| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОГО СЕКТОРНОГО ПОСТОЯННОГО МАГНИТА С ТЕКСТУРОЙ, ПАРАЛЛЕЛЬНОЙ ОСИ СИММЕТРИИ СЕКТОРА | 1987 |
|
RU2042985C1 |
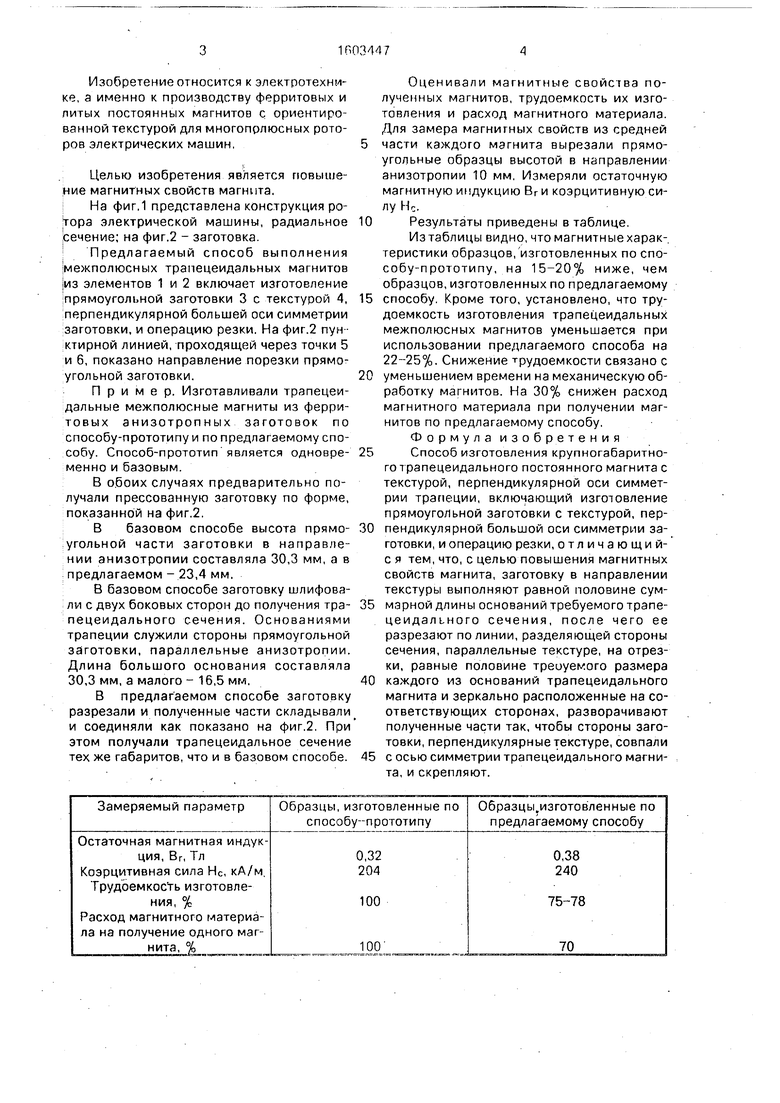
| МНОГОПОЛЮСНЫЙ РОТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С ПОСТОЯННЫМИ МАГНИТАМИ | 1985 |
|
SU1835580A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕТЫРЕХПОЛЮСНЫХ ЦИЛИНДРИЧЕСКИХ ПОСТОЯННЫХ МАГНИТОВ | 1990 |
|
RU2018410C1 |
| МНОГОПОЛЮСНЫЙ РОТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С ПОСТОЯННЫМИ МАГНИТАМИ | 1985 |
|
SU1731012A1 |
| Многополюсный постоянный магнит | 1986 |
|
SU1594647A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОСТОЯННЫХ МАГНИТОВ ИЗ СПЛАВОВ НА ОСНОВЕ СИСТЕМЫ НЕОДИМ-ЖЕЛЕЗО-БОР ИЛИ ПРАЗЕОДИМ-ЖЕЛЕЗО-БОР | 2006 |
|
RU2337975C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНЬ1Х КОЛЬЦЕВЫХ ПОСТОЯННЫХ МАГНИТОВ | 1968 |
|
SU219571A1 |
| Заготовка для осадки | 1991 |
|
SU1788042A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОСТОЯННЫХ МАГНИТОВ ИЗ СПЛАВОВ НА ОСНОВЕ РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ, ЖЕЛЕЗА И КОБАЛЬТА С УЛУЧШЕННЫМИ МАГНИТНЫМИ ХАРАКТЕРИСТИКАМИ | 2016 |
