(54) КАССЕТНАЯ УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| Кассетная установка | 1980 |
|
SU967844A1 |
| КАССЕТНО-КЛИНОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2022 |
|
RU2785698C1 |
| Кассетная установка для изготовления железобетонных изделий | 1973 |
|
SU466998A1 |
| Кассетная установка | 1982 |
|
SU1011376A1 |
| Кассетная форма для изготовления железобетонных изделий | 1988 |
|
SU1608049A1 |
| Кассетная установка для изготовления строительных изделий | 1987 |
|
SU1447674A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Кассетная установка | 1980 |
|
SU980988A1 |
| Установка для изготовления железобетонных изделий | 1983 |
|
SU1155460A1 |

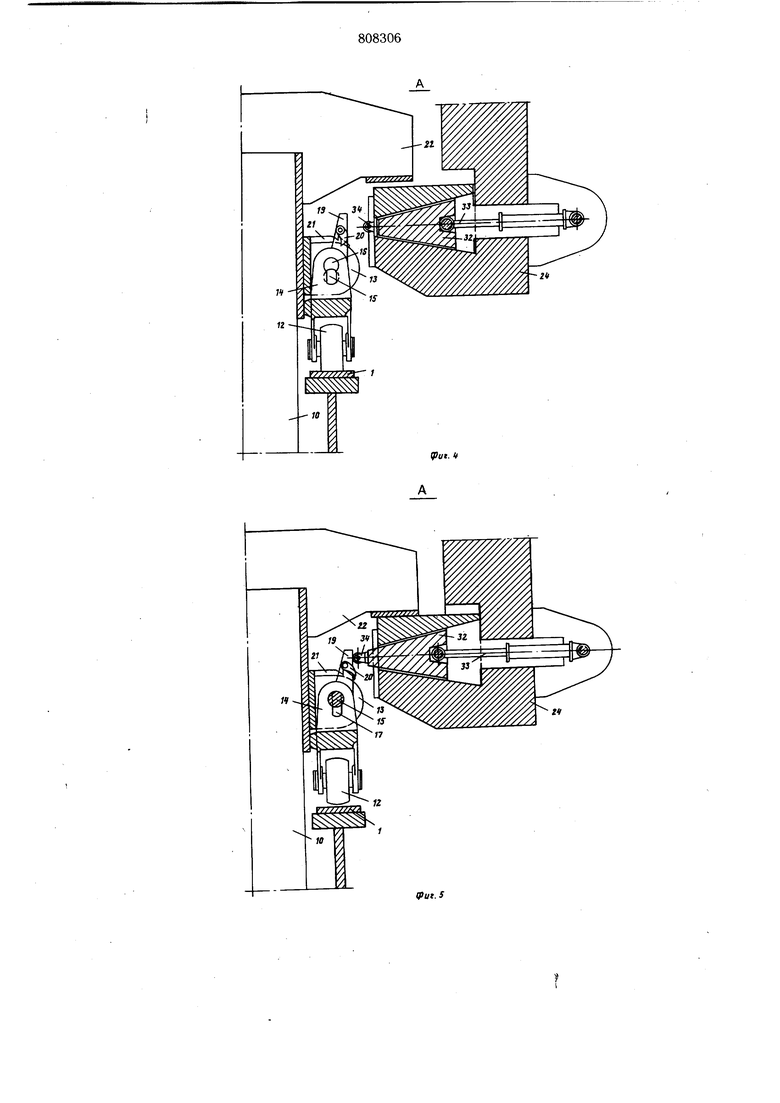

Изобретение относится к устройствам для заводского изготовления строительных конструкций в многоместных формах. Известна установка для формования изделий из бетонных смесей, содержащая раму с направляющими в двух уровнях, на которых установлена кассета в виде пакета разделительных листов и паровых отсеков, механизмы перемещения пакета и уплотнения бетонной смеси, причем последний установлен под кассетой 1 . Недостатками установки являются сложность конструкции из-за наличия направляющих в двух уровнях и ухудшение условий эксплуатации вследствие размещения виброударного привода под пакетом щитов. Наиболее близкой к предлагаемой является кассетная установка, включающая раму, пакет щитов, навесные вибраторы на разделительных листах, ролико-опоры и замки 2, Недостатками этой установки являются низкое качество формуемых изделий и использование высокоподвижных бетонных смесей, что обусловлено недостаточной интенсивностью Вибрации разделительных листов. Цель изобретения - повышение качества издилий путем воздействия на уплотняемую бетонную смесь ударными импульсами. Поставленная цель достигается тем, что кассетная установка для формования изделий из бетонных смесей, содержащая станину с установленными на ней при помощи опорных роликов тепловыми щитами и разделительными листами с вибраторами и механизм (оплачивания и распалубки формовочных отсеков, снабжена размещенным над формовочными отсеками самоходным порталом с механизмом ударных воздействий, распорными клиньями и захватами разделительных листов, буферными элементами, закрепленными соответственно на станине и разделительных листах, выполненных с закрепленными посредством кронштейнов опорными площадками, контактирующими с захватами самоходного портала, поворотными серьгами с упорами и храповиками в их верхней части, на каждой из которых в ее нижней части закреплены опорные ролики, причем распорные клинья смонтированы на захватах самоходного портала и контактируют с упорами. Кроме того, каждая Iсерьга выполнена с фигурным пазом, а разделительные листы снабжены пальцами с лысками, размещенными в фигурных пазах серег. На фиг. 1 изображена установка, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то жe вид сверху; на фиг. 4 - узел А на фиг. 1, исходное .