Область техники
Изобретение относится к лазерной технике, а более конкретно к обработке материалов лазерным лучом, к системам фокусировки и формирования лазерного пучка, и может быть использовано при размерной обработке с помощью иттербиевого волоконного лазера толстостенных изделий из металла и сотовых конструкций из полимерных композиционных материалов (ПКМ).
Уровень техники
При размерной обработке толстостенных изделий на лазерной режущей установке часто встречаются условия, где необходимо сформировать мощный лазерный пучок длинной каустики с относительно постоянным минимальным диаметром пучка по всей толщине обрабатываемого материала. Эти условия, прежде всего, относятся к так называемым «изделиям сотовых конструкций», когда обрабатываемый материал не сплошной, а состоит из отдельных пустотелых сот. При лазерной резке таких конструкций за счет неравномерности сечения сфокусированного пучка происходит резкое увеличение ширины реза на выходе из материала, либо первоначальной мощности лазерного излучения недостаточно для процесса газолазерной резки по всей толщине конструкции.
Известно устройство для фокусировки и формирования лазерного пучка с длинной каустикой по патенту РФ 94020941, кл. 6 G02B 11/00, 1996 г., согласно которому устройство состоит из вогнутого параболического зеркала (рефлектора) и вращающегося вокруг своей оптической оси выпуклого гиперболического зеркала (контррефлектора), установленных так, что их фокусы совпадают.
Устройство работает следующим образом. Лазерное излучение падает параллельно оптической оси рефлектора на короткофокусное вогнутое параболическое зеркало, которое направляет пучок в обратный фокус параболоида и гиперболоида, далее пучок, отражаясь от поверхности вращающегося гиперболического зеркала, фокусируется в точку, соответствующую фокусу второй ветви выпуклого гиперболоида. Выбор элементов схемы и их взаимное расположение позволяет сформировать мощный лазерный пучок в длинную каустику.
Недостатком данного устройства является сложность и большая стоимость изготовления таких зеркал, а также невозможность изменить фокусное расстояние и каустику при изменении и переналадке лазерной оптической режущей головки.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому эффекту является техническое решение, патент РФ 2140836С1, кл. В23к 26/02, 1999 г. В данном устройстве для фокусировки лазерного луча, содержащем корпус с фокусирующим зеркалом, защитный кожух, в центральной части которого расположено рассеивающее зеркало на стойках, введен механизм изменения геометрии лазерного луча, выполненный в виде зубчатых реек, расположенных на внутренней стенке защитного кожуха и на корпусе фокусирующей системы. Эти рейки входят в зацепление с шестернями приводов. Приводы расположены один во внутренней части корпуса, а другой на внешней его поверхности. Введение механизма изменения лазерного луча позволяет регулировать перетяжку и величину «пятна падения» лазерного луча.
Устройство работает следующим образом. Лазерный луч из излучателя с помощью поворотного зеркала попадает в корпус фокусирующей системы. В нем лазерный луч проходит через сквозной канал и попадает на рассеивающее зеркало, закрепленное посредством стоек к подвижному кожуху. Отразившись от него, лазерный луч попадает на фокусирующее зеркало, находящееся в нижней части корпуса. Далее сфокусированное излучение попадает на обрабатываемую деталь, образуя «пятно», плотность мощности в котором зависит от положения фокусирующей системы относительно самой детали.
При включенном приводе корпус фокусирующая система движется вверх, при этом увеличивается диаметр «пятна падения» лазерного луча, а плотность мощности уменьшается до минимума, при обратном движении корпуса, т.е. вниз, диаметр «пятна» уменьшается, а плотность мощности увеличивается до максимума. При включении привода кожуха изменяется длина «перетяжки» лазерного луча: вверх для увеличения длины «перетяжки», вниз для уменьшения длины «перетяжки».
Недостатком такого устройства является использование в фокусирующей системе двух зеркал, что затрудняет юстировку оптического резака, а также невозможность контролировать и изменять геометрию лазерного луча во время работы и тем самым автоматизировать сам процесс резки.
