О)
о с о
4
СО
рается своим нормальным (перпендикулярно образующим) сечением продольной четверти цилиндра Е крайний формовочный отсек 2. Для распалубки форму стропят за серьги 9. При этом рычаг 7 вместе с валом 6, эксцентриком 8 и четвертями цилиндров поворачивается, как показано на фиг. 3. Эксцентрично закрепленные на валу 6 четверти цилиндров выходят из зацепления с крайними формовочными Отсеками 2. ОдноИзобретение относится к производству строительных изделий, в частности к кассетным многоместным формам для изготовления железобетонных изделий типа бордюров, прогонов, перемычек, свай и т. п.
Цель изобретения - повышение надежности работы.
На фиг. 1 схематично изображена кассетная форма для изготовления железобетонных изделий, вид сверху, на фиг. 2 - раз- .., -- , ,
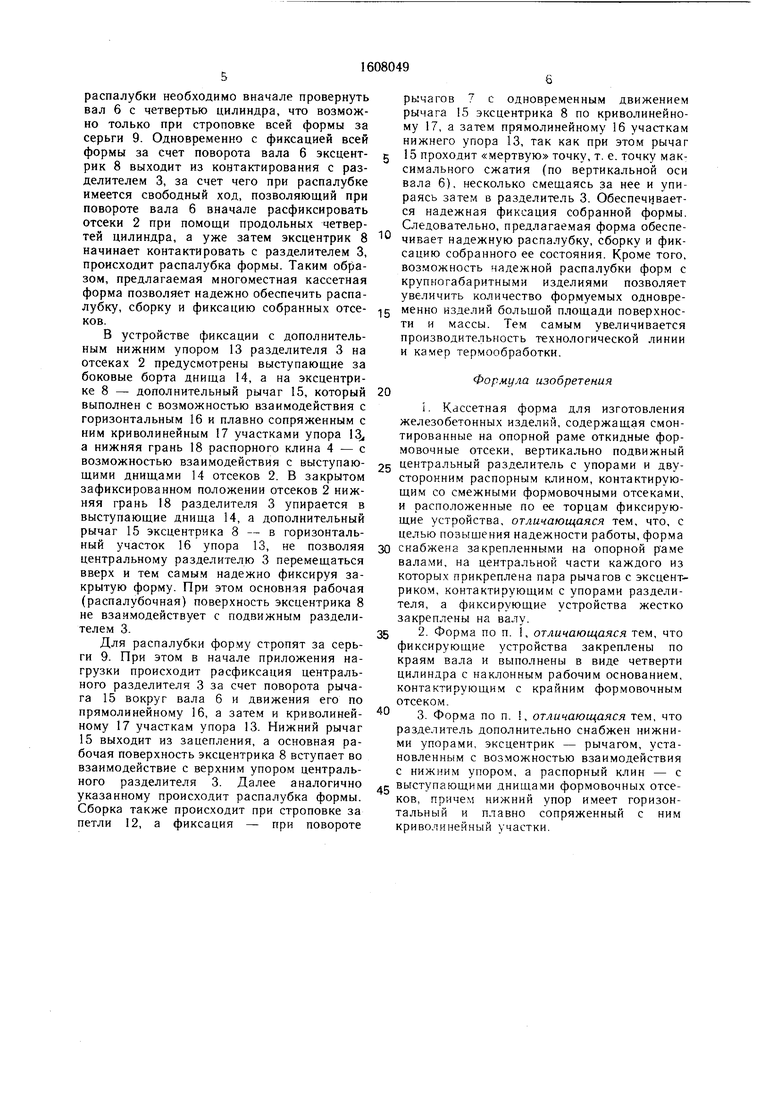
рез А-А на фиг. 1; на фиг. 3 - разрез Б-Б 10 временно с указанным движением выбирает- нафиг 1-на фиг 4 - разрез В-В на фиг. i; ся свободный ход эксцентрика 8, двусто- на фиг. 5 - разрез А-А на фиг. 1, уст- роннего клина 4 на разделителе 3, и далее ройство зажима и фиксации в собранном сое- клин 4 давит на упоры 5 смежных с разде- тоянии формы; на фиг. 6 - то же, вид сбоку; лителем 3 формовочных отсеков 2, которые на фиг 7 - устройство фиксации - экс- поворачиваются в шарнирах крепления к
и опорной раме 1 и далее воздействуют на смежные с ними формовочные отсеки 2. Распалубка произведена,
В распалубном состоянии продольная четверть цилиндра выходит из зацепления с
Г-Г Fia фиг 8 (форма в закрытом зафик- 20 крайним формовочным отсеком 2. При этом сированном состоянии),-на фиг. Юн 11 -раз- отсек 2 может контактировать только с про- - -дольными образующими цилиндра. Изделия
извлекаются из формовочных отсеков 2, производят их чистку, смазку и армирование. Так как оси шарниров крепления фор.ювоч- ных отсеков 2 к опорной раме i расположены со смещением центра тяжести, то после распалубки формовочные отсеки 2 находятся в положении устойчивого равновесия и самопроизвольная их сборка исключена.
