Изобретение относится к сварке, в частности к способам дуговой сварки кольцевых стыков труб, фланцев, и может быть использовано в энергетическом, химическом машиностроении и других отраслях промышленности.
Целью изобретения является повышение качества сварного шва при упрощении технологического процесса сварки.
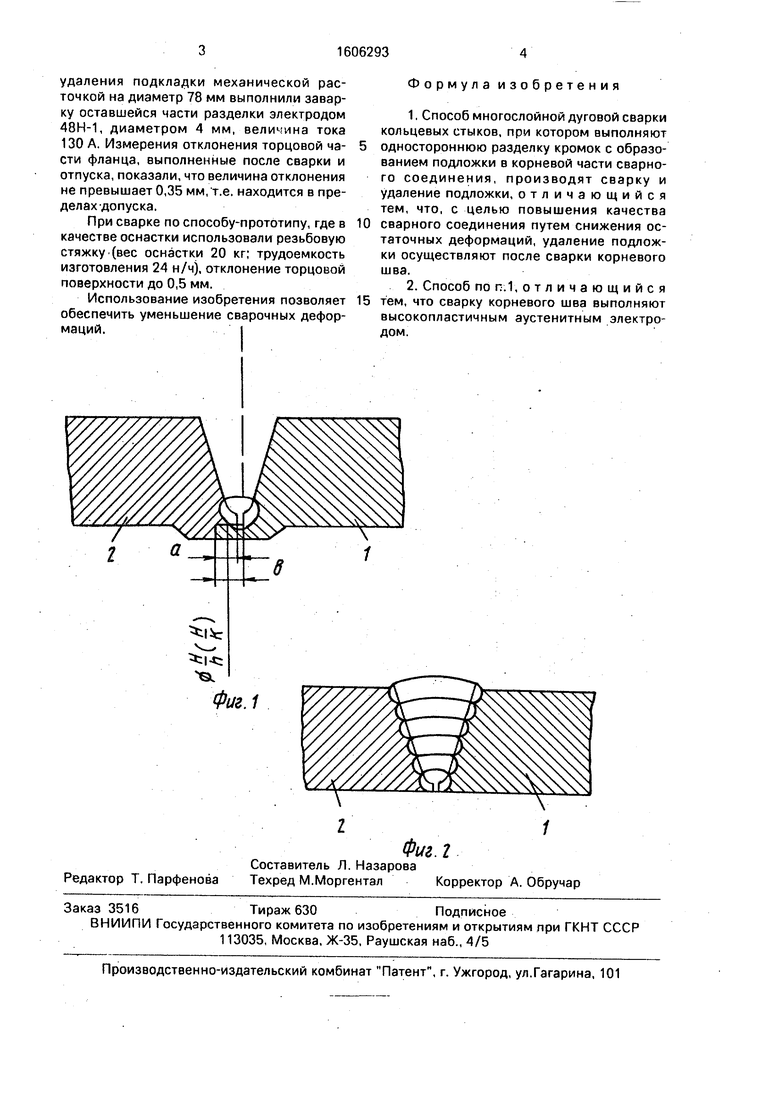
На фиг.1 показана схема сварки стыка корневого шва; на фиг.2 - сварка стыка после удаления подложки.
Способ многослойной дуговой сварки кольцевых стыков реализован следующим образом.
Производили сварку кольцевого шва фланца 1 с трубой 2 из стали типа 20ХГС. Исходя из требований прочности и условий эксплуатации, основная часть разделки должна быть заварена электродом 48Н-1. Свариваемая часть фланца и трубы имела внутренний диаметр 78 мм и толщину стенки 20 мм. Сварка должна выполняться без последующей механической обработки, при
этом отклонение торцовой части фланца от вертикальной плоскости, вызванное усадкой шва, не должно превышать 0,4 мм на расстоянии 100 мм от оси фланца. Сборку под сварку выполняли по схеме жесткого замка (фиг.1). Контактирующая поверхность на 78 мм была выполнена для отверстия по Н 11 (+0,19 мм); для вала по h 9 (-0,08 мм). Исходя из требований надежной фиксации свариваемых деталей, размер а составил 10 мм, размер b 11,5 мм. Разность размеров а и b обеспечила зазор 1,5 мм в корне стыка, необходимый для полного проплавления свариваемых кромок. После сборки и прихватки в диаметрально противоположных точках зафиксировали нулевое положение торцовой части фланца. Сварку корня шва выполняли электродом ЭА981/15, диаметр 4 мм, на постоянном токе обратной полярности 1д 110 А, в два прохода. Толщина наплавленного слоя составила 5-6 мм. Отклонение торцовой части фланца от .нулевого положения после заварки корня не превысило 0.2 мм. После
(
О
Os fO
ю
СА)
удаления подкладки механической расточкой на диаметр 78 мм выполнили заварку оставшейся части разделки электродом 48Н-1, диаметром 4 мм, величина тока 130 А. Измерения отклонения торцовой части фланца, выполненные после сварки и отпуска, показали, что величина отклонения не превышает 0,35 мм, т.е. находится в пре- делах-допуска.
При сварке по способу-прототипу, где в качестве оснастки использовали резьбовую стяжку (вес оснастки 20 кг; трудоемкость изготовления 24 н/ч), отклонение торцовой поверхности до 0,5 мм.
Использование изобретения позволяет обеспечить уменьшение сварочных деформаций.
Формула изобретения
1,Способ многослойной дуговой сварки кольцевых стыков, при котором выполняют
одностороннюю разделку кромок с образованием подложки в корневой части сварного соединения, производят сварку и Удаление подложки, отличающийся тем, что, с целью повышения качества
сварного соединения путем снижения остаточных деформаций, удаление подложки осуществляют после сварки корневого шва.
2.Способ по п. 1, о т л и ч а ю щ и и с я тем, что сварку корневого шва выполняют
высокопластичным аустенитным электродом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДВОДНОГО ТРУБОПРОВОДА ПРИ ЕГО ПРОКЛАДКЕ | 2010 |
|
RU2588930C2 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| СПОСОБ СВАРКИ ТРУБ ИЗ СТАЛЕЙ С АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ В ТРУБОПРОВОД | 1998 |
|
RU2155655C2 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2002 |
|
RU2218509C2 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ ДЕТАЛЕЙ РАЗЛИЧНОЙ ТОЛЩИНЫ | 2021 |
|
RU2763952C1 |
| СПОСОБ РЕМОНТА СКВОЗНЫХ ДЕФЕКТОВ | 1992 |
|
RU2041041C1 |
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
Изобретение относится к способам многослойной дуговой сварки кольцевых стыков труб, фланцев и может быть использовано в энергетическом, химическом машиностроении и других отраслях промышленности. Цель изобретения - повышение качества сварного соединения путем снижения остаточных деформаций. Выполняют односторонюю разделку кромок с образованием подложки в корневой части сварного соединения. Сварку корневого шва выполняют пластичными электродами, удаляют подложку, после чего заваривают оставшуюся часть разделки. 1 з.п.ф-лы, 2 ил.
Фиг. 1
Редактор Т. Парфенова
Л
г1
Фиг.г
Составитель Л. Назарова
Техред М.МоргенталКорректор А. Обручар
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| с | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
