Изобретение относится к пайке, в частности к способам контроля качества паяных соединений, и может быть использовано при контроле качества монтажа печатных плат.
Цель изобретения - повышение производительности и качества контроля, а также исключение повреждения поверхности элементов паяного соединения.
На чертеже показана схема контроля качества паяного соединения.
Способ осуществляют следующим образом.
Через контролируемое паяное соединение пропускают электрический ток. На соединение воздействуют механической вибрацией, возбуждаемой пульсирующим потоком сжатого газа. Одновременно измеряют магнитное поле, наведенное электрическим током, проходящим через испытуемое соединение, и по его изменению определяют качество пайки.
Сущность способа заключается в том, что при воздействии пульсирующим сжатым газом (воздухом) на некачественное паяное электрическое соединение (например, на непропаянный вывод микросхемы с пленарными выводами), находящееся под рабочим напряжением, через него протекает прерывистый электрический ток, так как непропаянный вывод начинает колебаться в такт воздействующего на него пульсирующего сжатого газа (воздуха). Вокруг этого соединения образуется прерывистое электромагнитное поле, которое воспринимается датчиком, находящимся в непосредственной близости от контролируемого электрического соединения. Датчиком принимают магнитную составляющую электромагнитного излучения, которая наводит в нем ЭДС. Эту ЭДС усиливают, измеряют, регистрируя координаты некачественного электрического соединения. По наличию ЭДС определяют дефектное паяное соединение.
Пример. Исследуемую плату 1 с распаяными микросхемами 2, посредством выводов 3 на печатные дорожки 4 (контактные площадки), запитывают рабочим напряжением, например5 В от источника питания через клеммы 5. Воздуховод 6 с закрепленными жестко на нем прерывателем 7 потока воздуха и датчиком 8 вручную устанавливают непосредственно над контролируемым паяным соединением (например, над выводом 3 микросхемы 2 таким образом, чтобы выходное отверстие воздуховода 6 было направлено на вывод 3, а датчик 9 был расположен вдоль вывода 3 (т.е. вдоль электрической цепи, которой принадлежит
контролируемое паяное соединение). На вход воздуховода 6 подают сжатый газ (воздух), например из магистрали давлением 2,0 атм. Прерывателем 7 и подвижной заслонкой 10, которая периодически перекрывает отверстие воздуховода 6, например от электромагнита (не показано) создается пульсирующий поток газа (воздуха), который через выходное отверстие воздуховода воздействует на контролируемое паяное соединение. При наличии непропаянного соединения вывод 3 микросхемы 2 начинает колебаться в такт пульсирующему потоку сжатого воздуха. Через электрическую цепь, которой принадлежит дефектное, паяное соединение (вывод 3 непропаянный), начинает протекать прерывистый электрический ток.
Вокруг электрической цепи (вывода 3
микросхемы 2) образуется пульсирующее электромагнитное излучение, магнитная составляющая которого пересекает зазор полюса сердечника датчика 9, в котором, в свою очередь, возбуждается пульсирующий
магнитный поток. В обмотке 11 наводится этим потоком ЭДС, которая подается на импульсный усилитель, где она увеличивается до уровня, достаточного для регистрации ее блоком индикации. Если пайка качественная, то не будет наводиться ЭДС в приемном датчике 9 и не будет отклоняться стрелка блока индикации. Аналогично контролируются все паяные соединения контролируемой печатной платы.
В отличие от прототипа, в котором измерительный прибор необходимо подключать поочередно к каждой электрической цепи, паяным соединением которой передается механическая вибрация вибратором, в
предлагаемом способе наличие дефектной
пайки регистрируется без дополнительной операции поочередного подключения измерительного прибора к исследуемой электрической цепи, так как блок индикации соединен постоянно с датчиком 9 через усилитель, что обеспечивает повышение произ- водительности контроля. .Поэышение чувствительности достигается тем, что датчик 9 располагается в непосредственной близости над контролируемым паяным соединением, а повышение качества контроля обеспечивается исключением повреждения поверхности элементов паяного соединения вибратором, так как при контроле вибрацию элементов дефектных паяных соединений осуществляют пульсирующим потоком сжатого газа (воздуха).
