Область техники
Изобретение относится к лазерной обработке материалов, в частности, к газолазерной резке, и может быть использовано при размерной обработке деталей сложной пространственной формы волоконным лазером.
Уровень техники
Известны устройства лазерной режущей головки фирмы «Рrесitес» (Германия) [Проспект фирмы "Precitec" с выставки "Металлообработка-2007"], в которой коннектор (наконечник) транспортирующего оптического кабеля соединяется QBH разъемом с коллиматором, который в свою очередь прецизионно крепится соосно с оптической режущей головкой. Затем такая режущая головка крепится в суппорте лазерного комплекса с возможностью перемещать ее по трем и более координатам, что позволяет производить размерную обработку заготовок.
Недостатком такой режущей головки является то, что ею возможно резать только плоские детали, либо объемные детали простейшей формы, что естественно ограничивает номенклатуру изделий, используемых в современных механизмах, где необходимо обеспечить сложную траекторию движения лазерного луча по нескольким координатам.
В настоящее время эту задачу решают путем совмещения оптической режущей головки с манипулятором существующих робототехнических систем, например, разработки фирм Кука (Германия), ЕСАБ (Швеция) и ряда других зарубежных фирм.
Решение данного вопроса связано с большими трудностями, обусловленными поддержанием постоянного зазора между обрабатываемой поверхностью и соплом режущей головки. Невыполнение этого условия даже в несколько десятых миллиметра приводит к снижению качества резки.
Поэтому все головки для лазерной резки оснащены встроенным сенсором с автоматическим поддержанием заданного расстояния. Схема управления, необходимая для сенсоров измерения расстояний, имеет, как правило, следующие компоненты:
- режущая головка со встроенным бесконтактным датчиком измерения расстояния;
- автоматизированные привода для позиционирования режущей головки по сигналу из обрабатывающего электронного устройства;
- электронные устройства для обработки сигналов датчика и управления приводами.
Если для плоских заготовок данная система срабатывает очень оперативно и надежно, то для объемных заготовок со сложной поверхностью в датчике (особенно емкостного типа) возникают побочные помехи, что приводит к сбою в электронной системе.
Фирма «Precitec» использует в данном случае сенсоры с анализирующими электронными системами «Lasermatic Z», отличающиеся тем, что сенсор выполнен не из керамических деталей и сопловым электродом, а в виде тонкого с изолирующей конструкцией мундштука малочувствительного к побочным помехам, что позволяет частично обойти данные проблемы.
Обойти данную проблему были предприняты и авторами патента ЕР 1249299, В23К 26/03, 2002 г. (JP 2001 112678) из фирмы «Fanuc Ltd.», которые предложили заменить в оптической режущей головке, закрепленной в манипуляторе робота, предварительно вместо коллиматора, с сочлененным с ним коннектором волоконного кабеля, мини телевизионной камерой, изображение с которой передается по волоконному кабелю в операционную систему управления роботом для его предварительного обучения, что позволяет затем оптической режущей головкой повторять полностью контур обрабатываемого изделия.
Но существенным недостатком данного оборудования заключается в том, что параметры промышленных роботов ограничены как максимальной скоростью ~10 м/мин, так и размерами перемещений ~1.5 м, что ограничивает скорость обработки и габариты обрабатываемых деталей.
Наиболее близким решением данной задачи является разработка лазерной режущей головки корпорацией «Prima North America» (Проспект фирмы «Prima Industrie» с выставки Ганновер-2007), которая внедрила 3D лазерную резку, создав 5-ти координатный лазерный комплекс на базе мощного технологичного CO2-лазера с высокоскоростными осевыми приводами и поворотной режущей головкой с непосредственными приводами.
Суть данной лазерной режущей головки заключается в следующем. Для проведения лазерной резки изделий сложной пространственной формы необходимо, чтобы лазерный луч был перпендикулярен поверхности обрабатываемого изделия, а для этого необходимо изменение ориентации во времени и пространстве лазерного луча. Этого можно достичь вращением режущей оптической головки вокруг вертикальной оси (координата С) и отклонения ее от вертикального положения поворотом вокруг горизонтальной оси (координата В), плюс перемещение самой лазерной режущей головки как единого целого по трем координатам X, Y, Z. Поэтому такое устройство называют пятикоординатной лазерной режущей головкой.
