Изобретение относится к ремонту дефектов в стальных сосудах давления, оболоченных конструкциях и трубопроводах, включая сквозные трещиноподобные дефекты в напряженных участках конструкций с пониженной сопротивляемостью хрупкому разрушению и в том числе в сварных соединениях.
Известен способ ремонта сквозных дефектов, включающий предварительный подогрев ремонтируемого участка, удаление дефекта, разделку кромок с увеличивающейся шириной от корневой части к наружной поверхности и электродуговую наплавку металла.
Основными недостатками известного способа является то, что имеет место несплавление кромки в корне шва, невысокая податливость свариваемых кромок при сварке корневого слоя и отсутствует гарантия проплавления кромок.
Техническим результатом изобретения является устранение этих недостатков.
Для этого в способе ремонта сквозных дефектов, включающем предварительный подогрев ремонтируемого участка, удаление дефекта, разделку кромок с увеличивающейся шириной от корневой части к наружной поверхности и электродуговую наплавку металла, увеличение ширины разделки выполняют по закону, определяемому функцией
S=A + b где h глубина разделки, мм;
+ b где h глубина разделки, мм;
b ширина корневого слоя, мм;
А эмпирический коэффициент, зависящий от толщины ремонтируемого металла, мм;
К безразмерный эмпирический коэффициент, зависящий от прочностного класса стали конструкции;
у расстояние от корня разделки, мм.
Повышение температуры при предварительном подогреве до начала операции удаления дефекта приводит к временному (на период ремонта) не менее, чем двух-трех кратному повышению сопротивляемости металла распространению трещины от трещиноподобных дефектов. В результате этого критический (максимально допустимый) размер трещиноподобного дефекта при действующих в конструкции напряжениях, возрастает на 40-70% что значительно превышает допустимый продольный размер выборки металла на концах дефекта и обеспечивает безопасность проведения ремонтных работ. В отсутствии подогрева неизбежное удлинение дефекта предкритического размера на 3-6% за счет удаления металла на его концах приводит к превышению этого размера, после чего происходит неконтролируемый рост дефекта под влиянием действующих напряжений и разрушение конструкции.
Закон изменения ширины разделки кромок определяет технологические возможности ее заполнения и податливость свариваемых кромок под действием усадки сварного шва при его остывании. Технологические возможности разделки кромок обуславливаются эмпирическим коэффициентом А в соотношении (1). Минимальное значение этого коэффициента зависит от толщины ремонтируемого элемента конструкции и определяется возможностью выполнения поперечных колебаний электрода, необходимых для обеспечения проплавления при заварке корневого слоя. С возрастанием толщины минимальное значение А увеличивается и составляет для толщины 8-8,6 мм; для толщины 15-17,4 мм; для толщины 26-36,4 мм. Максимальное значение эмпирического коэффициента А ограничивается соображениями экономического характера, поскольку увеличение А сверх его минимального уровня не приводит к дальнейшему улучшению качества сварного стыка, а сопровождается неоправданным возрастанием расхода сварочных материалов из-за увеличения общей площади разделки. Податливость свариваемых кромок определяется в выражении (1) безразмерным эмпирическим коэффициентом К. Его минимальное значение зависит от прочностного класса материала конструкции. С увеличением прочности стали уменьшается ее пластичность, в результате чего возрастает вероятность образования трещин в околошовной зоне корневого слоя шва, которая может быть снижена за счет повышения податливости разделки путем увеличения К. Минимальные значения коэффициента К должны составлять для стали класса прочности К-50-2; К-55-2,4; К-60 4. Максимальное значение коэффициента К ограничивается чрезмерным уменьшением угла скоса кромок в средней и верхней частях разделки, опасным появлением несплавлений по кромкам при выполнении заполняющих слоев и составляет 20.
В процессе экспериментальных исследований было установлено, что предложенный способ ремонта сквозных дефектов в газопроводах обеспечивает безопасность проведения ремонтных работ и повышает качество сварных ремонтных стыков.
Способ осуществляется следующим образом.
Производится предварительный подогрев ремонтируемого участка конструкции, содержащей сквозной трещиноподобный дефект; осуществляется удаление дефекта, разделка кромок производится в соответствии с выражением (1); в подготовленную разделку осуществляется электродуговая наплавка металла.