0
5
Формула изобретения Способ контроля паяных соединений, при котором через элементы паяного соединения пропускают электрический ток, воздействуют на них механической вибрацией и по изменению электрического тока определяют качество соединения, отличающийся тем, что, с целью повышения производительности и качества контроля, а также исключение повреждения поверхности элементов паяного соединения, вибрацию возбуждают пульсирующим потоком сжатого газа, а об изменении электрического тока в данном соединении судят по изменению магнитного поля, наведенного электрическим током, проходящим через испытуемое соединение.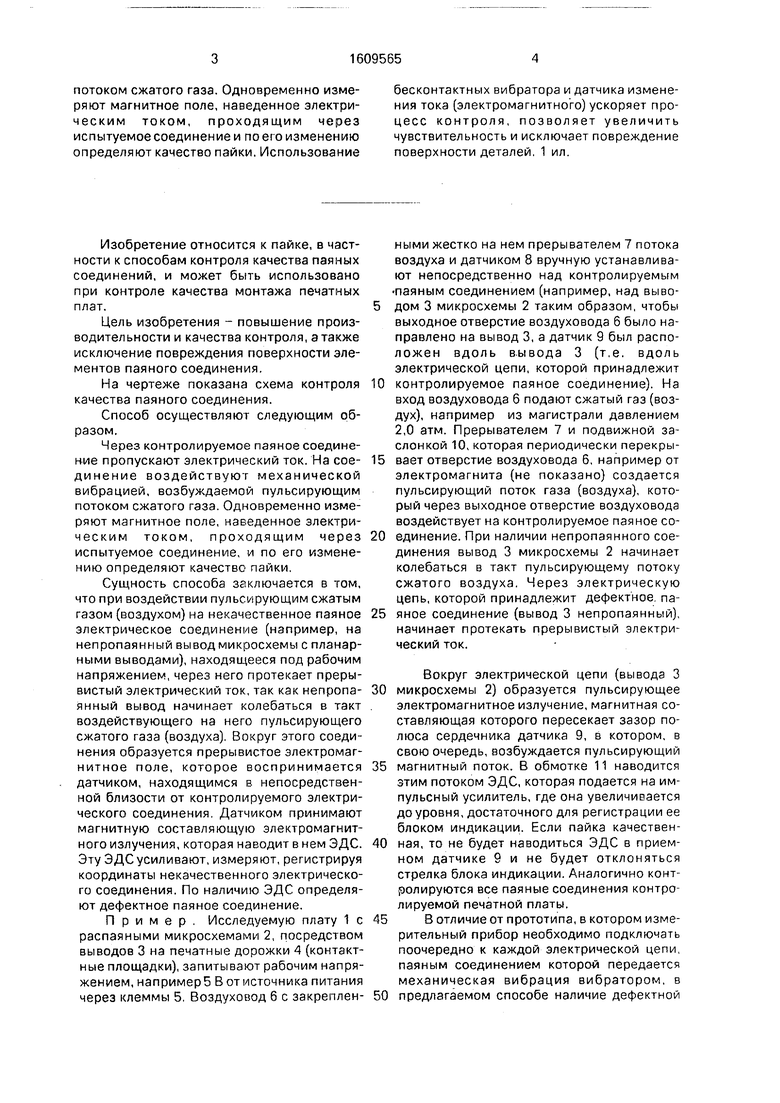

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ локализации некачественного электрического соединения | 1990 |
|
SU1782701A2 |
| Устройство поиска дефектных паяных соединений | 1986 |
|
SU1377780A1 |
| Устройство для испытаний паяных соединений | 1987 |
|
SU1478166A1 |
| Способ испытаний электрических цепей на наличие некачественных соединений | 1985 |
|
SU1308951A1 |
| Устройство контроля паяных соединений | 1983 |
|
SU1128201A1 |
| СПОСОБ ОЦЕНКИ КАЧЕСТВА ПАЯНОГО СОЕДИНЕНИЯ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2014 |
|
RU2572791C2 |
| Способ вихретокового контроля качества пайки соединений токоведущих шин сверхпроводящих электромагнитов | 2019 |
|
RU2726910C1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1994 |
|
RU2072283C1 |
| Способ пайки световым лучом радиоэлементов на печатные платы с контролем температуры пайки | 1991 |
|
SU1816583A1 |
| СПОСОБ ПАЙКИ БЕЗВЫВОДНЫХ ЭЛЕКТРОРАДИОИЗДЕЛИЙ НА ПЕЧАТНУЮ ПЛАТУ | 2006 |
|
RU2311272C1 |
Изобретение относится к пайке соединений и может быть использовано при контроле качества монтажа печатных плат. Цель изобретения - повышение производительности и качества контроля, а также исключение повреждения поверхности элементов паяного соединения. Через контролируемое паяное соединение пропускают электрический ток. На соединение воздействуют механической вибрацией, возбуждаемой пульсирующим потоком сжатого газа. Одновременно измеряют магнитное поле, наведенное электрическим током, проходящим через испытуемое соединение и по его изменению определяют качество пайки. Использование бесконтактных вибратора и датчика изменения тока (электромагнитного) ускоряет процесс контроля, позволяет увеличить чувствительность и исключает повреждение поверхности деталей. 1 ил.
| Мазур А.И., Алехин В.П., Шоршоров М.Х | |||
| Процессы сварки и пайки в производстве полупроводниковых приборов | |||
| М.: Радио и связь | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| с | |||
| Деревянный коленчатый рычаг | 1919 |
|
SU150A1 |
| СИСТЕМА ОЧИСТКИ ГАЗА | 2006 |
|
RU2441690C2 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| От магистрали сжатого доздуха | |||