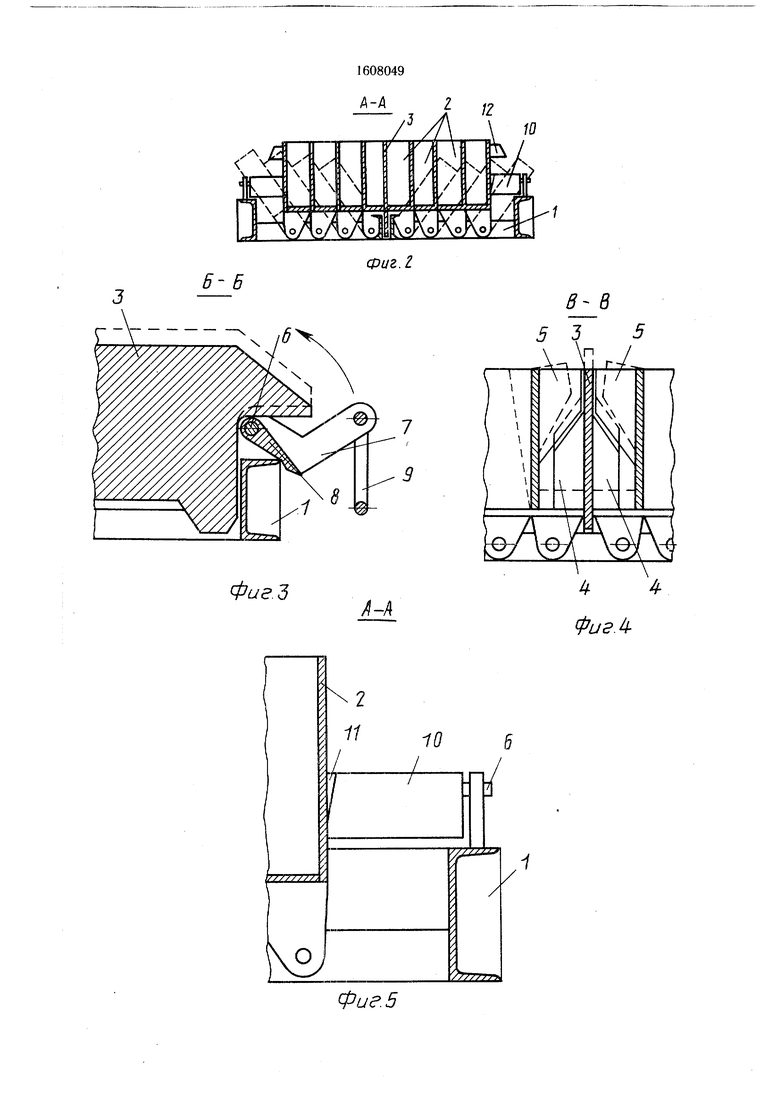
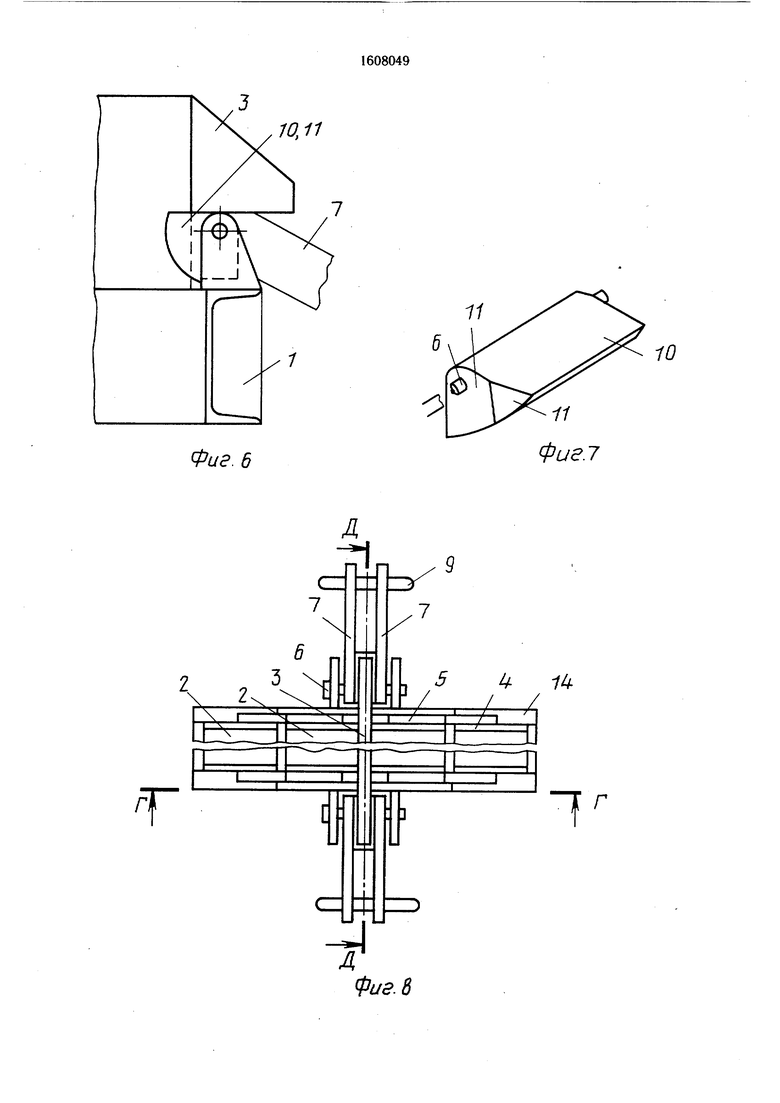
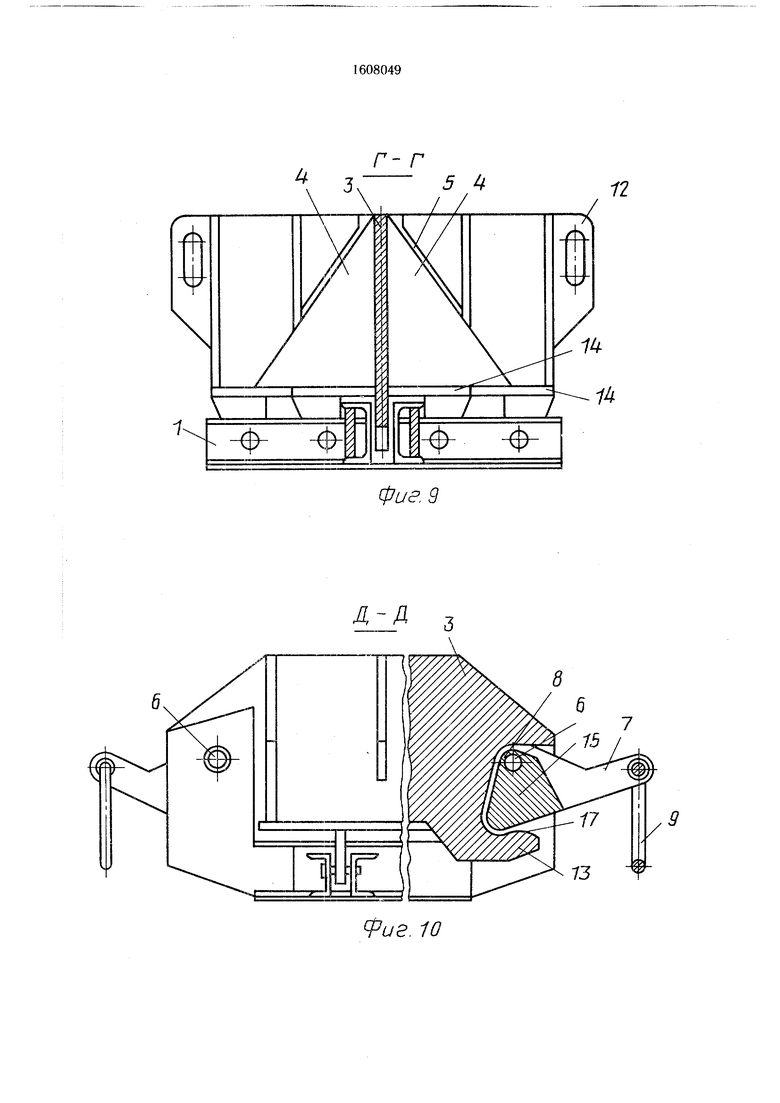
центрично закрепленная на валу продольная четверть цилиндра с наклонным рабочим основанием; на фиг. 8 - форма с дополнительным нижним упором на центральном разделителе, вид сверху; на фиг. 9 - разрез
25
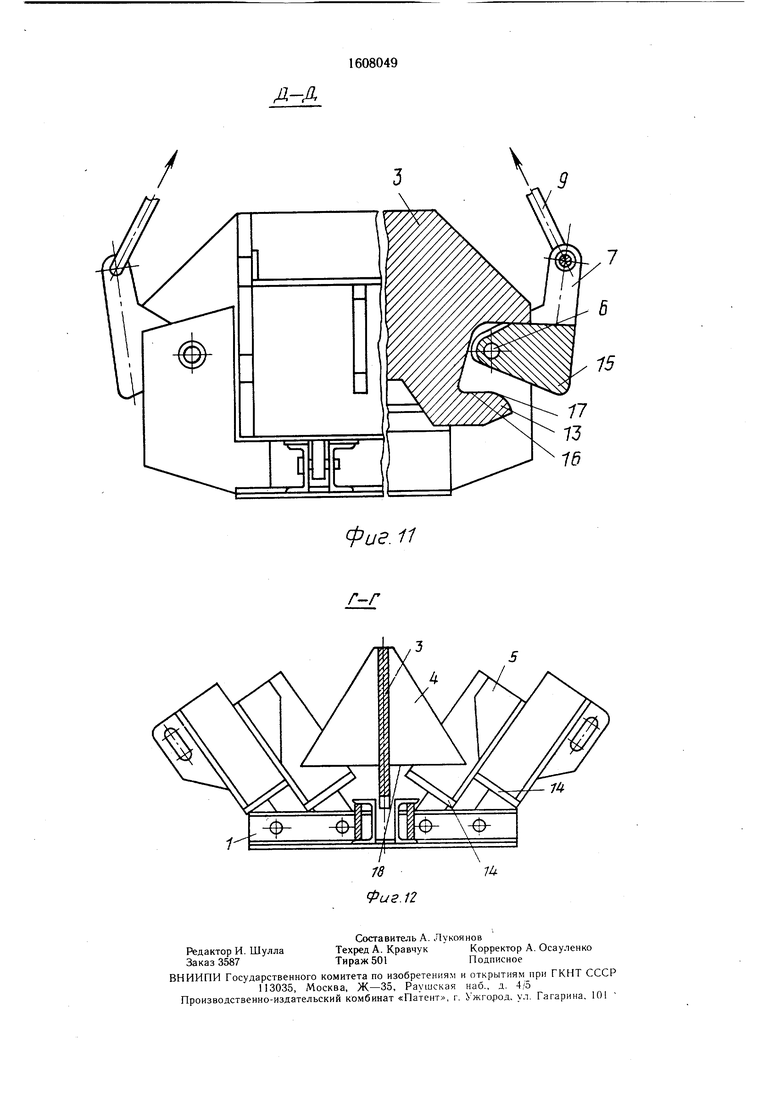
рез Д-Д на фиг. 8 (форма в закрытом и распалубленном состояниях соответственно); на фиг. 12 - разрез Г-Г на фиг. 8 (форма в распалубленном состоянии).
Кассетная форма для изготовления железобетонных изделий состоит из опорной рамы 1, на которой смонтированы откидные формовочные отсеки 2, вертикально подвижный центральный разделитель 3 с двусто-..
ронним распорным клином 4. На торцовых 30 После распалубки центральный разделитель
3 под собственным весом по направляющим опускается на эксцентрики 8, которые поворачивают вал 6 с продольными четвертями цилиндров до их касания своими образующими с крайними формовочными отсестенках смежных с центральным разделителем 3 формовочных отсеков 2 прикреплены упоры 5, посредством которых отсеки 2 контактируют с клином 4 разделителя 3. На раме 1 по торцам формы в проушинах закреплены два вала 6, к каждому из которых в центральной части жестко прикреплены пара рычагов 7 с эксцентриком 8. Эксцентрик 8 контактирует с разделителем 3 (фиг. 3). При этом рычаги 7 с двух сторон охватывают разделитель 3 и имеют серьгу 9
ос- ками 2 и за счет сил трения последние также удерживаются от самопроизвольного закрытия.