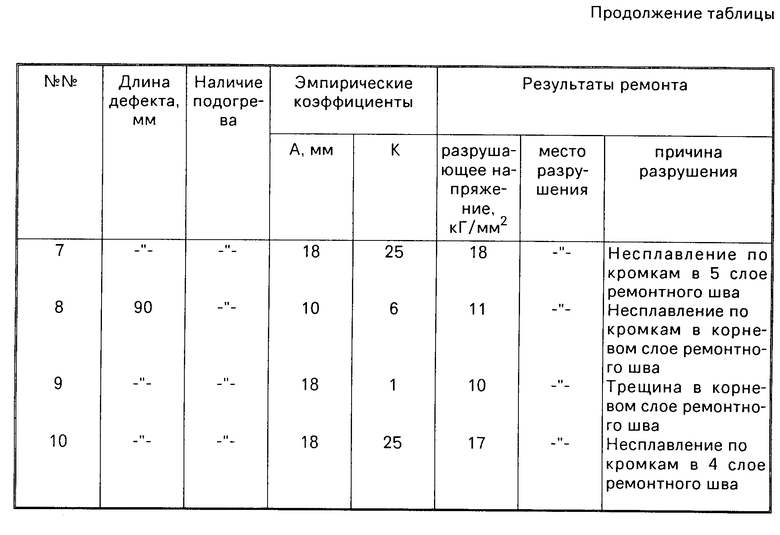
Производилась экспериментальная проверка способа ремонта сквозных трещиноподобных дефектов в напряженной конструкции. Взяли 11 темплетов из стали типа К-60, сваренных стыковой контактной сваркой оплавлением, размером 1000х300х15 мм со снятым усилением сварного шва. Швы располагались посредине длинной стороны темплетов. Температура предварительного подогрева принималась 150оС. Ударная вязкость сварного стыка на образцах с надрезом типа Шарпи (характеризующая сопротивляемость разрушению от трещиноподобных дефектов) составляла при 20оС 1,5 кГм/см2, а при температуре предварительного подогрева 18 кГм/см2. Временное сопротивление разрыву основного металла 62 кГ/мм2. На 8 темплетах в средней части шва по линии сплавления были нанесены сквозные острые надрезы длиной 180 мм, на остальных длиной 90 мм. Перед ремонтом концы темплета укреплялись в захватах горизонтальной разрывной машины и нагружались растягивающим усилием до напряжения 6 кГ/мм2. Критический размер дефекта при этом напряжении и температуре изделия 20оС составлял 200 мм. При удалении дефекта происходило увеличение его исходного размера на величину не менее 20 мм на каждом конце и тем самым его размер выводился за критическое значение при 20оС. На 1 темплете ремонт проводился по прототипу (пример 11) и на 10 по предложенному способу (примеры 1-10). Выбор сварочных материалов и режимов сварки осуществлялся в соответствии с ВСН 006-89/Миннефтегазстрой. Глубина разделки кромок и ширина корневого слоя во всех случаях имели значения 12 и 5 мм соответственно. После ремонта темплеты нагружались до разрушения. При этом определялось напряжение разрушения, которое сравнивалось с временным сопротивлением разрыву основного металла. Изломы разрушенных темплетов анализировались на предмет выявления причины разрушения. Безопасность ремонтных работ считалась обеспеченной, если во время ремонта не происходило разрушение конструкции. В противном случае безопасность работ считалась не обеспеченной. Качество ремонта считалось обеспеченным, если после нагружения до разрушения отремонтированной конструкции место разрушения находилось в основном металле, а разрушающее напряжение было не меньше временного сопротивления разрыву основного металла.
Исходные данные и результаты экспериментов приведены в таблице, в первой колонке которой представлен порядковый номер образца, во второй длина ремонтируемого дефекта, в третьей данные о предварительном подогреве, в четвертой значения эмпирического коэффициента А в выражении предлагаемого способа, в пятой значения безразмерного коэффициента показателя степени выражения (1), в шестой величина разрушающего напряжения, в седьмой место разрушения, в восьмой указание причины разрушения.
Анализ полученных данных показал, что при выполнении требований, заложенных в предлагаемом способе, обеспечивается безопасность проведения ремонта, характеризующаяся возможностью подготовки места ремонта к заварке и проведения самой заварки дефекта напряженной конструкции, и получается ремонтный шов, равнопрочный основу металлу конструкции (варианты 1-3), т.е. обеспечивается необходимый уровень качества ремонта шва.
В случае отсутствия предварительного подогрева (пример 4) сопротивляемость разрушению от трещиноподобных дефектов материала сварного стыка остается на низком уровне, вследствие чего при удалении металла на концах дефекта его критический размер для действующего напряжения (равного 6 кГ/мм2) был превышен и произошло разрушение темплета по сварному соединению до начала заварки дефекта, т.е. не была обеспечена необходимая безопасность проведения ремонта.
