Изобретение относится к оборудованию для лазерной обработки.
Целью изобретения является упрощение конструкции и повышение производительности.
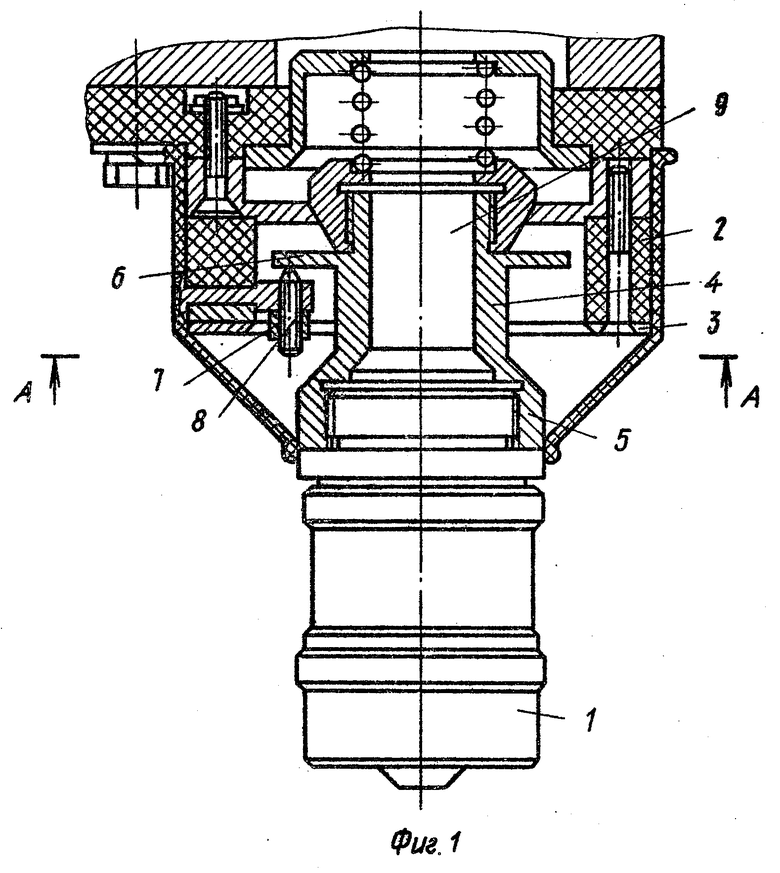
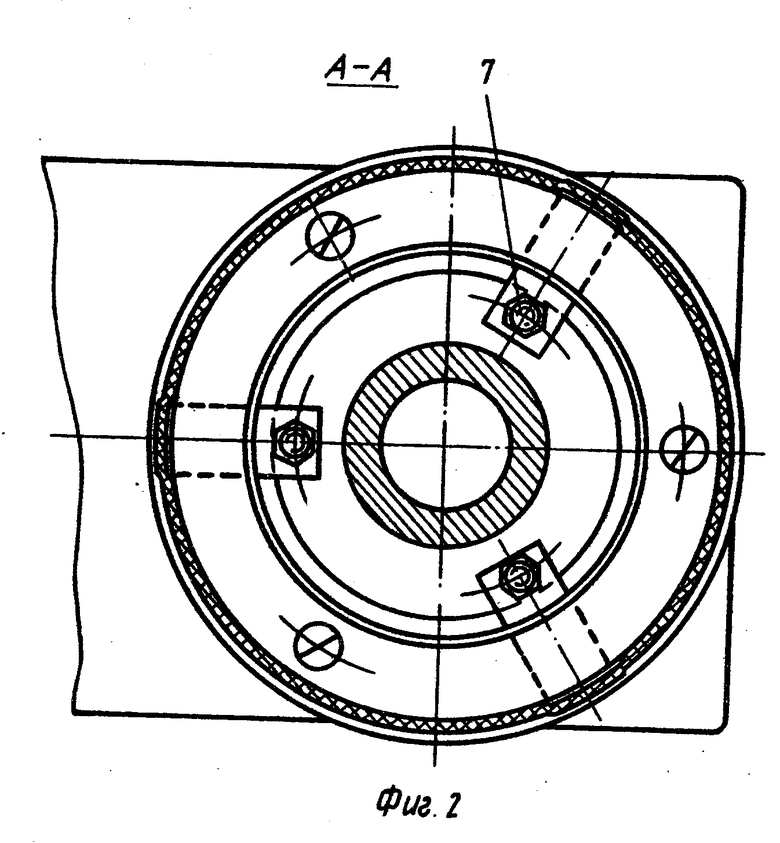
На фиг. 1 изображена схема установки; на фиг. 2 - сечение А-А на фиг. 1.