положение; на фиг. 5 - то же, при поднятом положении разделительного листа; на фиг. 6 - то же, при повернутом положении опорнь1х роликов; на фиг. 7 - деталь серьги; на фиг. 8 деталь оси; на фиг. 9 - узел Б На фиг. 1. Кассетная установка состоит из станины 1, на которой установлен пакет 2 щитов и закреплен механизм 3 сплачивания и распалубки, эстакады 4 с направляющими 5, пары рам 6 и 7 с ударным механизмом 8. Пакет 2 щитов состоит из тепловых щитов 9 и разделительных листов 10 с вибраторами 11. К тепловым щитам и разделительным листам по торцам прикреплены ролики 12 для перемещения по станине 1, которые соединены с указанными листами следующим образом. К каждому листу 10 по торцам прикреплена жестко пара кронщтейнов 13, а к каждому ролику 12 - щарнирно серьга 14, расположенная между кронщтейнами и соединенная с ними осью 15 и выполненная х; фигурным пазом 16 под эту ось. Фигурный паз, выполненный круглым, переходит в нижней части в прорезь 17, а ось 15 имеет лыски 18, соответствующие прорези. На серьгах 14 закреплены упоры 19 с двумя щарнирно присоединенными храповиками 20, а на кронщтейнах 13 сверху установлены рейки 21 для храповиков. На разделительных листах 10 по торцам выше кронштейнов 13 укреплены консольные упоры 22. Пакет 2 щитов установлен внутри эстакады 4 таким образом, что ее направляющие 5 перпендикулярны рабочим поверхностям листов 10. Пара рам состоит из нижней 6 и верхней 7 рам, причем нижняя выполнена в виде портала и установлена на катках 23 на направляющих 5 эстакады 4. К верхней раме 7 по горцам жестко прикреплены захваты 24, которые пропущены через нижнюю раму 6 и опираются на нее порами 25 через упругие прокладки 26 на опорах 27. Эти захваты заведены под консоль ные упоры 22 разделительных листов 10. Между рамами 6 и 7 размещен ударный механизм 8 (кулачкового типа) таким образом, что его ролик 28 закреплен на верхней раме 7, а вал 29 с эксцентриковыми кулачками и приводом 30 - на нижней раме 6. Кроме того, на нижней раме установлен привод 31 перемещения по эстакаде 4. Захваты 24 выполнены консольными с установленными в консольной части приводными распорными: клиньями 32 с гидроцилиндрами 33, а каждый распорный клин с упорным роликом 34, который при его перемещении взаимодействует с упорами 19. На каждом разделительном листе 10 снизу закреплены буферные элементы 35 и ответные буфера 36 на фундаменте. Установка работает следующим образом. Вначале производят подготовительные работы, состоящие из чистки и смазки рабочих поверхностей тепловых щитов 9 и разделительных листов 10, установки арматурных каркасов и сборки пакета 2. Укладку и уплотнение бетонной смеси производят в пакете 2 по формовочным отсекам. Для этого нижнюю раму 6 перемещают приводом 31 на катках 23 по направляющим 5 эстакады 4 к первому формовочному отсеку пакета 2 и устанавливают над разделительным листом 10 так, что захваты 24 верхней рамы 7 располагаются под консольными упорами 22 разделительного листа. Затем отсоединяют разделительный лист 10 от пакета 2, приподнимают его над ним и устанавливают при помощи опор 35 на соответствующие опоры 36 на фундаменте. Для этого включают гидроцилиндры 33 захватов 24, которые выдвигают распорные клинья 32 из консольной части захватов. Захваты 24 приподнимают разделительный лист 10, упираясь в опорные площадки упоров 22. При этом ролики 12 разделительного листа приподнимаются над станиной 1, а оси 15 выходят из прорезей 17 и попадают в пазы 16 серег 14. При да ьнейщем выдвижении распорных клиньев 32 их упорные ролики 34 взаимодействуют с упорами 19 серег 14, осуществляя