|
RU2631055C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕКСТУРНЫХ ПАРАМЕТРОВ ДИСПЕРСНЫХ ЧАСТИЦ УГЛЕРОДНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2076317C1 |
Изобретение относится к производству постоянных магнитов для многополюсных роторов электрических машин. Целью изобретения является повышение магнитных свойств магнита. Магниты трапецеидальной формы выполняют составными, состоящими из двух частей, которые вырезают из прямоугольной заготовки 3 по линии 5, разделяющей стороны сечения, параллельные текстуре, на отрезки, равные половине требуемого размера каждого из оснований трапецеидального магнита и зеркально расположенные на соответствующих сторонах. Вырезанные части соединяют между собой до получения трапецеидального сечения и скрепляют. 2 ил.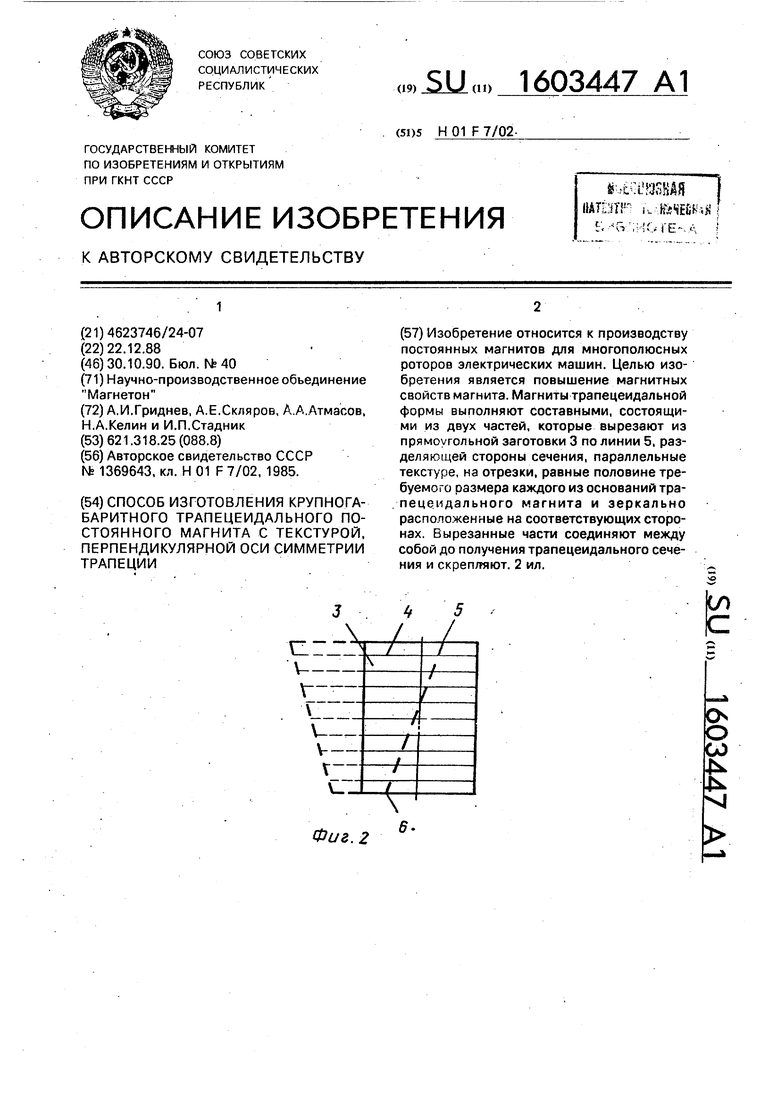
Фиг. 2
ON О CJ Jiw |:ь. V4
6Изобретение относится к электротехнике, а именно к производству ферритовых и литых постоянных магнитов с ориентированной текстурой для многопрлюсных роторов электрических машин.