Сборка подготовленной к укладке бетона многоместной кассетной формы производится при ее строповке за петли 2 на крайОХВагЫьаюГ рсглдслп IC:JID о п riu i ivi v, ч.. х-. -i
ДЛЯ строповки. По краям вала б жестко 40 „их формовочных отсеках 2. При этом посзакреплены фиксирующие устройства 10 в виде продольной четверти цилиндра с наклонным рабочим основанием 11, контактирующим с крайним формовочным отсеком 2,
при этом устройство 10 установлено на ва- . воздействуют на соседние лу 6 эксцентрично. На крайних формовоч-
ных отсеках 2 предусмотрены петли 12 для подъема и сборки формы. Штриховыми линиями на фиг. 2-4 показано распалубное состояние формы.
ледние, преодолевая собственный вес и трение крайних отсеков 2 об образующую продольной четверти цилиндра, поворачиваются на шарнирах крепления к опорной раме 1, воздействуют ва соседние с ними отсеки 2 и кассетная форма закрывается. В этом положении четверти цилиндров контактируют с крайними отсеками 2 уже посредством наклонных рабочих оснований 1 i. Для зажатия отсеков 2 необходимо дальше посредством
1 W л ПI 1 Ч VA/ VV VJ J.Y1 Ul .. - .
Кассетная форма для изготовления же- 50 рычага 7 провернуть вал 6. При этом за
лезобетонных изделий работает следующим образом.
В собранную форму подается бетонная смесь, производится уплотнение последней и далее производится термообработка. Фиксисчет наклонного основания с малым углом наклона (7 - 10°) при повороте вала 6 отсеки 2 сжимаются.
При дальнейшем повороте вала 6 рабочее основание 11 контактирует продольным
Cll.,. - - -рованное положение расположенных на опор- 55 бортом крайнего формовочного отсека 2 уже
ной раме 1 формовочных отсеков 2 обеспечивается за счет того, что рабочее основание 11 фиксирующего устройства 10 упине наклонной, а нормальной к образующим четверти цилиндра плоскостью. Собранное состояние формы фиксируется. Теперь для
рается своим нормальным (перпендикулярно образующим) сечением продольной четверти цилиндра Е крайний формовочный отсек 2. Для распалубки форму стропят за серьги 9. При этом рычаг 7 вместе с валом 6, эксцентриком 8 и четвертями цилиндров поворачивается, как показано на фиг. 3. Эксцентрично закрепленные на валу 6 четверти цилиндров выходят из зацепления с крайними формовочными Отсеками 2. Одно.., -- , ,
временно с указанным движением выбирает- ся свободный ход эксцентрика 8, двусто- роннего клина 4 на разделителе 3, и далее клин 4 давит на упоры 5 смежных с разде- лителем 3 формовочных отсеков 2, которые поворачиваются в шарнирах крепления к
3 под собственным весом по направляющим опускается на эксцентрики 8, которые поворачивают вал 6 с продольными четвертями цилиндров до их касания своими образующими с крайними формовочными отсеками 2 и за счет сил трения последние также удерживаются от самопроизвольного закрытия.
Сборка подготовленной к укладке бетона многоместной кассетной формы производится при ее строповке за петли 2 на край ч.. х-. -i
„их формовочных отсеках 2. При этом пос„их формовочных отсеках 2. При этом посвоздействуют на соседние
ледние, преодолевая собственный вес и трение крайних отсеков 2 об образующую продольной четверти цилиндра, поворачиваются на шарнирах крепления к опорной раме 1, воздействуют ва соседние с ними отсеки 2 и кассетная форма закрывается. В этом положении четверти цилиндров контактируют с крайними отсеками 2 уже посредством наклонных рабочих оснований 1 i. Для зажатия отсеков 2 необходимо дальше посредством
. - .
рычага 7 провернуть вал 6. При этом за
рычага 7 провернуть вал 6. При этом за
счет наклонного основания с малым углом наклона (7 - 10°) при повороте вала 6 отсеки 2 сжимаются.
При дальнейшем повороте вала 6 рабочее основание 11 контактирует продольным
-бортом крайнего формовочного отсека 2 уже
бортом крайнего формовочного отсека 2 уже
не наклонной, а нормальной к образующим четверти цилиндра плоскостью. Собранное состояние формы фиксируется. Теперь для
распалубки необходимо вначале провернуть вал 6 с четвертью цилиндра, что возможно только при строповке всей формы за серьги 9. Одновременно с фиксацией всей формы за счет поворота вала 6 эксцент- g рик 8 выходит из контактирования с разделителем 3, за счет чего при распалубке имеется свободный ход, позволяющий при повороте вала б вначале расфиксировать отсеки 2 при помощи продольных четвертей цилиндра, а уже затем эксцентрик 8 начинает контактировать с разделителем 3, происходит распалубка формы. Таким образом, предлагаемая многоместная кассетная форма позволяет надежно обеспечить распарычагов 7 с одновременным движением рычага 15 эксцентрика 8 по криволинейному 17, а затем прямолинейному 16 участкам нижнего упора 13, так как при этом рычаг 15 проходит «мертвую точку, т. е. точку максимального сжатия (по вертикальной оси вала 6), несколько смещаясь за нее и упираясь затем в разделитель 3. Обеспечивается надежная фиксация собранной формы. Следовательно, предлагаемая форма обеспечивает надежную распалубку, сборку и фиксацию собранного ее состояния. Кроме того, возможность надежной распалубки форм с крупногабаритными изделиями позволяет увеличить количество формуемых одноврелубку, сборку и фиксацию собранных отсе- g менно изделий большой площади поверхносков.