При изготовлении выемки под заварку дефекта с использованием значений эмпирического коэффициента А в выражении предлагаемого способа ниже его минимально допустимого для толщины 15 мм уровня форма разделки в ее корневой части не обеспечивала гарантированного проплавления кромок (примеры 5 и 8). Следствием этого явилось образование дефекта сварки в виде несплавления кромки в корне ремонтного шва. В результате последующего нагружения полностью заваренного темплета он разрушился по ремонтному шву при напряжении более, чем в два раза ниже предела прочности основного металла. Визуальное изучение излома показало, что инициатором разрушения послужило несплавление кромки в корне ремонтного шва. Таким образом, не была обеспечена равнопрочность ремонтного шва основному металлу.
Изготовление разделки с использованием значения безразмерного эмпирического коэффициента К в показателе степени выражения (1) предлагаемого способа ниже его минимально допустимого значения для стали класса прочности К-60 (примеры 6 и 9) снизило податливость свариваемых кромок при сварке корневого слоя, в результате чего в нем возникали высокие растягивающие остаточные напряжения, равные пределу текучести, которые привели к образованию холодной трещины в корневом слое ремонтного шва. В результате последующего нагружения полностью заваренного темплета он разрушился по ремонтному шву при напряжении более, чем в 3 раза ниже предела прочности основного металла. Визуальное изучение излома показало, что инициатором разрушения послужила холодная трещина в корне ремонтного шва. Таким образом, не была обеспечена равнопрочность ремонтного шва основному металлу.
При изготовлении разделки с использованием значений безразмерного эмпирического коэффициента к в выражении предлагаемого способа выше его максимально допустимого форма разделки в ее заполняющей части была крутой, близкой к вертикальной, и не обеспечивала гарантированного проплавления кромок (примеры 7 и 10). Следствием этого явилось образование дефекта сварки в виде несплавления кромки в заполняющем слое ремонтного шва. В результате последующего нагружения полностью заваренного темплета он разрушился по ремонтному шву при напряжении более, чем в 3 раза ниже предела прочности основного металла. Визуальное изучение излома показало, что инициатором разрушения послужило несплавление кромки в заполняющем слое ремонтного шва. Таким образом, не была обеспечена равнопрочность ремонтного шва основному металлу.
Проведение сварки по прототипу показало, что в случае ремонта сквозного дефекта предкритического размера в напряженной конструкции происходит разрушение по ремонтируемому сварному стыку на стадии подготовки выемки механическим способом под заварку. Таким образом, не обеспечивается возможность качественного выполнения заварки дефекта.
Предлагаемый способ обеспечивает безопасность проведения ремонта сквозных трещиноподобных дефектов в напряженных конструкциях и повышает качество ремонтных швов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ ПРОЧНОСТИ СВАРНОЙ КОНСТРУКЦИИ | 1993 |
|
RU2036459C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| Способ ремонта отливок с применением дуговой сварки | 2015 |
|
RU2630080C2 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| СПОСОБ УСТРАНЕНИЯ ДЕФЕКТОВ, ПРЕИМУЩЕСТВЕННО ТРЕЩИН, В ТОЛСТОСТЕННЫХ СТАЛЬНЫХ ДЕТАЛЯХ | 2006 |
|
RU2368481C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2110378C1 |
| СПОСОБ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 1988 |
|
RU2103128C1 |
| СПОСОБ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ТРУБ | 1991 |
|
RU2012462C1 |
| Способ определения пластичности сварного соединения | 1990 |
|
SU1809359A1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |

Использование: ремонт стальных сосудов давления, оболочечных конструкций. Сущность изобретения: осуществляют предварительный подогрев ремонтируемого участка, удаляют дефект, выполняют разделку кромок с увеличивающейся шириной от корневой части к наружной поверхности по закону, приведенному в тексте описания, и заплавляют электрической дугой разделку. 1 табл.
СПОСОБ РЕМОНТА СКВОЗНЫХ ДЕФЕКТОВ, включающий предварительный подогрев ремонтируемого участка, удаление дефекта, разделку кромок с увеличивающейся шириной от корневой части к наружной поверхности и электродуговую наплавку металла, отличающийся тем, что увеличение ширины S разделки выполняют по закону, определяемому функцией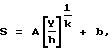
где h глубина разделки, мм;
b ширина корневого слоя, мм;
A эмпирический коэффициент, зависящий от толщины ремонтируемого металла, мм;
k безразмерный эмпирический коэффициент, зависящий от прочностного класса стали конструкции;
Y расстояние от корня разделки, мм.
| Молодык Н.В., Зенкин А.С | |||
| Восстановление деталей машин, М.: Машиностроение, 1989, с.393-395. |