Повороты вокруг вертикальной оси (координата C) и вокруг горизонтальной оси (координата B) осуществляются круговыми синхронными двигателями, расположенными непосредственно в режущей головке, а сам лазерный луч благодаря двум призмам с зеркалами поворачивается на каждой на 90 градусов и направляется на фокусирующую линзу режущей оптической головки.
Сенсорный датчик емкостного типа для контроля зазора между соплом и обрабатываемой поверхностью совместно с анализирующей электронной системой «Lasermatic Z» фирмы «Precitec» обеспечивает высокоточное измерение зазора на высоких скоростях, что позволяет производить лазерную резку изделий со сложной пространственной формой.
Такие условия резки достигаются программным управлением всех пяти координат с помощью СЧПУ.
Подобные 5-ти координатные лазерные комплексы разработаны также фирмами «Trumf», «Mazak» и др.
Недостатком данной лазерной режущей головки является то, что она разработана для CO2-лазера, где транспортировка к ней лазерного излучения с малым углом расходимости осуществляется традиционным методом с помощью поворотных стационарных зеркал, находящихся на подвижных каретках, так называемая «летающая оптика», но данная схема не годится для волоконного лазера, сложна по конструкции и снижает технологические возможности газолазерной резки.
Сущность изобретения
Задачей изобретения является разработка лазерной режущей головки для волоконного лазера, которая позволила бы расширить технологические возможности газолазерной резки, а именно резки деталей сложной пространственной формы и обеспечить высокое качество реза при больших скоростях и габаритах обрабатываемых деталей, ограниченных только размерами самого станка.
Поставленная задача достигается тем, что в устройстве для резки волоконным лазером объемных деталей, содержащем поворотную лазерную режущую головку, включающую корпус с вертикальной осью вращения, корпус с горизонтальной осью вращения, установленный на корпусе с вертикальной осью вращения, и оптическую фокусирующую головку, при этом поворотная лазерная режущая головка установлена на полом суппорте, выполненном в виде вертикально перемещающегося ползуна, установленного на механической системе позиционирования и перемещения, а корпус с вертикальной осью вращения и корпус с горизонтальной осью вращения, снабженные электроприводами, выполнены полыми и снабжены поворотными призмами для транспортировки лазерного луча к оптической фокусирующей головке, ползун выполнен с посадочным местом для установки коллиматора с размещенным на нем коннектором с волоконным кабелем, транспортирующим лазерное излучение, и снабжен полым валом, установленным соосно с коллиматором и несущим на своем нижнем конце корпус с вертикальной осью вращения и ротор вертикального электропривода, а корпус с горизонтальной осью вращения установлен на полом валу, установленному в подшипниковых опорах промежуточного корпуса, установленного на вертикальном торце корпуса с вертикальной осью вращения, и несущему ротор горизонтального электропривода.
Такое выполнение устройства для резки волоконным лазером объемных деталей позволяет повысить качество деталей при повышении производительности.
Изобретение поясняется чертежом, на котором показан общий вид лазерной режущей головки в разрезе.
Осуществление изобретения
В соответствии с изобретением устройство для резки волоконным лазером объемных деталей содержит поворотную лазерную режущую головку, установленную на полом суппорте, выполненном в виде вертикально перемещающегося ползуна, установленного на механической системе позиционирования и перемещения.
Лазерная режущая головка содержит корпус с вертикальной осью вращения и корпус с горизонтальной осью вращения, установленный на корпусе с вертикальной осью вращения. Корпус с горизонтальной осью вращения несет оптическую фокусирующую головку. При этом корпус с вертикальной осью вращения и корпус с горизонтальной осью вращения снабжены электроприводами для их перемещения, выполнены полыми и снабжены поворотными призмами для транспортировки лазерного луча к оптической фокусирующей головке.
