Изобретение относится к машиностроению и может быть применено при выполнении разнообразных операций шлифования, в том числе и операций шлифования с непрерывной правкой шлифовального круга.
Цель изобретения - повышение качества правки за счет формирования дополнительных кромок на вершинах режущих зерен и удаления слабозакрепленных зерен с рабочей поверхности круга.
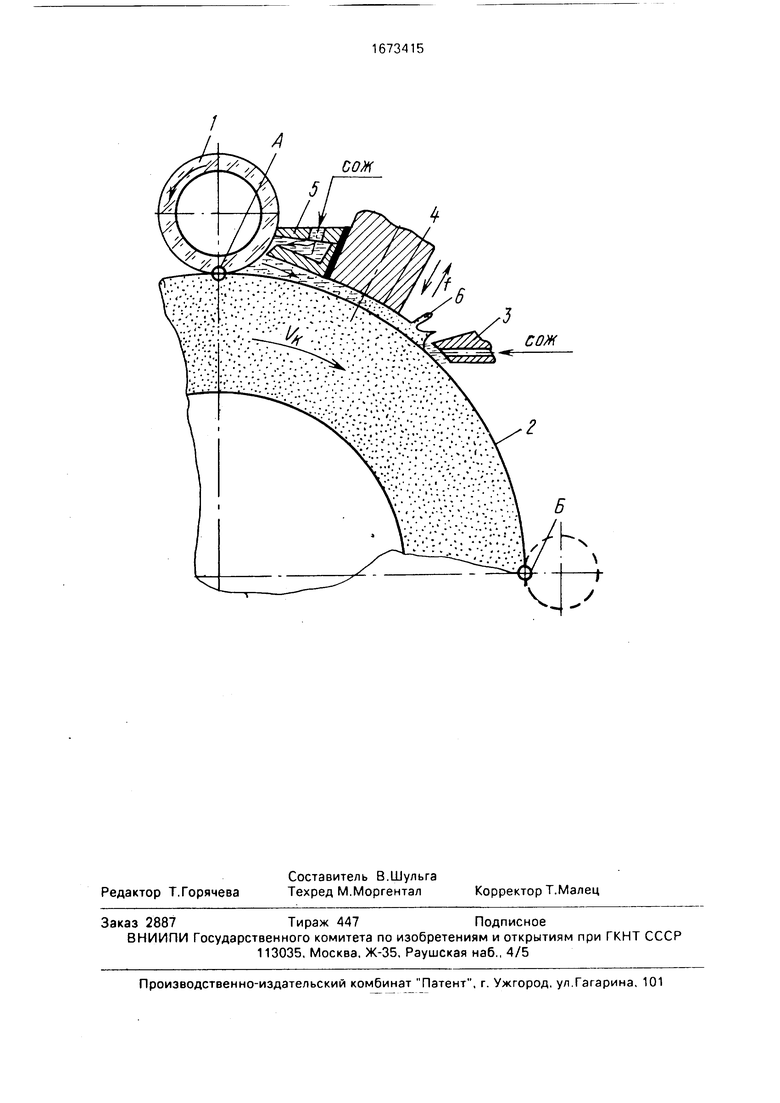
На чертеже представлена схема правки шлифовального круга.
Способ правки шлифовального круга осуществляют следующим образом. Правящий инструмент 1 приводят в соприкосновение с рабочей поверхностью вращающегося шлифовального круга 2. Подают смазочно-охлаждающую жидкость (СОЖ) в зону А правки и сопло 3 для создания гидрозаслона. Свободные абразивные зерна и их осколки, образующиеся в зоне А правки, удерживают от рассеивания, направляют в зазор между рабочей поверхностью круга 2 и торцом 4 волновода (рабочий зазор), например, механически, используя жесткий металлический кожух (стенка сопла 5) и переносят в рабочем зазоре потоком СОЖ, подаваемой через сопло 5. Таким образом
о VJ
CJ Ј
СЛ
образуют жидкостную ванну. Торцу 4 волновода сообщают ультразвуковые колебания, которые передаются протекающей под ним суспензии (СОЖ + свободные абразивные частицы, образовавшиеся в зоне А правки) и вызывают в ней развитую кавитацию. Указанные свободные абразивные зерна и их осколки, находящиеся в рабочем зазоре, ударяясь о рабочую поверхность круга, под действием вибрирующего торца волновода оказывают ударно-разрушающее воздействие на связку и вершины абразивных зерен, что ведет к образованию дополнительных режущих кромок на вершинах зерен круга и, кроме того, обеспечивает удаление с рабочей поверхности круга слабозакрепленных растрескавшихся (дефектных) зерен. Суспензию, выходящую из рабочего зазора, отбрасывают струей СОЖ 6 гидрозаслона, чем предотвращают попадание свободных абразивных частиц в зону Б шлифования, что допускает возможность использования предлагаемого способа правки непосредственно в процессе шлифования. В результате при последующем шлифовании кругом с очищенной рабочей поверхностью, на которой режущие зерна прочно закреплены, а их вершины имеют многочисленные кромки, возрастает режущая способность, и, как следствие, производительность шлифования, а шаржирования абразивных частиц в шлифуемую поверхность не происходит, что повышает долговечность трущихся в процессе эксплуатации деталей.
