Изобретение относится к металлургии прецизионных сплавов, Известна форма заготовки для пластической деформации сплава марганец-алюминий-углерода, представляющая собой цилиндр. Заготовка предназначена для последующего экстру- дирования с целью создания в ней кристаллографической анизотропии, приводящей к появлению оси легкого намагничивания вдоль оси прутка. При осадке цилиндрической заготовки оси легкого намагничивания располагаются в радиальном и тангенциальном направлениях и формируется плоскостная текстура. Однако во многих магнитных устройствах применяют двухполюсные магниты, представляющие собой диски или кольца, имеющие два полюса по разные стороны диаметра. В этом случае магниты, имеющие плоскостную текстуру, не обеспечивают высоких магнитных характеристик из-за отсутствия выделенного направления оси легкого намагничивания.
Известна также заготовка для осадки в виде прямоугольного параллелепипеда с квадратным основанием. При осадке параллелепипедов с большой степенью деформации и при большом трении на контакте с бойками параллелепипед приобретает форму, приближенную к форме диска. При этом формируется текстура весьма близкая к плоскостной, с практически равновероятным распределением осей легкого намагничивания в плоскости основания заготовки, что не позволяет достичь высоких показателей магнитных характеристик при получении че- тырехполюсных и двухполюсных магнитов.
Целью изобретения является повышение магнитных свойств,
Цель достигается тем, что заготовка выполнена с центральным осевым отверстием диаметром d, выбранным из соотношений
а/Н - 0,6 d/H 2 а/Н - 0,6
приа/Н 1,45(1)
и а/Н-0,6 d/H а/Н
при а/Н 1,45,(2) где Н и а - высота параллелепипеда и сторона квадрата его основания соответственно.
При наличии отверстия в центре в центре параллелепипеда часть металла при
00
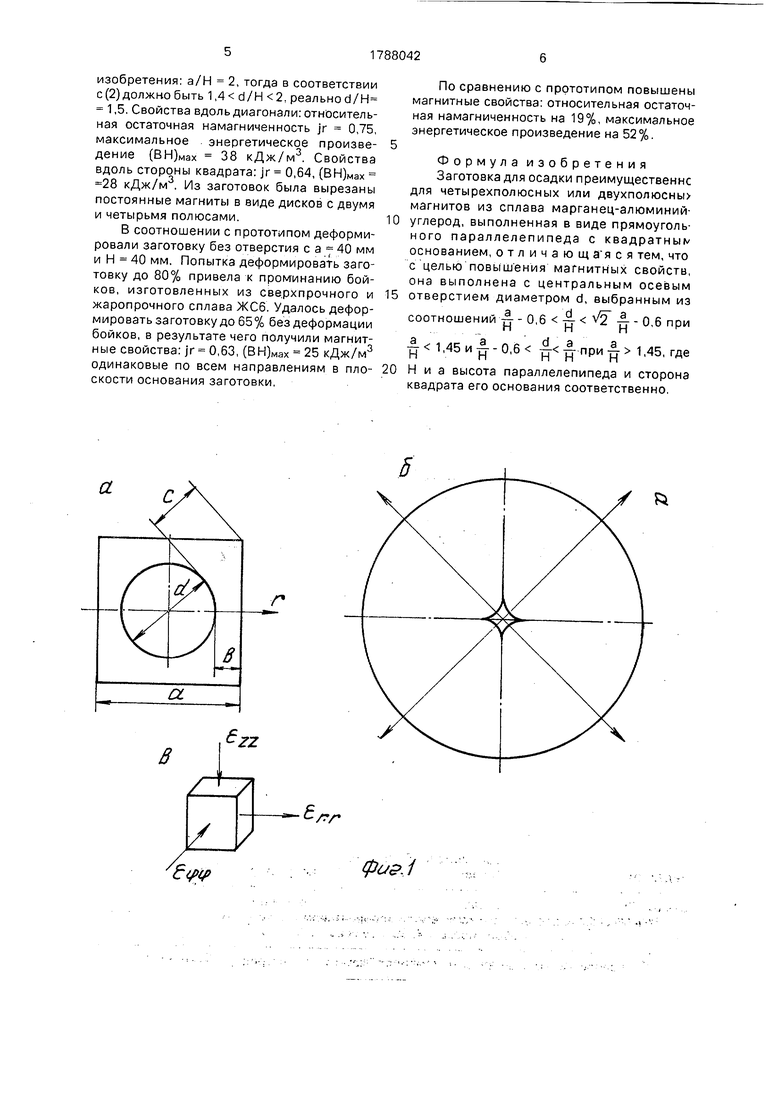
осадке потечет в сторону этого отверстия, формируя радйаль ную текстуру. Исходная заготовка, имеющая в основании квадрат со стороной а (фиг.1а) и отверстие диаметром d, расположена в цилиндрической системе координат г р z, ось z направлена перпендикулярно основанию, ось р- перпендикулярно г. Как и в случае прототипа, течение металла в направлении оси г будет приводить к формированию круглой в плане заготовки из-за различного сопротивления течению по стороне квадрата и по диагонали (фиг. 16). Кроме того, часть металла потечет внутрь полости, заполняя ее, при этом течение по диагонали бол её интенсивное, чем по стороне квадрата по той же причине. В областях заготовки, примыкающих к полости, элементарный объем (фиг.1 в) подвергается двум деформациям сжатия - ezz и только одной - растяжения Јгг, что приводит Сформированию радиальной текстуры, более острой, чем плоскостная и приводящей к: получению более высоких магнитных характеристик. Из-за более интенсивного течения металла к центру по диагонали в этом направлении формируется более острая текстура, чем в направлении стороны квадрата, поэтому оси легкого намагничивания располагаются в двух взаимно перпендикулярных направлениях, как это показано стрелками на фиг.1 б. По этим направлениям целесообразно располагать полюса магнита.