Ползун выполнен с посадочным местом для установки коллиматора с размещенным на нем коннектором с волоконным кабелем, транспортирующим лазерное излучение, и снабжен полым валом, установленным соосно с коллиматором и несущим на своем нижнем конце корпус с вертикальной осью вращения и ротор вертикального электропривода, а корпус с горизонтальной осью вращения установлен на полом валу, установленному в подшипниковых опорах промежуточного корпуса, установленного на вертикальном торце корпуса с вертикальной осью вращения, и несущему ротор горизонтального электропривода.
Пример осуществления изобретения
Для перемещения лазерной режущей головки имеется станочная часть, выполненная в виде портальной конструкции, которая обоснована большой величиной перемещений рабочих органов по координатам X и Y. Такая компоновка обеспечивает более высокую жесткость.
В станочную часть комплекса входят следующие основные узлы и устройства:
- механическая система позиционирования и перемещения, включающая: основание, траверсу, каретка поперечная, суппорт, выполненный в виде вертикально перемещающегося ползуна, установленного на поперечной каретке;
- камера;
- устройство отвода газов из зоны резания;
- устройство подвода пневмо-электропитания и охлаждения;
- устройство автономного замкнутого охлаждения;
- система управления;
- пневмооборудование.
Основание, закрепленное на фундаменте - базовый узел для перемещения траверсы, состоящий из следующих сварных узлов - двух рам, соединенных между собой, на которых с левой и правой стороны установлены стойки с направляющими. На стойках на четырех шариковых опорах качения установлены салазки, на которых крепится траверса.
Траверса, сварная алюминиевая балка с двумя рядами закаленных направляющих, перемещается по стойкам основания (координата X). Перемещение траверсы с салазками осуществляется двумя линейными приводами, работающими синхронно.
Каретка поперечная, перемещаемая по направляющим траверсы (координата Y) на четырех шариковых опорах качения. Перемещение осуществляется аналогичным линейным приводом.
Ползун (сварной алюминиевый), с двумя рядами закаленных направляющих, вертикально перемещается (координата Z) по установленным неподвижно на поперечной каретке четырем шариковым опорам качения с помощью синхронного двигателя с беззазорным встроенным планетарным редуктором через шестеренно-реечную передачу. Для разгрузки массы ползуна, а также фиксации его положения при остановке, установлен пневмоцилиндр с фиксацией штока при выключении привода по координате Z.
Лазерное излучение транспортируется от волоконного лазера по волоконному кабелю, проложенному в гибких кабеленесущих цепях по координатам X, Y и Z, в переходное устройство, прецизионно сочлененное с коллиматором.
Поворотная лазерная режущая головка (см. Фиг.1) крепится к торцу ползуна1 и имеет возможность как единое целое передвигаться по координате X, Y со скоростью 100 м/мин, а по координате Z со скоростью 30 м/мин.
Волоконный кабель 2 служит для транспортировки лазерного излучения λ=1,07 мкм от излучателя к лазерной режущей головке и состоит из кварцевого волокна диаметром d=50 мкм, находящегося в светоотражающей и защитной оболочках и заканчивается коннектором.
Длина такого светоотвода может быть до 30 и более метров, энергетические потери при этом составляют менее 0,5%, а оптическое качество выходящего из коннектора излучения составляет <2,5 мм·мрад.
Коннектор представляет собой кварцевый кубик, оптически приваренный к волоконному кабелю, и служит для вывода лазерного излучения. Для большего теплоотвода кварцевый кубик заделан в металлический кожух и охлаждается дистиллированной водой, для чего в коннекторе имеются два штуцера - вход и выход (на фиг.1 не показаны).
Переходное устройство 3 представляет собой пустотелый цилиндр, в верхней части которого имеется посадочное место для прецизионного соединения с коннектором волоконного кабеля 2, так называемый разъем QBH-типа, а в нижней части - расположены винты, с помощью которых устройство соединяется соосно с коллиматором 6.