Правке подвергался абразивный круг на керамической связке из электрокорунда марки 24А, зернистостью 25, структуры 7, твердостью CTi, формой и размерами ПП 400 х 32 х 127. В качестве правящего инструмента использовался алмазно-металлический карандаш Ц по ГОСТ 607-63. Окружная скорость абразивного круга 40 м/с, а глубина правки 50 мкм. Правящий инструмент перемещался вдоль образующей круга с подачей.равной 0,12 м/мин, а в зону контакта подавалась СОЖ (1,5%-ный раствор масла Тосол в воде). Кроме того, СОЖ под давлением 0,15 МПа подавалась в сопло для гидрозаслона и в специально разработанное устройство, которое позволяло удерживать, направлять и переносить в потоке подаваемой СОЖ свободные абразивные зерна и их осколки, образующиеся в зоне правки, через зазор между рабочей поверхностью круга и торцом волновода, равный 0,3 ±0,15 мм. Торцу волновода сообщали ультразвуковые колебания
частотой 22 кГц, амплитудой 15 мкм, используя для этого изготовленный магнитострик- ционный преобразователь и генератор мод. УЗГ 5-1,6-22, причем в направлении вращения круга последовательно располагали
зону правки, участок возбуждения ультразвука и гидрозаслон.
После правки круга предлагаемым способом на станке мод.ЗА130 проводили врезное шлифование валов из стали 40Х. После
шлифования на микроскопе ММР-2Р исследовалась шлифуемая поверхность первой шлифованной детали и вычислялся сьем материала детали в единицу времени.
В результате сравнительного шлифования той же стали выявлено, что производительность шлифования за счет повышения режущей способности увеличилась на 15- 20%, шероховатость шлифованной поверхности за счет отсутствия осыпания круга
уменьшилась на 20-25%, а шаржирование абразивных зерен в поверхность обрабатываемой детали за счет удаления слабозакрепленных растрескавшихся зерен с рабочей поверхности круга устранено полностью.
Предлагаемый способ правки может быть осуществлен с применением правящих инструментов, а также и при правке эльбо- ровых и алмазных шлифовальных кругов.
Формула изобретения
1.Способ правки шлифовального круга, при котором его вращают, а свободные абразивные зерна и их осколки, образующиеся в зоне правки, удаляют с поверхности круга соплом, создающим гидрозаслон, о т- личающийся тем, что, с целью повышения качества правки, между зоной правки и соплом образуют жидкостную ванну с находящимися в ней упомянутыми свободными абразивными зернами и осколками, в которой возбуждают ультразвуковые колебания.
2.Способ по п. 1,отличающийся тем, что в зону правки, жидкостную ванну и
сопло располагают в направлении вращения круга.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ С ГИДРОАБРАЗИВНОЙ ОЧИСТКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2190515C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2000 |
|
RU2169656C1 |
| Способ комбинированной правки абразивных кругов и устройство для его осуществления | 1986 |
|
SU1355393A1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 1989 |
|
SU1839393A1 |
| СПОСОБ ОЧИСТКИ ЗАСАЛЕННЫХ АБРАЗИВНЫХ КРУГОВ | 2003 |
|
RU2237570C1 |
| Способ обработки деталей абразивным кругом | 1987 |
|
SU1542788A1 |
| Способ шлифования ферромагнитных материалов с поддержанием режущей способности круга | 1983 |
|
SU1087293A1 |
| Способ профилирования шлифовального круга | 1989 |
|
SU1773705A1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
Изобретение относится к машиностроению и может быть применено при выполнении разнообразных операций шлифования, в том числе и операций шлифования с непрерывной правкой. Цель изобретения - повышение качества правки путем формирования дополнительных кромок на вершинах режущих зерен и удаления слабозакрепленных зерен с рабочей поверхности круга. Для этого на участок рабочей поверхности круга, находящийся между зоной правки и гидрозаслоном, подают жидкость. В жидкости возбуждают ультразвуковые колебания, а свободные абразивные зерна и их осколки, образующиеся в зоне правки, удерживают от рассеивания, направляют и переносят потоком подаваемой жидкости через участок возбуждения ультразвука, причем в направлении вращения круга последовательно располагают зону правки, участок возбуждения ультразвука и гидрозаслон. Свободные абразивные зерна и их осколки, находящиеся в рабочем зазоре, ударяются о рабочую поверхность круга под действием колебаний и оказывают ударно-разрушающее воздействие на связку и вершины зерен, в результате образуются дополнительные режущие кромки, а слабозакрепленные зерна удаляются с поверхности круга. 1 з.п. ф-лы, 1 ил.
| Вениаминов Б.Н | |||
| Пути повышения производительности шлифования деталей подшипников с применением современных смазочно-охлаждающих жидкостей М.: НИ- ИНАВТОПРОМ, 1979, с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