Установка содержит сопло 1 с фокусирующей линзой и измерительную головку, состоящую из корпуса 2 с фланцем 3, рычага 4 с наконечником 5, установленным на одном его конце, и опорным фланцем 6, установленным на другом конце с возможностью взаимодействия с фланцем 3 корпуса 2 посредством трех контактных групп 7, расположенных по окружности на равных расстояниях, и узла 8 создания усилия. Сопло 1 с фокусирующей линзой расположено в наконечнике 5 рычага 4, а в последнем и в узле создания усилия выполнены осевые отверстия 9. Контактные группы 7 могут быть выполнены в виде установочных винтов.
Установка работает следующим образом.
Перед началом обработки установка ощупывает обрабатываемую деталь (не показана), касаясь ее соплом 1. При касании соплом 1 детали происходит пространственное смещение опорного фланца 6 относительно фланца 3 и размыкание по крайней мере одного электрического контакта контактной группы 7. Разрыв электрической цепи используется для подачи командного сигнала, служащего для снятия показаний датчиков перемещения (не показаны). Показания обрабатываются в УЧПУ установки и вводятся коррекции в ранее заданную программу. После ощупывания детали, установка возвращается в исходное положение, включается лазерное излучение и далее происходит обработка детали по скорректированной программе. В конструкции установки отсутствует поворотный узел, осуществляющий замену в рабочей позиции измерительной головки на лазерное сопло с фокусирующей линзой и наоборот, т. е. упрощается конструкция.
Также повышается производительность в результате сокращения цикла обработки за счет исключения времени на позиционирование поворотного узла. Непрограммируемый наезд детали на сопло классифицируется как аварийный наезд, прекращается обработка программных перемещений по координатам, высвечивается соответствующее сообщение на экране УЧПУ. Выполнение контактных групп 7 в виде установочных винтов позволяет осуществлять смещение оптической оси фокусирующей линзы с лазерным лучом. (56) Заявка ЕПВ N 0247930, кл. В 23 К 26/02, 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНООБРАБАТЫВАЮЩАЯ ГОЛОВКА И СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1995 |
|
RU2143964C1 |
| РУЧНАЯ ПИТАЕМАЯ ПОРОШКОМ ГОРЕЛКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ПЛАВЛЕНИЕМ | 2003 |
|
RU2317183C2 |
| УНИВЕРСАЛЬНАЯ МАШИНА ТЕПЛОВОЙ РЕЗКИ И ЗАЧИСТНОЙ ИНСТРУМЕНТ ДЛЯ НЕЕ | 2015 |
|
RU2594547C1 |
| Устройство для измерения диаметров валов | 1990 |
|
SU1719884A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВОЛОКОННЫМ ЛАЗЕРОМ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2386523C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ЛАЗЕРНОЙ ОБРАБОТКИ | 2003 |
|
RU2266802C2 |
| СИСТЕМА И УСТАНОВКА ПРОТОЧНОЙ ЦИТОМЕТРИИ, АНАЛИТИЧЕСКИЙ ПРИБОР, СОДЕРЖАЩИЙ ТАКУЮ УСТАНОВКУ, И УСТАНОВКА, СОДЕРЖАЩАЯ ТАКУЮ СИСТЕМУ ЦИТОМЕТРИИ | 2015 |
|
RU2686525C2 |
| УСТРОЙСТВО ДЛЯ ФОКУСИРОВКИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2009 |
|
RU2413265C2 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1997 |
|
RU2127179C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1989 |
|
SU1692061A1 |
Изобретение относится к технологии сварки взрывом и может быть использовано для получения армированных композиционных материалов. Цель изобретения - снижение массы материала, повышение его жесткости и обеспечение возможности последующей прокатки. На поверхности нижнего листа выполняют продольные канавки, в которые перед взрывом укладывают легкоудаляемые стержни с навитыми на них проволочными спиралями. После взрыва стержни удаляют. Благодаря наличию цилиндрических полостей масса материала снижается. Наличие проволочных спиралей повышает его жесткость и обеспечивает возможность последующей прокатки. 2 ил.