За рубежом проблему резки толстостенных материалов решают следующим образом. В оптический резак устанавливается длиннофокусная линза (F=7,5″), причем замена линзы осуществляется быстрой сменой картриджа с линзой в оптической головке без дальнейшей ее переюстировки. Для заглубления положения фокуса с учетом типа и толщины материала используется автоматизирующий регулирующий механизм AVTOLAS PLUS. Суть механизма заключается в том, что в транспортирующем оптическом тракте (полностью изолированном) поворотное зеркало, которое направляет лазерный луч в оптический резак, не плоское, а сферическое, с управляемой по программе ЧПУ кривизной (данная информация опубликована в источнике www.trumpf.com, 2009 г.). Но, к сожалению, данная технология возможна только для лазеров с малой расходимостью ~1 мрад (т.е. CO2-лазеров) и традиционного транспортирующего оптического тракта с поворотными зеркалами для иттербиевого волоконного лазера, где лазерный луч транспортируется по волоконному кабелю и на выходе из коннектора имеет большой угол расходимости, она не годится, так как «длина перетяжки», сформированная фокусирующей оптической головкой, недостаточна для качественной резки материалов толщиной более 10 мм.
Сущность изобретения
Задачей изобретения является создание конструкции фокусирующей оптической головки для лазерной режущей установки с волоконным лазером, позволяющей осуществлять качественную резку толстостенных деталей в автоматическом режиме толщиной до 20 мм. При этом установка должна быть проста по конструкции и в управлении.
Решение поставленной задачи достигается тем, что в устройстве для фокусировки лазерного излучения, преимущественно для режущей оптической головки, содержащей корпус оптической головки с установленными в нем узлом фокусирующей линзы, включающим корпус фокусирующей линзы с закрепленной в нем линзой, механизм изменения геометрии лазерного луча и сопло оптической головки, механизм изменения геометрии лазерного луча снабжен устройством управления, выполненным в виде задающего генератора прямоугольных импульсов и усилителя электрических сигналов, и выполнен в виде набора «стопы» отдельных кольцевых пьезоэлектрических элементов с напыленными электродами. "Стопа" пьезоэлектрических элементов установлена подвижно и соосно оси оптической головки в ее корпусе, кроме того, связана с торцом корпуса фокусирующей линзы. При этом "стопа", узел фокусирующей линзы и резиновая прокладка поджаты к дну цилиндрической выточки при помощи резьбового кольца, корпус фокусирующей линзы установлен в корпусе оптической головки на упругую резиновую прокладку, а усилитель электрических сигналов связан с электродами.
Такое решение задачи позволяет осуществить качественную резку толстостенных материалов до 20 мм, управляя процессом изменения положения фокального пятна по глубине обрабатываемого материала во время обработки материала синхронно с перемещением с точностью 0,1 мм.
Изобретение поясняется чертежом, на котором изображен общий вид устройства фокусирующей оптической головки.
Осуществление изобретения
Лазерная режущая оптическая головка работает в составе лазерной режущей установки с волоконным иттербиевым лазером и предназначена для резки материалов толщиной до 20 мм.
Режущая оптическая головка включает в себя корпус оптической головки 1 (чертеж), узел фокусирующей линзы 3, механизм изменения геометрии лазерного луча, включающий пьезоэлектрический элемент 9, устройство управления пьезоэлектрическим элементом 10 и резиновую прокладку 11, сопло оптической головки 5.
Корпус оптической головки 1 выполнен из конструкционной стали с цилиндрической выточкой в верхней части для размещения по скользящей посадке пьезоэлектрического элемента 9 и корпуса линзы 2. В нижней части корпуса 1 имеется цилиндрическое гнездо, где расположено защитное окно 8, которое поджимается конусным соплом 5 с помощью накидной гайки 4. Также в корпусе оптической головки 1 выполнены отверстие для прохождения электропровода от электронного источника управления и лапки, снабженные отверстиями 13 для соосного присоединения корпуса оптической головки к суппорту 15 лазерного станка с помощью крепежных элементов.
Узел фокусирующей линзы выполнен с фокусирующей линзой 3, закрепленной в корпусе линзы 2 при помощи стопорного кольца 16. Корпус линзы размещен в верхней части корпуса оптической головки 1.
Механизм изменения геометрии лазерного луча выполнен в виде пьезоэлектрического элемента 9, устройства управления пьезоэлектрическим элементом 10 и упругой резиновой прокладки 11.