Для получения достаточно острой текстуры заготовки деформируют со значительной степенью деформации (до 80%). Из-за весьма высокой прочности сплава при допустимых температурах деформации невозможно использовать низкие заготовки, а высокие заготовки легко растрескиваются вследствие неравномерности распределения напряжений и легко теряют устойчивость. Применение полых заготовок позволяет разрешить эти проблемы и, кроме того, позволяет подвергать закалке более крупные заготовки:из-за наличия полости теплоотвод при закалке более эффективен, что создает предпосылки для еще большего повышения магнитных характеристик.. - .
Толстостенные заготовки можно осадить лишь при больших контактных напряжениях. Слишком тонкостенные заготовки теряют устойчивость с образованием окладов. При этом оси легкого намагничивания, первоначально ориентированные вдоль радиуса, поворачиваются в направлег нии оси z, что снижает магнитные свойства в радиальном направлении. Выявлено, что
такой дефект возникает при отношенйитол- ,. щины стенки S к высоте заготовки Н меньшем 0,3. Существенным является:то, что такой дефект возможен в областях заго- 5 товки, не принадлежащим будущим полюсам, т.к. S/H 0,3 по оси г (фиг.1а), но должно быть S/H 0,3 в направлении диагонали квадрата. На фиг.1 а показана толщина стенки заготовки в направлении стороны 0 квадрата Ь:
b (a- d}/2 и в направлении диагонали:
c ()/2.......
Условие недопустимости разворота осей 5 легкого намагничивания для диагонали:
ffa-d,
2Н U J откуда
d/H V2 a/H-0,6(3) 0 Условие допустимости разворота осей легкого намагничивания в направлении стороны квадрата .
,3,
2Н
5 откуда
d a n K
,е
(4)
Естественно при этом выполнение условия сохранения формы заготовки d а или
(5)
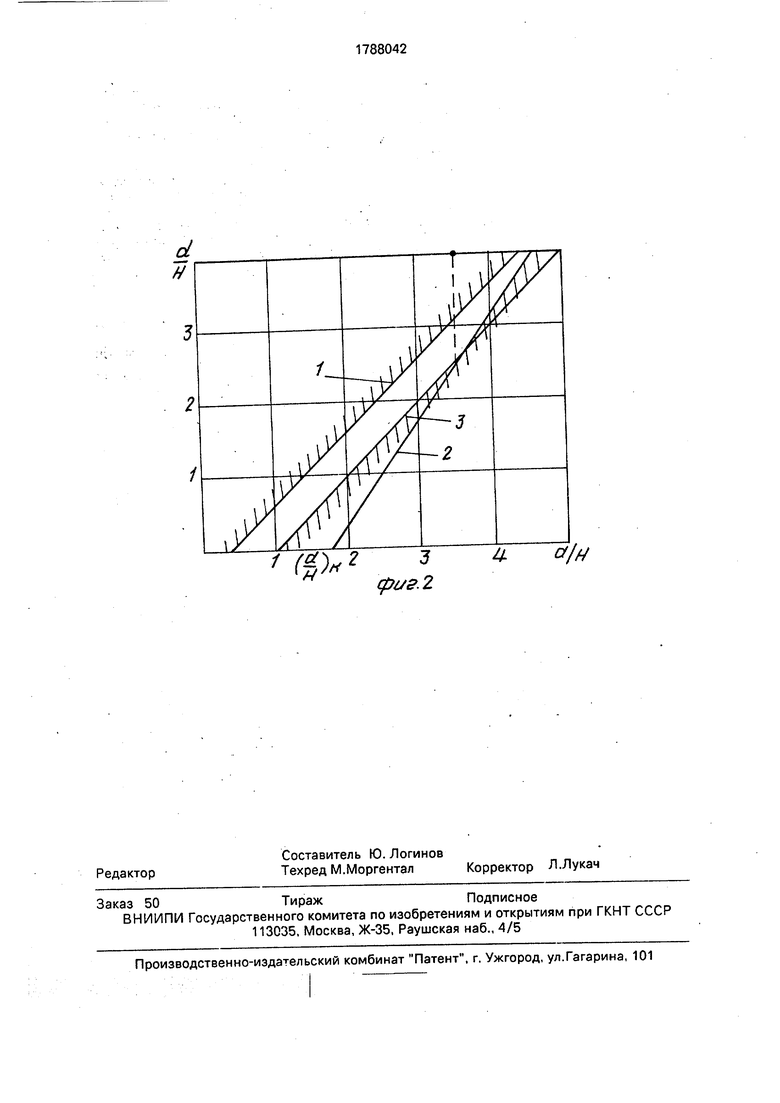
Полученные соотношения иллюстрируются фиг.2, на которой изображены графики функций, ограничивающих область возможной реализации размеров заготовки, штриховкой отмечена запрещенная область: 1 - по условию (3), 2 - по условию (4), 3 - по условию (5). Из графиков видно, что имеется точка, характеризующая смену закономерности соотношения размеров, ее координаты могут быть найдены приравниванием правых частей неравенств (3) и (5)
V2(a/H)k-0,6 (a/H)k, откуда (a/H)k 1,45. ., ,.....
