1
Изобретение относится к кассетным установкам, предназначенным для формования длинномерных изделий при производстве железобетонных изделий.
Известна кассетная установка включающая раму, вибрационное устройство, пакет разделительных стенок, механизм перемещения и фиксации стенок, состоящий из направляющих и гидрощшиндров, содержащая полуавтоматическое замковое устройство для запирания клиновых замков и регулятор Сшавления пара по заданному режиму 1 .
Известна также кассетная установка дпя изготовления железобетонных изделий, включающая опорную раму с направляющими и разделительные щиты, шарнвр но закрепленные на центральном паровом отсеке. Внутри каждого разделительного щита смонтирован вибратор, распалубка производится посредством чфосовой тяги 2.
Недостатками этих кассетных установок являются трудоемкость распалубки
ДЛЯ крупногабаритных длинномерных ф| гурных изделий, и то что они приме|шмы только для изделий, имехяцих прямоугопьи цую кпи квадратную форму.
Цель изобретения - упрсндение процесса распалабукй и сборки кассеты, повышение ее эксплуатационных качеств.
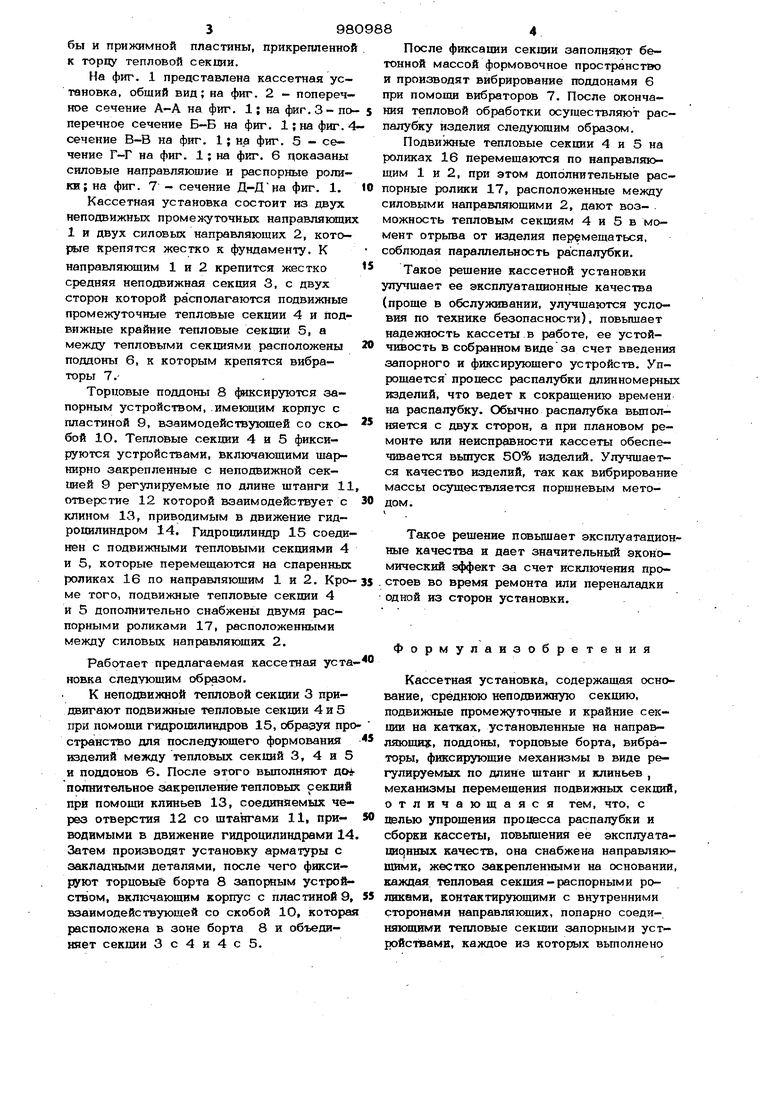
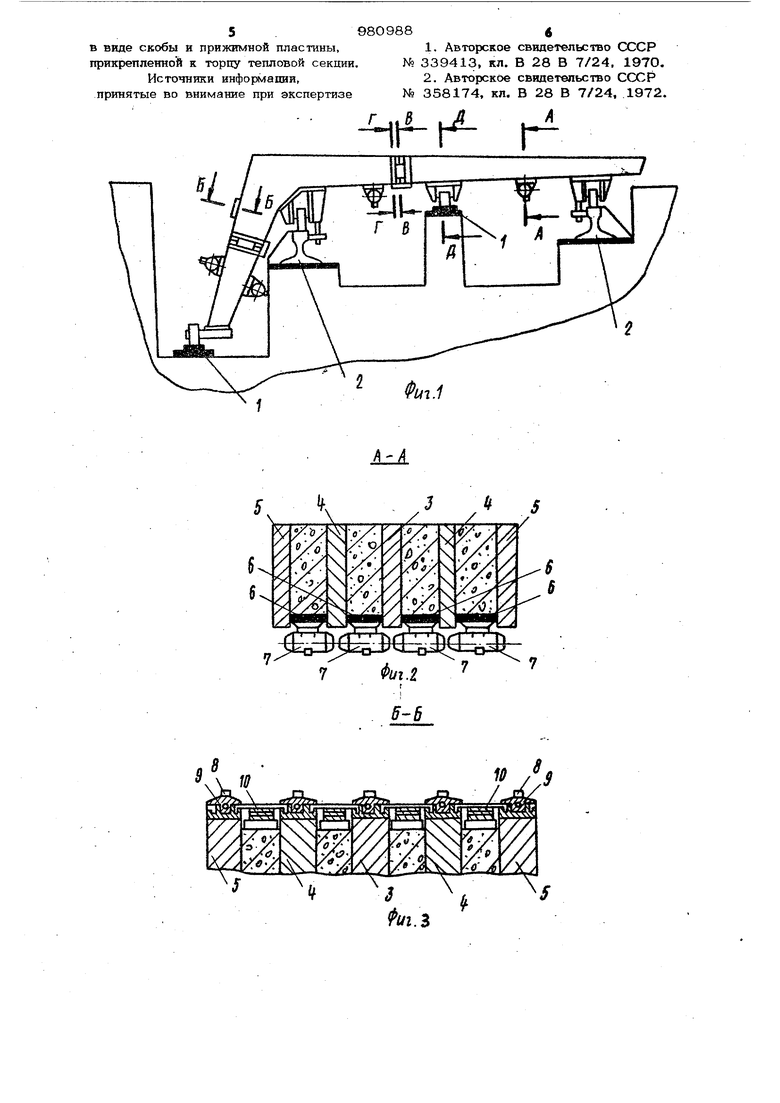
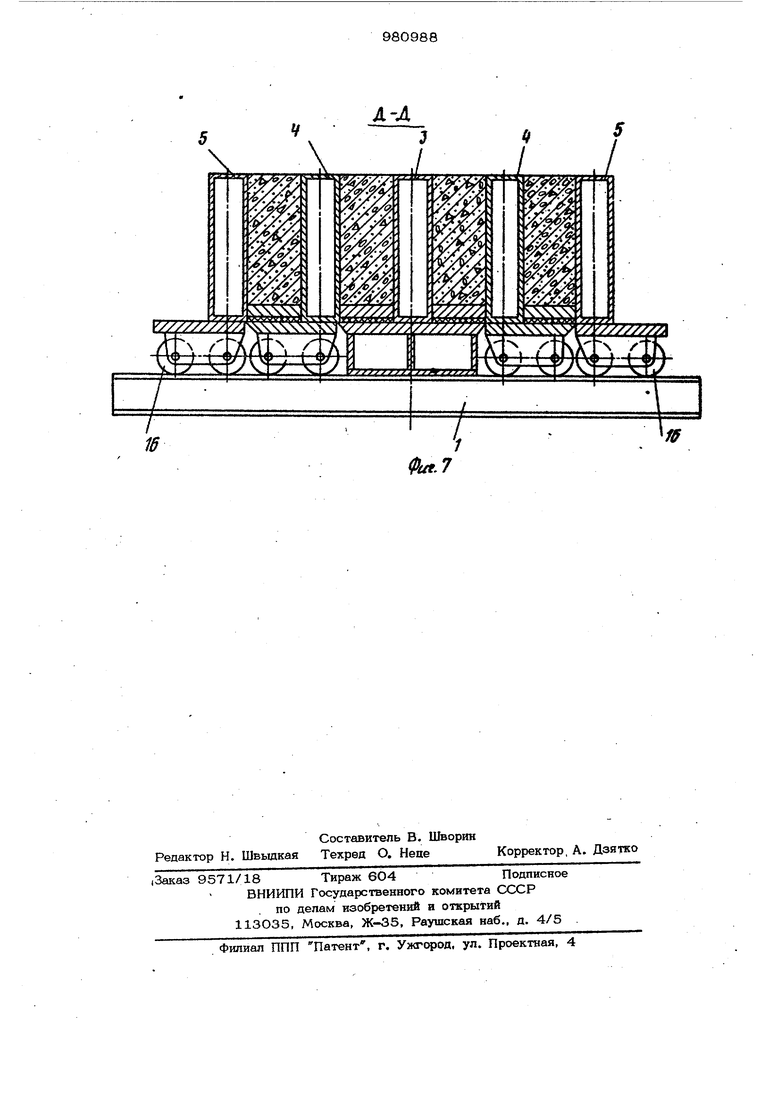
Поставленная цель достигается тем, что кассетная установка, содержащая основание, среднюю неподвижную секцию, подви}|гаые промежуточные и крайние секшш на KancaXi установленные на направляюпшх, поддоны, торцовые борта, ввбра- торы, фиксирукиояе механизмы в виде ре$ гулируемых по длине штанг и клиньев, механизмы перемещения подвижных секций, снабжена направляющими, жестко ,закреш1еннымн на основании, каждая тепловая секция - распорными роликами, контактируюшими с внутренними сторонами направляющих, попарно