Пьезоэлектрический элемент 9 выполнен в виде набора «стопы» отдельных элементов, которые представляют собой кольцо диаметром 37,5/25,4 мм, толщиной 1,5 мм, выполненных из специальной пьезокерамики путем горячего литья. На поверхности элементов с обеих сторон нанесены кольцевые электроды для обеспечения электрического контакта между элементами. Такой пьезокерамический элемент называют актюатором (пьезопривод). Он построен на принципе обратного пьезоэффекта и преобразует электрическую величину (напряжение или заряд) в механическую (сдвиг) рабочего тела. Актюаторы могут работать в осевом направлении. Для этого заготовки актюатора помещают в сильное электрическое поле при температуре точки Кюри с выбранным направлением поляризации, так как величина сдвига исчисляется долями миллиметра, то для увеличения размера сдвига они собираются в многослойные пакеты - «стопа». Пьезоэлектрический элемент 9 и корпус линзы 2 связаны между собой с помощью специального клея марки «момент» клеевым соединением по торцу корпуса линзы 2.
Упругая резиновая прокладка 11 выполнена в виде кольца и расположена на дне цилиндрического отверстия корпуса оптической системы 1 для гашения вибраций узла фокусирующей линзы.
Пьезоэлектрический элемент 9 установлен подвижно в цилиндрической выточке оптической головки 1, при этом "стопа" 9, узел фокусирующей линзы 3 и резиновая прокладка 11 поджаты к дну цилиндрической выточки при помощи резьбового кольца 14.
Устройство управления пьезоэлектрическим элементом 10 состоит из стандартного задающего генератора прямоугольных импульсов (например, Г5-15) и усилителя электрических сигналов. Сам электрический сигнал подводится к пьезоэлектрическому элементу с помощью соединительного провода, для чего в корпусе 1 имеется специальное отверстие.
Сопло оптической головки 5 выполнено в виде медного конического корпуса, снабженного мундштуком 7. Сам мундштук 7 изолирован от сопла 5 керамической прокладкой 18 и является одновременно сенсорным датчиком емкостного типа для поддержания рабочего зазора между поверхностью обрабатываемой детали 12 и самим мундштуком 7. На боковой поверхности сопла 5 имеется штуцер 6 для подачи технологического газа в рабочую зону резки.
Устройство работает следующим образом.
Луч от источника лазерного излучения (волоконного иттербиевого лазера λ=1,07 мкм) после коллиматора направляется с помощью поворотного зеркала 17, закрепленного в суппорте лазерной режущей установки, в оптическую головку на фокусирующую линзу 3. Далее сфокусированный луч проходит защитное стекло 8 и мундштук 7, попадает на поверхность обрабатываемого изделия 12. Одновременно через штуцер 6 соосно лазерному лучу подается технологический газ для выноса продуктов распада из зоны резки.
При подаче электрического сигнала от электронного источника 10 на пьезоэлектрический элемент 9 он изменяет свою длину вдоль оптической оси распространения лазерного луча пропорционально приложенному напряжению и с частотой, заданной электронным источником, и тем самым перемещает корпус линзы 2 с фокусирующей линзой 3 в возвратно-поступательном направлении на величину ±Δl.
Эта зависимость выражается формулой (1)

где Δl - изменение длины пьезоэлектрического элемента, мм;
ΔV - изменение величины напряжения, подаваемого на пьезоэлемент, B;
K - коэффициент пропорциональности, зависящий от материала пьезоэлектрического элемента, В/мм.
Для точного значения изменения длины (сдвига) актюатора от поданного на него напряжения строится градуировочная кривая.
Количество пьезоэлектрических элементов 9 выбирается из условия необходимого изменения положения фокального пятна лазерного излучения по глубине обрабатываемого материала 12, а частота электрического сигнала выбирается из условия скорости резки и диаметра сфокусированного пятна. Т.е. за время перемещения оптической головки на величину, равную половине диаметра сфокусированного пятна, фокусирующая линза 3 должна переместиться на величину, равную 1/2 толщине обрабатываемого материала.
Таким образом, подавая определенный сигнал с электронного источника 10 на пьезоэлектрический элемент 9, мы можем управлять изменением положения фокальной плоскости фокусирующей линзы 3 по глубине обрабатываемого материала 12 и тем самым удлинять «перетяжку» лазерного луча, что способствует качественной обработке толстостенных материалов и изделий «сотовых» конструкций. Величина сигнала и его частота устанавливаются задающим генератором предварительно в ручном режиме в зависимости от толщины и типа материала, а затем включаются и выключаются по рабочей программе, управляемой с лазерной режущей установки ЧПУ. Например:
Проводилась резка изделия сотовой конструкции h=15 мм со скоростью V=1,2 м/мин иттербиевым волоконным лазером (λ=1,07 мкм) ЛС-2 мощностью 2кВт с фокусирующей линзой F=150 мм и диаметром сфокусированного пятна ~120 мкм, со следующими параметрами электрического сигнала: ΔV=1000 В; ν=500 Гц.
