Изобретение относится к измельчению и переработке утильных полимерных резано-волокнистых изделий и-может быть использовано при измельчении полимерных материалов с помощью двухдисковых измельчителей.
Целью изобретения является повышение эффективности измельчения за счет радиальных условий восстановления режущих свойств абразивных кругов при периодическом пропускании в зазоре между ними шлифовального риала, абразивные зерна которого выбирают в определенном соответствии, с абразивными зернами кругов.
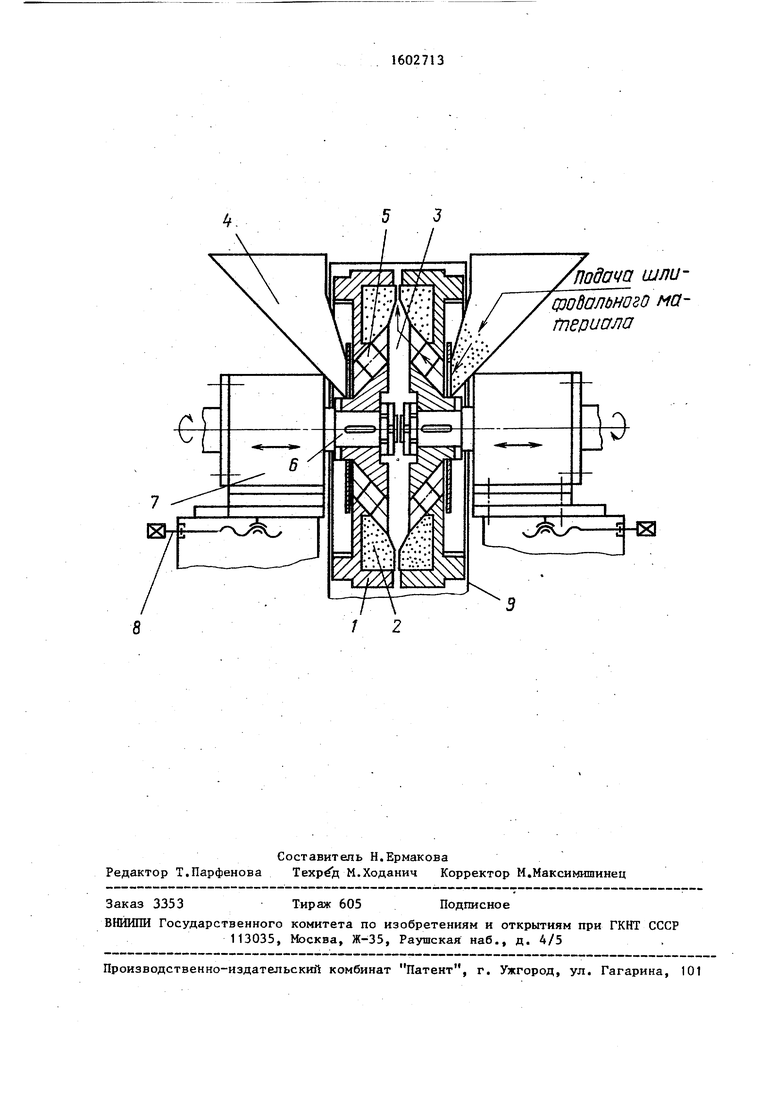
На Чертеже дана иллюстрация предпочтительного варианта реализации предлагаемого способа.
Для обеспечения оправки абразивные круга устанавливают с зазором между их рабочими торцами, В зазор подают шлифовальный материал, абразивные зерна которого имеют твердость, равную 0,9-0,6 твердости абразивных зерен кругов, и размер, равный 0,9- 0,7 размера абразивных зерен кругов. При этом величина зазора между торцами кругов должна быть равной 1,1-0,9 величины абразивных зерен шлифовального материала. При правке круги вращаются с рабочей скоростью.
Предлагаемый способ правки реализуется в измельчителе, содержащем два диска 1 с абразивными кругами 2 сле ,ующим образом.
Шлифовальный материал в зазор 3 между кругами 2 подается из бункеров 4 через каналы 5 в дисках 1, Диски 1 посажены на валах 6, врав аюшлхся от индивидуальных приводоь 7. Изменение зазора между кругами 2 осуществляется с помощью механизмов 8. Диски 1 закрыты -в рабочем положении кожухом 9.
Ьо
При работе измельчителя с абразивыми кругами, которые предварительно ри сборке спрофилированы по заданой форме, измельченная крошка вдавивается в поры кругов После длительой эксплуатации впадины на торцах кругов настолко закрыты, что закрываются и режущие кромки выступающих зереНо При такой ситуации круги не выполняют, разрушающего действия по отношению к кусочкам резины.