соединякядими тепловые секхши запорными устройствами, tcajioioe из которых вьшолнено в виде ско 3980 бы и прижимной пластины, прикрепленной к торцу тепловой секции. На фиг. 1 представлена кассетная установка, общий вид; на фиг. 2 - поперечное сечение А-А на фиг. 1; на фиг. 3-поперечное сечение Б-Б на фиг, 1; на фиг. 4- сечение В-В на фиг. 1; на фиг. 5 - сечение Г-Г на фиг. 1; на фиг. 6 доказаны силовые направляющие и распорные ролики; на фиг. 7 - сечение Д-Дна фиг. 1, Кассетная установка состоит из двух неподвижных промежуточных направляющих 1 и двух силовых направляющих 2, которые крепятся жестко к фундаменту. К направляющим 1 и 2 крепится жестко средняя неподвижная секция 3, с двух сторон которой располагаются подвижные промежуточные тепловые секции 4 и подвижные крайние тепловые секции 5, а между тепловыми секциями расположены поддоны 6, к которым крепятся вибраторы 7.Торцовые поддоны 8 ({шксируются запорным устройством, .имеющим корпус с пластиной 9, взаимодействующей со скабой 10. Тепловые секции 4 и 5 фиксируются устройствами, включающими щарнирно закрепленные с неподвижной секшей 9 регулируемые по длине штанги 11, отверстие 12 которой взаимодействует с клином 13, приводимым в движение гидроцилиндром 14. Гидроцилиндр 15 соединен с подвижными тепловыми секциями 4 и 5, которые перемещаются на спаренных роликах 16 по направляющим 1 и 2. Кроме того, подвижные тепловые секции 4 и 5 дополнительно снабжены двумя рас- порными роликами 17, расположенными между силовых направляющих 2. Работает предлагаемая кассетная уста- новка следующим образом, К неподвижной тепловой секции 3 придвигают подвижные тепловые секции 4 и 5 при помощи гидроцилиндров 15, обрэаэуя про странство для