При числе набранных пьезоэлектрических элементов, равных 10, изменение положения фокального пятна лазерного излучения по глубине обрабатываемого материала Δ1 составляло ±5 мм. В результате получено хорошее качество реза с сохранение геометрии сотовой конструкции.
Применение предлагаемого устройства в лазерных режущих установках с иттербиевым волоконным лазером позволит расшить номенклатуру обрабатываемых изделий толщиной до 20 мм, а также улучшить качество реза и увеличить скорость обработки. При этом установка проста по конструкции и технологична в обслуживании.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ТОЛСТОСТЕННЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ ВЫСОКОПРОЧНЫХ МАРОК СТАЛИ | 2018 |
|
RU2678110C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОЙ ОПТИЧЕСКОЙ ВОЛНОВОДНОЙ СТРУКТУРЫ | 2015 |
|
RU2617455C1 |
| ЛАЗЕРНАЯ ФОКУСИРУЮЩАЯ ГОЛОВКА С ЛИНЗАМИ ИЗ ZnS, ИМЕЮЩИМИ ТОЛЩИНУ ПО КРАЯМ, ПО МЕНЬШЕЙ МЕРЕ, 5 мм, И УСТАНОВКА И СПОСОБ ЛАЗЕРНОЙ РЕЗКИ С ИСПОЛЬЗОВАНИЕМ ОДНОЙ ТАКОЙ ФОКУСИРУЮЩЕЙ ГОЛОВКИ | 2010 |
|
RU2553152C2 |
| ГОЛОВКА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ С ДВУМЯ ПОДВИЖНЫМИ ЗЕРКАЛАМИ ДЛЯ РЕГУЛИРОВКИ ПУЧКА И/ИЛИ КОЛЕБАТЕЛЬНОГО ДВИЖЕНИЯ | 2017 |
|
RU2740931C2 |
| СИСТЕМЫ И СПОСОБЫ КОНТРОЛЯ И/ИЛИ УПРАВЛЕНИЯ ОБРАБОТКОЙ С ВОБУЛЯЦИЕЙ С ИСПОЛЬЗОВАНИЕМ ВСТРОЕННОЙ КОГЕРЕНТНОЙ ВИЗУАЛИЗАЦИИ (ICI) | 2019 |
|
RU2795069C2 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2528287C2 |
| Лазерная оптическая головка | 2020 |
|
RU2741035C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВОЛОКОННЫМ ЛАЗЕРОМ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2386523C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА С УПРАВЛЕНИЕМ ПОЛОЖЕНИЕМ ОПТИЧЕСКОЙ ОСИ ЛАЗЕРА ОТНОСИТЕЛЬНО ПОТОКА ЗАЩИТНОГО ГАЗА, ВКЛЮЧАЯ УСТАНОВКУ И КОМПЬЮТЕРНУЮ ПРОГРАММУ ДЛЯ РЕАЛИЗАЦИИ УПОМЯНУТОГО СПОСОБА | 2017 |
|
RU2750781C2 |
| ВОЛОКОННЫЙ ЛАЗЕР С ВНУТРИРЕЗОНАТОРНЫМ УДВОЕНИЕМ ЧАСТОТЫ (ВАРИАНТЫ) | 2006 |
|
RU2328064C2 |