Коллиматор 6 - это оптический прибор, преобразующий расходящийся пучок лазерного излучения, выходящий из коннектора, в плоскопараллельный, для этого в цилиндрическом корпусе коллиматора закреплен объектив 5, расположенный на расстоянии фокусной длины ~73 мм от выходного торца коннектора.
Коллиматор 6 закреплен на горизонтальной стенке ползуна 1, а сам ползун снабжен полым валом 24, установленным на подшипниковых опорах 33, 35 соосно с коллиматором и несущим на своем нижнем конце корпус с вертикальной осью вращения 26, закрепленный с помощью винтов (на фиг.1 не указаны), и ротор 23 вертикального электропривода, выполненного в виде тороидального синхронного двигателя 7.
Корпус с горизонтальной осью вращения 30 установлен на полом валу 28, установленному в подшипниковых опорах промежуточного корпуса 21, установленного на вертикальном торце корпуса с вертикальной осью вращения, и несущего ротор 27 горизонтального электропривода, выполненного в виде тороидального синхронного двигателя 8.
Двигатель 7 установлен в корпусе 20, который крепится винтами через фланец 22 к нижнему торцу ползуна 1. На верхней части вала, входящего во внутрь ползуна, установлены контактные кольца 4 со щеточными узлами для передачи питания к тороидальному двигателю 8 и передачи сигналов обратной связи.
Полость внутри вала предназначена для прохождения лазерного излучения в зону обработки.
Внутри корпуса с вертикальной осью вращения 26 расположена поворотная призма с зеркалом 9 и охладителем 34.
Для точной настройки угла зеркало 9 с охладителем 34 крепится с помощью крепежно-юстировочных винтов (на фиг.1 не показаны). Такая конструкция позволяет поворачивать лазерный луч, проходящий от коллиматора 6 внутри полого вала 24 и отверстие в корпусе 26 на 90°, и направлять его в горизонтальную плоскость. Корпус с вертикальной осью вращения 26 вместе зеркалом 9 и охладителем 34 вращается вокруг оси Z с помощью тороидального двигателя 7 на угол ±360°×n.
Сам тороидальный двигатель 7 охлаждается потоком дистиллированной воды и воздуха, для чего имеются специальные подводные канавки в коллекторе 25.
К вертикальному торцу корпуса 26 прикреплен винтами (на фиг.1 не указаны) промежуточный корпус 21 координаты B с встроенным тороидальным синхронным двигателем 8. Ротор 27 тороидального двигателя 8 установлен на полый вал 28, поворачивающийся на подшипниковых опорах 36. На конце полого вала 28 закреплен винтами (на фиг.1 не показаны) корпус с горизонтальной осью вращения 30.
Корпус с горизонтальной осью вращения 30 несет оптическую фокусирующую головку и имеет также два взаимно перпендикулярных отверстия, одно - соосное с полым валом 28, а другое - с оптической фокусирующей головкой так, что луч, отраженный от зеркала 9 через отверстие в корпусе 26, полом вале 28 и корпусе 30, попадает на зеркало 10 с охладителем 19, установленные на наклонной под углом 45° стенке поворотной призмы 30. Зеркало 10 с охладителем 19 с помощью крепежно-котировочных винтов (на фиг.1 не показаны) крепится к поворотной призме 30 и имеет возможность юстировки относительно нее, что позволяет поворачивать лазерный луч на угол 90° и направляет его в оптическую фокусирующую головку.
Корпус с горизонтальной осью вращения 30 с зеркалом 10, охладителем 19 и оптической фокусирующей головкой с помощью тороидального двигателя 8 поворачивается вокруг горизонтальной оси (координата В) на угол ±120°.