последующего формования изделий между тепловых секций 3, 4 и 5 и поддонов 6. После этого выполняют до полнительное закрепление тепловых секций при помощи клиньев 13, соединйемых через отверстия 12 со штангами 11, приводимыми в движение гидроцилиндрами 14 Затем производят установку арматуры с закладными деталями, после чего фиксируют торцовый борта 8 запорным устройством, включающим корпус с пластиной 9, взаимодействующей со скобой 1О, которая расположена в зоне борта 8 и объединяет секции 3 с 4 и 4 с 5. 84 После фиксации секции заполняют бетонной массой формовочное пространство и производят вибрирование поддонами 6 ри помощи вибраторов 7. После окончания тепловой обработки осуществляют расалубку изделия следующим образом, Подвийдаые тепловые секции 4 и 5 на оликах 16 перемещаются по направляюим 1 и 2, при этом дополнительные расорные ролики 17, расположенные между иловыми направляющими 2, дают возможность тепловым секциям 4 и 5 в моент отрьгоа от изделия перемещаться, облюдая параллельность распалубки. Такое рещение кассетной установки лучшает ее эксплуатационные качества (проще в обслуживании, улучшаются условия по технике безопасности), повьш1ает надежность кассеты в работе, ее устойчивость в собранном виде за счет введения запорного и фиксирующего устройств. Упрощается процесс распалубки длинномерных изделий, что ведет к сокращению времени на распалубку. Обычно распалубка вьшол- няется с двух сторон, а при плановом ремонте или неисправности кассеты обеспечивается вьшуск 50% изделий. Улучшает ся качество изделий, так как вибрирование массы осуществляется поршневым методом. Такое решение повышает эксплуатационные качества н дает значительный экономический эффект за счет исключения