в устройстве фиксации с дополнительным нижним упором 13 разделителя 3 на отсеках 2 предусмотрены выступающие за боковые борта днища 14, а на эксцентрике 8 - дополнительный рычаг 15, который 20 выполнен с возможностью взаимодействия с горизонтальным 16 и плавно сопряженным с ним криволинейным 17 участками упора 13 а нижняя грань 18 распорного клина 4 - с возможностью взаимодействия с выступающими днищами 14 отсеков 2. В закрытом зафиксированном положении отсеков 2 нижняя грань 18 разделителя 3 упирается в выступающие днища 14, а дополнительный рычаг 15 эксцентрика 8 - в горизонтальный участок 16 упора 13, не позволяя центральному разделителю 3 перемещаться вверх и тем самы.м надежно фиксируя закрытую форму. При этом основная рабочая (распалубочная) поверхность эксцентрика 8 не взаимодействует с подвижным разделителем 3.
Для распалубки форму стропят за серьги 9. При этом в начале приложения нагрузки происходит расфиксация центрального разделителя 3 за счет поворота рычага 15 вокруг вала 6 и движения его по прямолинейному 16, а затем и криволинейному 17 участкам упора 13. Нижний рычаг 15 выходит из зацепления, а основная рабочая поверхность эксцентрика 8 вступает во взаимодействие с верхним упором центральти и массы. Тем самым увеличивается производительность технологической линии и камер термообработки.
Формула изобретения
ного
1. Кассетная форма для изготовления железобетонных изделий, содержащая смонтированные на опорной раме откидные формовочные отсеки, вертикально подвижный
25 центральный разделитель с упорами и двусторонним распорным клином, контактирующим со смежными формовочными отсеками, и расположенные по ее торцам фиксирующие устройства, отличающаяся тем, что, с целью повышения надежности работы, форма
30 снабжена закрепленными на опорной раме валами, на центральной части каждого из которых прикреплена пара рычагов с эксцентриком, контактирующим с упорами разделителя, а фиксирующие устройства жестко закреплены на валу.
2.Форма по п. 1, отличающаяся тем, что фиксирующие устройства закреплены по краям вала и выполнены в виде четверти цилиндра с наклонным рабочим основанием, контактирующим с крайним формовочным отсеком.
3.Форма по п. , отличающаяся тем, что разделитель дополнительно снабжен нижними упорами, эксцентрик - рычагом, установленным с возможностью взаимодействия с нижним упором, а распорный клин - с
35
40
разделителя 3. Далее аналогично выступающими днищами формовочных отсеуказанному происходит распалубка формы. Сборка также происходит при строповке за петли 12, а фиксация - при повороте
ков, причем нижний упор имеет горизонтальный и плавно сопряженный с ним криволинейный участки.
рычагов 7 с одновременным движением рычага 15 эксцентрика 8 по криволинейному 17, а затем прямолинейному 16 участкам нижнего упора 13, так как при этом рычаг 15 проходит «мертвую точку, т. е. точку максимального сжатия (по вертикальной оси вала 6), несколько смещаясь за нее и упираясь затем в разделитель 3. Обеспечивается надежная фиксация собранной формы. Следовательно, предлагаемая форма обеспечивает надежную распалубку, сборку и фиксацию собранного ее состояния. Кроме того, возможность надежной распалубки форм с крупногабаритными изделиями позволяет увеличить количество формуемых одновременно изделий большой площади поверхнос менно изделий большой площади поверхности и массы. Тем самым увеличивается производительность технологической линии и камер термообработки.