Таким образом, оптическая фокусирующая головка с помощью тороидальных двигателей имеет возможность поворачиваться вокруг оси Z (координата C) на ±360°×n и вокруг горизонтальной оси на угол ±120° (координата B) со скоростью 360 град/с. Оптическая фокусирующая головка состоит из цилиндрического корпуса 11, в верхнюю часть которого вставляется соосно картридж 31 с фокусирующей линзой 12 фокусным расстоянием F=150 мм, а в нижнюю часть - защитное стекло 17. Линза имеет возможность перемещаться в горизонтальной плоскости в двух взаимно перпендикулярных направлениях в пределах ±1,5 мм для более точной юстировки с оптической осью лазерного луча, а также в вертикальной плоскости по координате Z ±10 мм для более точной фокусировки на обрабатываемую поверхность. Для этого в корпусе имеется два винта, расположенных под углом 90° с головками под шестигранный ключ, а сама линза находится в съемном картридже и позиционируется колесом регулировки с точностью 0,05 мм (на фиг.1 они не показаны). К нижней части корпуса 11 крепится с помощью накидной гайки 13 полый конус - сопло 14, которое заканчивается выходным мундштуком с датчиком 15.
В сопле 14 имеется штуцер 16 для подачи соосно с лазерным лучом технологического газа, служащего для выноса продуктов распада при лазерной резке обрабатываемого материала в систему отсоса. Одновременно часть технологического газа отводится для охлаждения защитного стекла 17, прозрачного для λ=1,07 мкм, которое служит для защиты фокусирующей линзы от реактивных выбросов обрабатываемого материала.
Датчик 15 емкостного типа служит для поддержания постоянного зазора между выходным мундштуком и обрабатываемой поверхностью 29. Сигнал с датчика передается через предусилитель (на фиг.1 не показан) на коллектор 4 со съемным устройством, расположенным на поворотной головке, и далее передается регулирующему прибору (контроллер расстояния), который его анализирует и выдает необходимый аналоговый сигнал на СЧПУ для управления линейными приводами. Система ЧПУ вырабатывает определенную команду функцией 3D-регулирования на поддержание выбранного зазора.
Устройство работает следующим образом.
Обрабатываемое изделие устанавливается на стол лазерного станка в специальное крепежное приспособление, которое строго ориентирует обрабатываемое изделие в определенном положении.
Затем с пульта управления лазерного станка включается иттербиевый волоконный лазер, излучение которого транспортируется по оптико-волоконному кабелю 2, проложенному в гибких кабеленесущих цепях координат X, Y, Z в лазерную режущую головку, а именно, в переходное устройство 3. Выходящий из коннектора волоконного кабеля 2 расходящийся лазерный луч проходит через коллиматор 6, где он коллимируется с помощью объектива 5. Далее лазерный луч попадает через полый вал 24 тороидального синхронного двигателя 7 и отверстие в поворотной призме 18 на зеркало 9, где он поворачивается на угол 90° в горизонтальную плоскость.
Повернутое в горизонтальную плоскость излучение распространяется внутри полости вала 28, отверстия в корпусе 30 и попадает на поворотное зеркало 10, где оно поворачивается опять на угол 90° и направляется в оптическую фокусирующуюся головку.
Затем излучение с помощью линзы 12 оптической фокусирующей головки фокусируется на поверхность обрабатываемого изделия 29. Соосно с лазерным излучением одновременно в зону обработки подается под давлением через штуцер 16 технологический газ, который выносит продукты распада лазерной резки в систему отсоса.
Режущая оптическая головка за счет движений по пяти координатам (X, Y, Z, B, C) направляет лазерный луч перпендикулярно к обрабатываемой поверхности, а с помощью сигнала от датчика 15 функцией 3D-регулирования, являющейся программной функцией ЧПУ, выдерживается постоянным расстояние между мундштуком 15 сопла 14 и обрабатываемым изделием 29.
Таким образом, выходящий из коннектора расходящийся лазерный луч с помощью коллиматора становиться плоско параллельным, а благодаря двум призмам с зеркалами, расположенными в поворотной головке, поворачивается на каждой на 90° и направляется на линзу режущей оптической головки, которая фокусирует его на обрабатываемую поверхность.
