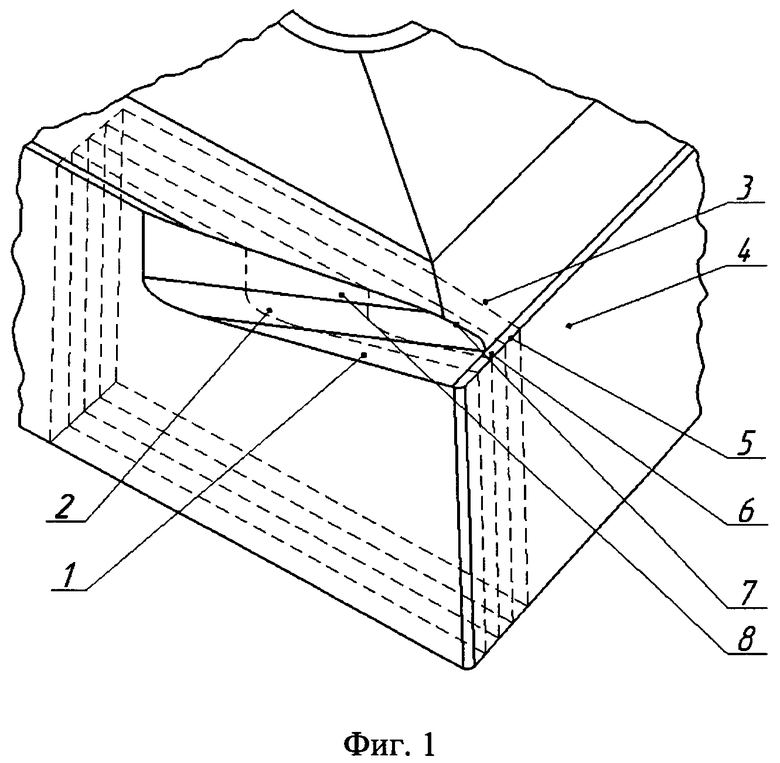
Стружколомающая сменная режущая пластина, имеющая переменный передний угол, главную и вспомогательную режущие кромки, вершину и стружкозавивающую канавку, расположенную на передней поверхности вдоль вспомогательной режущей кромки, при этом взаимосвязанные поверхности канавки и передней поверхности пересекаются на главной режущей кромке с образованием единой кромки, стружкозавивающая канавка включает плоскую поверхность, расположенную под положительным передним углом, передняя поверхность пластины выполнена с постоянным главным передним углом, отличающаяся тем, что главный передний угол выполнен отрицательным, а стружкозавивающая канавка выполнена с цилиндрообразной поверхностью и стружкоразделительной кромкой и расположена от вершины на расстоянии, составляющем две трети срезаемого слоя.
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2006 |
|
RU2327549C1 |
| Резец | 1961 |
|
SU149011A1 |
| Резец | 1978 |
|
SU902981A1 |
| БРИКЕТЫ ДЛЯ ЧУГУНОПЛАВИЛЬНЫХ ПЕЧЕЙ | 0 |
|
SU247968A1 |