При определении необходимости вос- становления режущих свойств кругов, прекращают подачу измельчаемых материалов „ Вместо, например5 резины в- рабочее пространство между кругами подают Ешифовальный материале Абразивные зерна шлифовального-материала движутся по тем же траекториям в зоне измельчения, что и перерабатываемый материал. Имея острые грани, .каждое абразивное зерно, соударяясь с застрявшими частицами резины, удаляет их из пор кругов, как в результате измельчения частиц крошки абразивными зернами до еще более мелкого состояния, так и в результате прямого удаления за счет внедрения острых грйней абразива в зазор между частицей резины и выступающим закрепленным абразивным зерном круга При этом удаляются и абразивные зерна круга, но только те, которые имеют слабую .связь с основой круга и раздробившиеся в процессе работы при подаче резины. Все отходы обработки (застряв- щие кусочки резины, зерна круга и подаваемые абразивные зерна .для восстановления кругов) по тем же траекториям, по которым движутся частицы резины при измельчении, удаляются из зоны резания. При эксплуатации дисковых измельчителей износ кругов не равномерный, что создает переменный зазор между кругаг го Подача шлифовального материала позволяет усреднить этот зазор, так как быстрее изнашиваются потоком абразивных зерен те участки, где зазор меньше. Таким « образом осуществляется постепенная приработка кругов. Причем эффектность этой приработки повьшхается за счет того, что абразивные зерна движутся по тем же траекториям, что и частицы резины при измельчении, которые вызвали неравномерный эксппуатацкоитш износ кругов. 27134
Важным фактором при подаче шлифовального материала является твердость абразивных зерен. Они должны легко удалять частицы резины и раздробившиеся зерна круга, не разрушая зерен, прочно сидящих в связке. Экспериментально установлено, что твердость абразивных зерен шлифовального материала должна быть в пределах 0,9-0,6 . твердости зерен круга и наилучшие результаты получаются при выборе р.аз- мера зерен шлифовального материала в пределах 0,9-0,7 от размера зерен кругов.
10
15
0
5
0
Перед началом процесса правки устанавливают зазор между торцами кругов в зоне их периферии в зависимости от размера зерен подаваемого шлифовального материала. Зазор должен быть таким, чтобы абразивные зерна свободно удалялись из пространства между .кругами, в то же время успев, выполнить определенную работу. Малые зазоры приводят к заклиниванию абразивных зерен и к интенсивному износу кругов, кроме того, сами абразивные зерна дробятся и повторно их использовать невозможно. Хорошие результаты получаются если в зазоре между кругами зерна выстраиваются в один слой по своему размеру. Верхним пределом зазора должен быть зазор равный 1,1 размера зерен шлифовального материала, а нижним - 0,9.
0
5
0
5
Пример. После измельчения некоторой партии изделий из резины была установлена необходимость восстановления режущих свойств кругов из карбида- кремния зеленого зернистостью № 100 (1000 мкм), микротвердость которого 35,3 ГПа. В зону резания без изменения скорости подачи массы производилась подача электрокорунда нормального с зернистостью № 80 (800 мкм), микротвердость которого 26,4 ГПа, При зазоре между кругами 800 мкм, в течение 2 мин была полностью удалена резина, находящаяся в углублениях и порах кругов. Продукты обработки были полностью удалены из зоны резания,
Та.ким образом, благодаря выбору рациональных параметров шлифовального материала и величины зазора между кругами обеспечивается высокая эффективность их правки.
А
Подога шлифодолдного материала
с
г d 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки соосно установленных торцошлифовальных кругов | 1985 |
|
SU1684002A1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2205736C1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2184025C1 |
| Способ правки шлифовального круга | 1989 |
|
SU1673415A1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2388587C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 1989 |
|
SU1839393A1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2389597C1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА ШЛИФОВАЛЬНОГО КРУГА | 2008 |
|
RU2366564C1 |
| СПОСОБ УСКОРЕННОГО ФОРМИРОВАНИЯ МАКРОТОПОЛОГИИ ВЫСТУПОВ ИНСТРУМЕНТА В ВИДЕ ПРЕРЫВИСТОГО КРУГА | 1997 |
|
RU2136477C1 |
Изобретение относится к измельчению и переработке утильных полимерных резино-волокнистых изделий и может быть использовано при измельчении полимерных материалов с помощью двухдисковых измельчителей. Цель изобретения - повышение эффективности измельчения за счет радиальных условий восстановления режущих свойств абразивных кругов при периодическом пропускании в зазоре между ними шлифовального материала, абразивные зерна которого выбирают в определенном соответствии с абразивными зернами кругов. Способ правки соосно установленных торцешлифовальных кругов, согласно которому вращающиеся круги устанавливают с зазором между их торцами и подают в зазор шлифовальный материал. Шлифовальный материал используют с абразивными зернами, имеющими твердость, равную 0,9 - 0,6 твердости абразивных зерен кругов, и размер, равный 0,9 - 0,7 размера абразивных зерен кругов, а величину зазора принимают равной 1,1 - 0,9 величины абразивных зерен шлифовального материала. 1 ил.
| Патент США № 4073281, кл | |||
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
| Способ правки кругов из синтетических сверхтвердых материалов | 1973 |
|
SU475257A1 |