Система числового программного управления (СЧПУ) с помощью имеющихся приводов позволяет поддерживать оптическую фокусирующуюся головку во время обработки в положении, перпендикулярном к обрабатываемой поверхности, и тем самым позволяет производить газолазерную резку деталей сложной пространственной формы, а функция 3D-регулирования СЧПУ- автоматическую стабилизацию расстояния между мундштуком и поверхностью заготовки.
Таким образом, использование данного устройства позволяет производить газолазерную резку изделий сложной пространственной формы волоконным лазером на больших скоростях и больших размеров (более шести метров) с хорошим качеством реза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ ТЕРМООБРАБОТКИ СЛОЖНЫХ ПРОСТРАНСТВЕННЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2425894C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ СЛОЕВ НА ПОВЕРХНОСТИ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2463246C1 |
| УСТРОЙСТВО ДЛЯ ФОКУСИРОВКИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2009 |
|
RU2413265C2 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2528287C2 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2471600C1 |
| Устройство фокусировки для лазерной обработки | 2020 |
|
RU2760443C1 |
| Устройство для получения изделий из порошковых материалов | 2023 |
|
RU2825246C1 |
| ГОЛОВКА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2014 |
|
RU2653892C2 |
| ПЕРЕГОВОРНОЕ УСТРОЙСТВО НА БАЗЕ ТВЁРДОТЕЛЬНОГО ЛАЗЕРА С НАКАЧКОЙ ЛАЗЕРНЫМ ДИОДОМ | 2016 |
|
RU2668359C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
Изобретение относится к устройству для резки волоконным лазером объемных деталей и может быть использовано при размерной обработке деталей сложной пространственной формы. Поворотная лазерная режущая головка устройства содержит корпус с вертикальной осью вращения (26), установленный на нем корпус с горизонтальной осью вращения (30) и оптическую фокусирующую головку. Упомянутая головка установлена на полом суппорте, выполненном в виде вертикально перемещающегося ползуна, установленного на механической системе позиционирования и перемещения. Корпус с вертикальной осью вращения и корпус с горизонтальной осью вращения имеют электроприводы, выполнены полыми и имеют поворотные призмы для транспортировки лазерного луча к оптической фокусирующей головке. Ползун выполнен с посадочным местом для установки коллиматора (6) с размещенным на нем коннектором с волоконным кабелем (2), транспортирующим лазерное излучение. Полый вал (24) ползуна (1) установлен соосно с коллиматором (6) и несет на своем нижнем