Формула изобретения
20
1. Кассетная форма для изготовления железобетонных изделий, содержащая смонтированные на опорной раме откидные формовочные отсеки, вертикально подвижный
25 центральный разделитель с упорами и двусторонним распорным клином, контактирующим со смежными формовочными отсеками, и расположенные по ее торцам фиксирующие устройства, отличающаяся тем, что, с целью повышения надежности работы, форма
30 снабжена закрепленными на опорной раме валами, на центральной части каждого из которых прикреплена пара рычагов с эксцентриком, контактирующим с упорами разделителя, а фиксирующие устройства жестко закреплены на валу.
2.Форма по п. 1, отличающаяся тем, что фиксирующие устройства закреплены по краям вала и выполнены в виде четверти цилиндра с наклонным рабочим основанием, контактирующим с крайним формовочным отсеком.
3.Форма по п. , отличающаяся тем, что разделитель дополнительно снабжен нижними упорами, эксцентрик - рычагом, установленным с возможностью взаимодействия с нижним упором, а распорный клин - с
35
40
выступающими днищами формовочных отсевыступающими днищами формовочных отсеков, причем нижний упор имеет горизонтальный и плавно сопряженный с ним криволинейный участки.
.А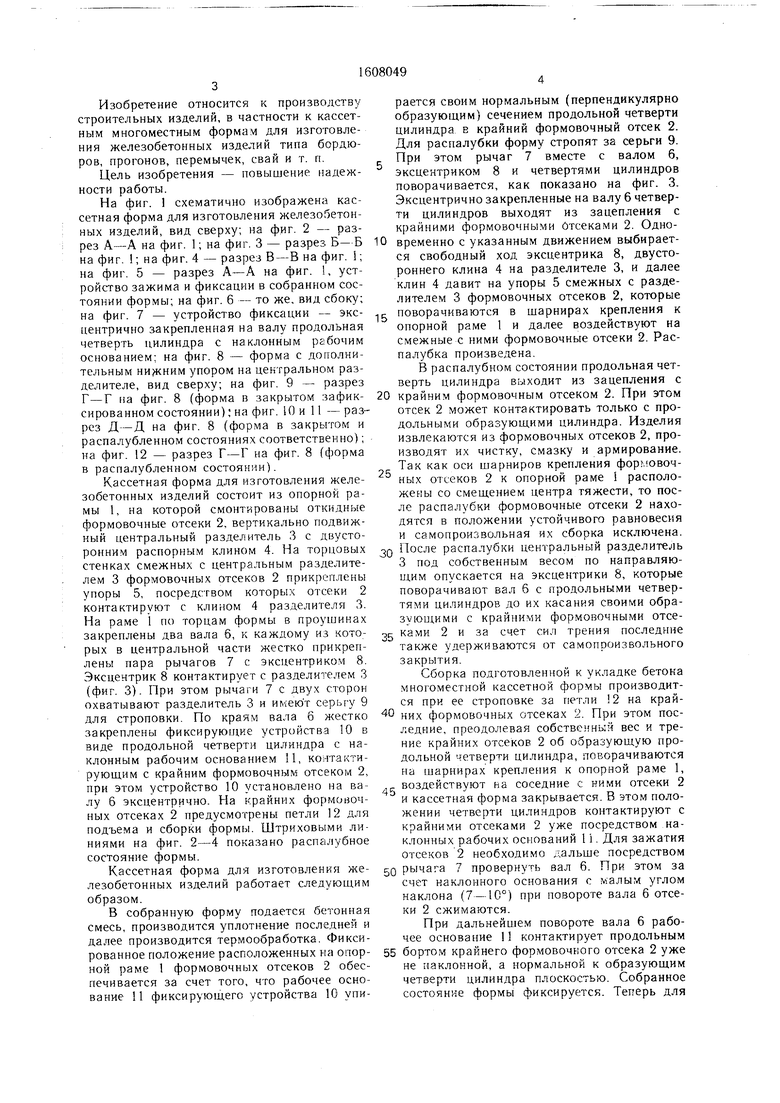
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная форма для изготовления изделий из бетонных смесей | 1986 |
|
SU1359132A1 |
| Кассетная установка для формованияиздЕлий из бЕТОННыХ СМЕСЕй | 1978 |
|
SU808306A1 |
| Кассетная форма для изготовления изделий из бетонных смесей | 1988 |
|
SU1608050A2 |
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| Кассетная установка для изготовления строительных изделий | 1987 |
|
SU1447674A1 |
| Установка для изготовления в вертикальном положении изделий из бетонных смесей | 1989 |