Устройство содержит корпус оптической головки с установленными в нем узлом фокусирующей линзы, механизм изменения геометрии лазерного луча и сопло оптической головки. Узел фокусирующей линзы включает корпус фокусирующей линзы с закрепленной в нем линзой. Механизм изменения геометрии лазерного луча снабжен устройством управления и выполнен в виде набора «стопы» отдельных кольцевых пьезоэлектрических элементов с напыленными электродами. Устройство управления выполнено в виде задающего генератора прямоугольных импульсов и усилителя электрических сигналов. Набор пьезоэлектрических элементов установлен подвижно и соосно оси оптической головки в ее корпусе и связан с торцом корпуса фокусирующей линзы. Корпус фокусирующей линзы установлен в корпусе оптической головки на упругую резиновую прокладку. "Стопа", узел фокусирующей линзы и резиновая прокладка поджаты к дну цилиндрической выточки при помощи резьбового кольца. Усилитель электрических сигналов связан с электродами. Технический результат - создание простой по конструкции и в управлении фокусирующей оптической головки для лазерной режущей установки с волоконным лазером, позволяющей осуществлять качественную резку толстостенных деталей в автоматическом режиме толщиной до 20 мм. 1 ил.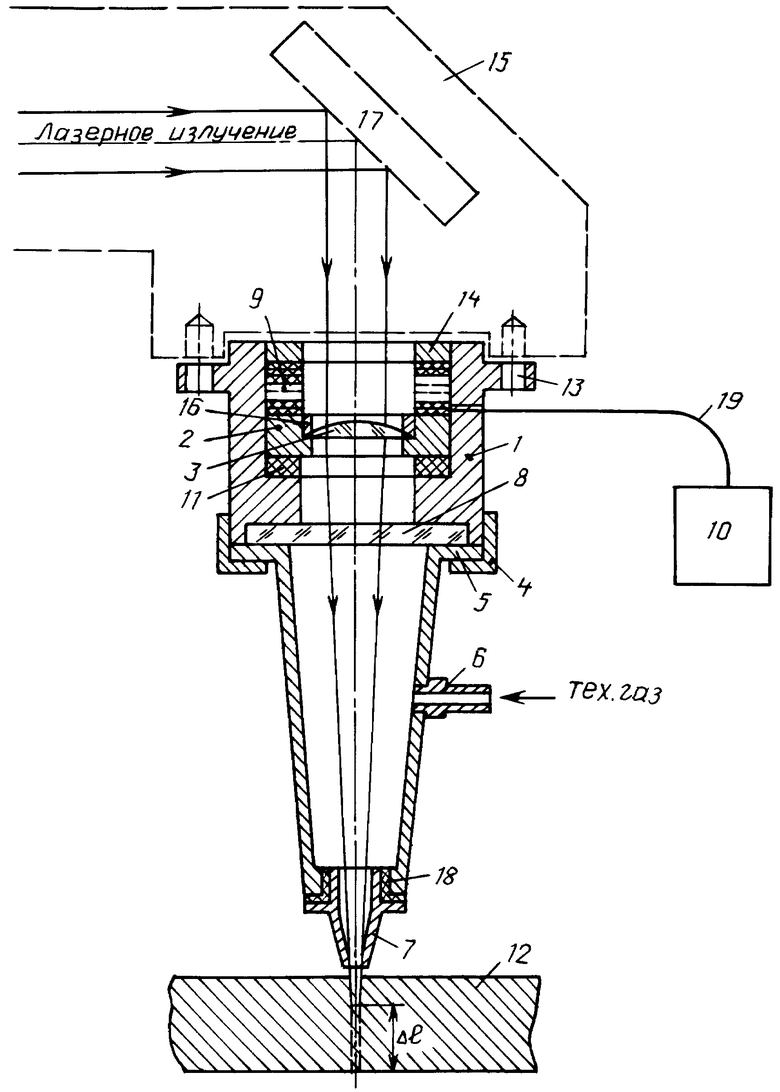
Устройство для фокусировки лазерного излучения, преимущественно для режущей оптической головки, содержащей корпус оптической головки с установленными в нем узлом фокусирующей линзы, включающим корпус фокусирующей линзы с закрепленной в нем линзой, механизм изменения геометрии лазерного луча и сопло оптической головки,
отличающееся тем, что механизм изменения геометрии лазерного луча снабжен устройством управления, выполненным в виде задающего генератора прямоугольных импульсов и усилителя электрических сигналов, и выполнен в виде набора «стопы» отдельных кольцевых пьезоэлектрических элементов с напыленными электродами, установленной подвижно и соосно оси оптической головки в ее корпусе и связанной с торцом корпуса фокусирующей линзы, а корпус фокусирующей линзы установлен в корпусе оптической головки на упругую резиновую прокладку, при этом "стопа", узел фокусирующей линзы и резиновая прокладка поджаты к дну цилиндрической выточки при помощи резьбового кольца, а усилитель электрических сигналов связан с электродами.
| УСТРОЙСТВО ДЛЯ ФОКУСИРОВКИ ЛАЗЕРНОГО ЛУЧА | 1998 |
|
RU2140836C1 |
| Устройство для лазерной обработки | 1990 |
|
SU1757827A1 |
| СПОСОБ ФОКУСИРОВКИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2278404C2 |
| Осеменительный шприц к аппарату для искусственного осеменения пчелиных маток | 1986 |
|
SU1412685A1 |