поворот роликов 12 вокруг осей 15 до положения, при котором храповики 20 входят в углубления реек 2.1, обеспечивая тем самым фиксацию роликов в данном положении. Затем выдвигают распорные клинья в коснольную часть захватов 24 до тех пор, пока разделительный лист 10 не опустится опорами 35 на опоры 36 фундамента, при этом между консольными упорами 22 и захватами 24 образуется необходимый зазор. После этого уплотняют бетонную смесь в первом формовочном отсеке пакета 2. Для этого включают привод 30 ударного механизма 8, вибратор 11 на разделительном листе 10 и одновременно в формовочный отсек подают жесткую бетонную смесь транспортером (на чертеже не показан). Во время работы ударного механизма 8 его вал 29 эксцентриковыми кулачками взаимодействует с роликами 28, укрепленными на раме 7. При этом рама 7 с захватами 24 вертикально перемещается в отверстиях рамы 6, опираясь упорами 25 через упругие прокладки 26 на опоры 27 этой рамы, а разделительный лист 10 поднимается и опускается захватами 24 через консольные упоры 22.
;При опускании разделительного листа опоры 35 опираются на опоры 36 фундамента.
Уплотнение жесткой бетонной смеси происходит только в одном формовочном отсеке, по заполнении которого до верха виброударный привод выключают, а разделительный лист роликами 12 устанавливают на «танину 1. Для этого распорные клинья 32 выдвигают из консольной части захватов 24 до контакта роликов 34 с упорами 19 серег 14, которые поворачиваются. Далее вручную откидывают храповики 20, вызывая фиксацию роликов 12. Затем вдвигают распорные клинья 32 в консольные части захватов 24.
При этом ролики 12 опускаются на станину 1, оси 15 входят в прорези 17 лысками 18, препятствуя повороту роликов вокруг этой оси.
Затем раму 6 перемещают приводом 61 по направляющим 5 эстакады 4 к следующему формовочному отсеку пакета 2, устанавливают над разделительньш листом 10 и повторяют все операции по уплотнению бетонной смеси в отсеке.
После бетонирования всех формовочных отсеков пакета 2 производят тепловую обработку путем подачи пара в тепловые щиты 9, а по ее окончании - поствечную распалубку готовых изделий с помощью механизма 3 распалубки.
Формула изобретения 1. Кассетная установка для формования изделий из бетонных смесей, содержащая 7/////М
3f 35 г
станину с установленными на ней при помощи опорных роликов тепловыми щитами и разделительными листами с вибраторами и механизм сплачивания и распалубки формовочных отсеков, отличающаяся тем, что, с целью повыщения качества изделий путём воздействия «а уплотняемую бетонную смесь ударными импульсами, она снабжена размещенным над формовочными отсеками самоходным порталом с механизмом ударных воздействий, распорными клиньями и захватами разделительных листов, буферными элементами, закрепленными соответственно на станине и разделительных листах, выполненных с закрепленными посредством кронщтейнов опорными площадками, контактирующими с захватами самоходного портала, поворотными серьгами с упорами и храповиками в их верхней части, на каждой из которых в ее нижней части закреплены опорные ролики, причем распорные клинья смонтированы на захватах са моходного портала и контактируют с упорами.
Источники информации, принятые во внимание при экспертизе
Ри. f Щ
put. ч
Vut.s
tput. f
18
фиг. 8
(риг..З