про- стоев во время ремонта или переналадки одной из сторон установки, Формулаизобретения Кассетная установка, содержащая основание, среднюю неподвижную секцию, подвижные промежуточные и крайние секции на катках, установленные на направляющиу, поддоны, торцовые борта, вибраторы, фиксирующие механизмы в виде регулируемых по длине штанг и клиньев , механизмы перемещения подвижных секций, отличающаяся тем, что, с целью упрощения процесса распалубки и сборки кассеты, повьшения ее эксплуатаци9нных качеств, она снабжена направляющими, жестко закрепленными на основании, каждая тепловая секция-распорными роликами, контактирующими с внутренними сторонами направляющих, попарно соединякшшми тепловые секшш запорными устройствами, каждое из которых вьшолнено
5.9809886
в виде скобы и прижимной пластины,1, Авторское свидетельство СССР
прикреппенной к торцу тепловой секции.№ 339413, кл. В 28 В 7/24, 1970.
Источники информации,2. Авторское свидетельство СССР
принятые во внимание при экспертизе№ 358174, кл. В 28 В 7/24, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| КАССЕТНО-КЛИНОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2022 |
|
RU2785698C1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Кассетная установка для формованияиздЕлий из бЕТОННыХ СМЕСЕй | 1978 |
|
SU808306A1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| Касетная установка для изготовления изделий из бетонных смесей | 1981 |
|
SU1004107A1 |
| Кассетная форма для изготовления железобетонных панелей | 1990 |
|
SU1771974A1 |
| Кассетная установка для изготовления изделий из газобетона | 1988 |
|
SU1712156A1 |
| ФОРМУЮЩАЯ УСТАНОВКА | 2022 |
|
RU2792295C1 |
| Кассетная установка | 1985 |
|
SU1339024A1 |
Фuf.7