|
SU1671459A2 |
| КАССЕТНАЯ ФОРМА | 1991 |
|
RU2013206C1 |
| Установка для изготовления в вертикальном положении изделий из бетонных смесей | 1987 |
|
SU1539062A1 |
| Кассетная установка | 1980 |
|
SU980988A1 |
| Кассетная форма | 1986 |
|
SU1350030A1 |
Изобретение относится к промышленности сборного железобетона, в частности к формам для изготовления изделий типа перемычек, бордюров и т.п. Цель - повышение надежности работы. Форма содержит опорную раму 1, отсеки 2, разделитель 3 с двусторонним распорным клином, контактирующим с упорами 5, размещенными на торцовых стенках отсеков 2. На раме 1 закреплены два вала 6 с рычагами 7 и эксцентриком 8, контактирующим с разделителем 3. По краям валов 6 размещены фиксирующие устройства 10 в виде продольной четверти цилиндра с наклонным основанием, контактирующим с крайним формовочным отсеком 2. При укладке смеси закрытие и фиксация формы осуществляется за счет того, что основание фиксирующего устройства 10 упирается в крайний отсек 2, распалубка производится при строповке формы за серьги 9, а сборка - при строповке за петли 12. При этом клиновая поверхность фиксирующего устройства 10 и его эксцентричное размещение на валу 6 либо закрывает отсеки, либо раскрывает. 2 з.п. ф-лы, 12 ил.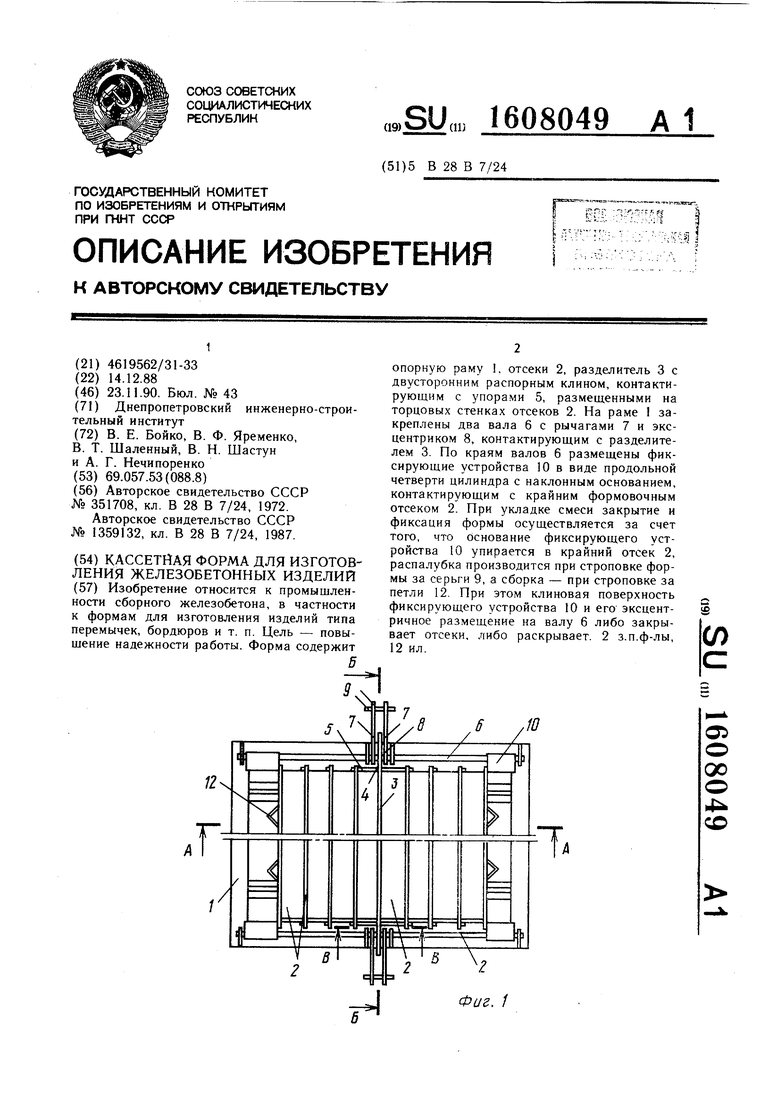
6-6
Фиг.
Фие.5
Фиг.1
53 5
/-У1
Фиг Л
10
/
/
10,11
/
7
I
Л
X
Фиг. 6
7
L
1
Г
Г,
11
10
ь
7
J
5
4 -/4
/ /
ш
1
г
Й/г
фиг. 9
д-д
7
ие. 10
д-л
фиг. 11
т
| МНОГОМЕСТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 0 |
|
SU351708A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Кассетная форма для изготовления изделий из бетонных смесей | 1986 |
|
SU1359132A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