конце корпус с вертикальной осью вращения и ротор вертикального электропривода. Корпус с горизонтальной осью вращения (30) установлен на полом валу (28), установленном в подшипниковых опорах промежуточного корпуса (21), установленного на вертикальном торце корпуса с вертикальной осью вращения, и несущем ротор (27) горизонтального электропривода. Технический результат - обеспечение высокого качества реза при больших скоростях и габаритах обрабатываемых деталей. 1 ил.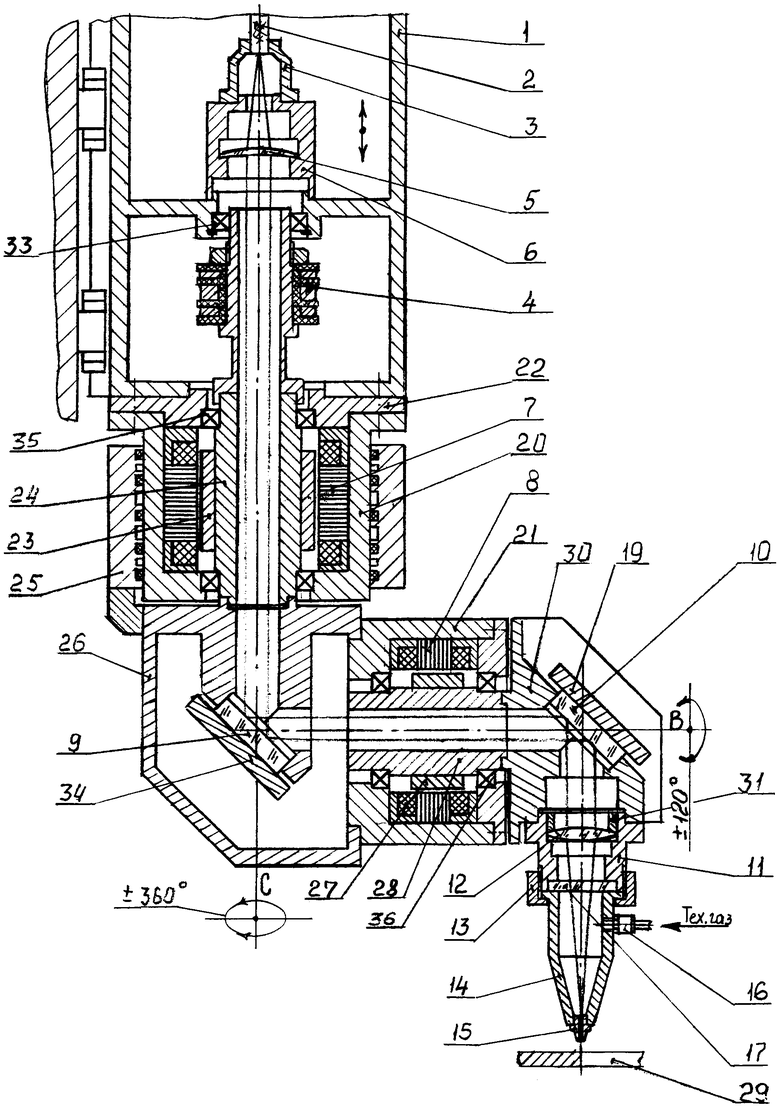
Устройство для резки волоконным лазером объемных деталей, содержащее поворотную лазерную режущую головку, включающую корпус с вертикальной осью вращения, установленный на нем корпус с горизонтальной осью вращения, и оптическую фокусирующую головку, при этом поворотная лазерная режущая головка установлена на полом суппорте, выполненном в виде вертикально перемещающегося ползуна, установленного на механической системе позиционирования и перемещения, а корпус с вертикальной осью вращения и корпус с горизонтальной осью вращения имеют электроприводы для их перемещения, выполнены полыми и снабжены поворотными призмами для транспортировки лазерного луча к оптической фокусирующей головке, отличающееся тем, что ползун выполнен с посадочным местом для установки коллиматора с размещенным на нем коннектором с волоконным кабелем, транспортирующим лазерное излучение, и снабжен полым валом, установленным соосно с коллиматором и несущим на своем нижнем конце корпус с вертикальной осью вращения и ротор вертикального электропривода, а корпус с горизонтальной осью вращения установлен на полом валу, который установлен в подшипниковых опорах промежуточного корпуса, установленного на вертикальном торце корпуса с вертикальной осью вращения, и несущего ротор горизонтального электропривода.
| Проспект фирмы «Prima Industrie», выставка Ганновер-2007 | |||
| СПОСОБ ПРОШИВКИ ПРЕЦИЗИОННЫХ ОТВЕРСТИЙ ЛАЗЕРНЫМ ИЗЛУЧЕНИЕМ | 2000 |
|
RU2192341C2 |
| СПОСОБ УДАЛЕНИЯ РАДИОАКТИВНОЙ ПЛЕНКИ С ПОВЕРХНОСТЕЙ ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2212067C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЛАЗЕРНОЙ СВАРКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2120364C1 |
| ЛАЗЕРНАЯ МАШИНА ДЛЯ РЕЗКИ ПЛОСКИХ ЗАГОТОВОК | 1992 |
|
RU2032514C1 |
| ЛАЗЕРНЫЙ ЛУЧЕВОЙ КАНАЛ УПРАВЛЕНИЯ С ВНЕШНИМ МОДУЛЕМ НАКАЧКИ | 2003 |
|
RU2261463C1 |
| US 4443684 A, 17.04.1984 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| А.Г.ГРИГОРЬЯНЦ и др | |||
| Технологические процессы лазерной обработки | |||
| - М.: изд-во МГТУ им | |||
| Н.Э.Баумана, 2006, с.41. | |||