Целью изобретения является повышение магнитных свойств магнита. : На фиг.1 представлена конструкция ротора электрической машины, радиальное Течение; на фиг.2 - заготовка. ; Предлагаемый способ выполнения |межполюсных трапецеидальных магнитов |из элементов 1 и 2 включает изготовление :прямоугольной заготовки 3 с текстурой 4, :перпендикулярной большей оси симметрии ;заготовки, и операцию резки. На фиг.2 пунктирной линией, проходящей через точки 5 и 6, показано направление порезки прямоугольной заготовки.
Пример. Изготавливали трапецеидальные межполюсные магниты из ферритовых анизотропных заготовок по способу-прототипу и по предлагаемому способу. Способ-прототип является одновре- менно и базовым.
В обоих случаях предварительно получали прессованную заготовку по форме, показанной на фиг.2.
В базовом способе высота прямо- угольной части заготовки в направлении анизотропии составляла 30,3 мм, а в предлагаемом-23,4 мм.
В базовом способе заготовку шлифовали с двух боковых сторон до получения тра- пецеидального сечения. Основаниями трапеции служили стороны прямоугольной заготовки, параллельные анизотропии. Длина большого основания составляла 30,3 мм, а малого - 16,5 мм.
В предлагаемом способе заготовку разрезали и полученные части складывали и соединяли как показано на фиг.2. При этом получали трапецеидальное сечение тех же габаритов, что и в базовом способе.
Замеряемый параметр
Образцы, изготовленные по способу-прототипу
Остаточная магнитная индукция, Вг, Тл
Коэрцитивная сила Не, кА/м. Трудоемкость изготовления, %
Расход магнитного материала на получение одного маг- , %
Оценивали магнитные свойства полученных магнитов, трудоемкость их изготовления и расход магнитного материала. Для замера магнитных свойств из средней части каждого магнита вырезали прямоугольные образцы высотой в направлении анизотропии 10 мм, Измеряли остаточную магнитную индукцию Вг и коэрцитивную силу Нг.
Результаты приведены в таблице.
Из таблицы видно, чтомагнитныехарак-. теристики образцов, изготовленных по способу-прототипу, на 15-20% ниже, чем образцов, изготовленных по предлагаемому способу. Кроме того, установлено, что трудоемкость изготовления трапецеидальных межполюсных магнитов уменьшается при использовании предлагаемого способа на 22-25%. Снижение трудоемкости связано с уменьшением времени на механическую обработку магнитов. На 30% снижен расход магнитного материала при получении магнитов по предлагаемому способу.
Формула изобретения
Способ изготовления крупногабаритного трапецеидального постоянного магнита с текстурой, перпендикулярной оси симметрии трапеции, включающий изготовление прямоугольной заготовки с текстурой, перпендикулярной большой оси симметрии заготовки, и операцию резки, отличающий- с я тем, что, с целью повышения магнитных свойств магнита, заготовку в направлении текстуры выполняют равной половине суммарной длины оснований требуемого трапе- цеидального сечения, после чего ее разрезают по линии, разделяющей стороны сечения, параллельные текстуре, на отрезки, равные половине треоуемого размера каждого из оснований трапецеидального магнита и зеркально расположенные на соответствующих сторонах, разворачивают полученные части так, чтобы стороны заготовки, перпендикулярные текстуре, совпали с осью симметрии трапецеидального магнита, и скрепляют.
Образцы.изготовленные по предлагаемому способу
0,38 240
75-78
100
70
Фиг.
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