В совокупности формулы (3) - (5) образуют систему неравенств (1) и (2).
На фиг.1 представлены схемы осадки заготовки: а - заготовка в плане до деформации, б - в плане после деформации, в - схема деформации элементарного объема.
На фиг.2 изображены графики зависимости отношения диаметра полости к высоте заготовки от отношения стороны квадрата к высоте заготовки. ..-,..
Изобретение иллюстрируется следующими примерами. Образец из сплава марганец-алюминий-углерод размерами а 40 мм, d 30 мм, Н 20 мм осаживали до высоты Hi 4 мм ( е 80%). Соотношения размеров удовлетворяли условиям данного
изобретения: а/И 2, тогда в соответствии с (2) должно быть 1,4 d/H 2, реальной/Н 1,5. Свойства вдоль диагонали: относительная остаточная намагниченность jr 0,75, максимальное энергетическое произве- дение (ВН)мах 38 кДж/м . Свойства вдоль стороны квадрата: jr 0,64, (ВН)мах 28 кДж/м . Из заготовок была вырезаны постоянные магниты в виде дисков с двумя и четырьмя полюсами.
В соотношении с прототипом деформировали заготовку без отверстия с а 40 мм и Н 40 мм. Попытка деформировать заготовку до 80% привела к проминанию бойков, изготовленных из сверхпрочного и жаропрочного сплава ЖС6. Удалось деформировать заготовку до 65% без деформации бойков, в результате чего получили магнитные свойства: jr 0,63, (ВН)Мах 25 кДж/м3 одинаковые по всем направлениям в пло- скости основания заготовки.
По сравнению с прототипом повышены магнитные свойства: относительная остаточная намагниченность на 19%, максимальное энергетическое произведение на 52%.
Формула изобретения Заготовка для осадки преимущественнс для четыре/полюсных или двухполюсны магнитов из сплава марганец-алюминий- углерод, выполненная в виде прямоугольного параллелепипеда с квадратные основанием, отличающаяся тем, что с целью повышения магнитных свойств, она выполнена с центральным осевым отверстием диаметром d, выбранным из
соотношений--о- - 0,6 Ј 2 -Ј- - 0,6 при пп п
1,45 и-g--0,6 р- при §- 1,45, где
Н и а высота параллелепипеда и сторона квадрата его основания соответственно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для деформации заготовок из сплава марганец-алюминий-углерод | 1990 |
|
SU1764732A1 |
| Способ получения изделий из магнитного сплава системы марганец - алюминий - углерод | 1990 |
|
SU1740452A1 |
| СПОСОБ ПОЛУЧЕНИЯ АНИЗОТРОПНЫХ ПОСТОЯННЫХ МАГНИТОВ НА ОСНОВЕ СПЛАВА РЕДКОЗЕМЕЛЬНЫЙ МЕТАЛЛ-ЖЕЛЕЗО-БОР | 1992 |
|
RU2048690C1 |
| Ротор магнитоэлектрической машины | 1988 |
|
SU1636930A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДЯЩИХ КЕРАМИК | 2003 |
|
RU2258685C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 1992 |
|
RU2031145C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОСТОЯННЫХ МАГНИТОВ ИЗ СПЛАВОВ НА ОСНОВЕ СИСТЕМЫ НЕОДИМ-ЖЕЛЕЗО-БОР ИЛИ ПРАЗЕОДИМ-ЖЕЛЕЗО-БОР | 2006 |
|
RU2337975C2 |
| СПОСОБ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2134308C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНОГО ПОСТОЯННОГО МАГНИТА | 2023 |
|
RU2819465C1 |
| Способ получения постоянных магнитов на основе сплавов редкоземельных металлов с железом и азотом | 2016 |
|
RU2639889C1 |
Изобретение относится к металлургии, в частности к заготовке для анизотропных магнитов. Сущность: заготовка для осадки выполнена в виде прямоугольного параллелепипеда с квадратным основанием и центральным осевым отверстием, определяемым с учетом соотношения высоты параллелепипеда и стороны квадрата основания. 2 ил.
Ј
/
фи$. 1
cpi/s.2
| Способ получения магнитного сплава | 1976 |
|
SU820665A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Теория обработки металлов давлением/Под, ред | |||
| И.Я.Тарновского М,: Металлургия, 1963, с.251, 263, | |||
