Изобретение относится к пайке, в частности к способам контроля качества паяных соединений, и может быть использовано при контроле качества монтажа печатных плат.
Цель изобретения - повышение качества и достоверности контроля путем исключения пропусков дефектных паяных соединений.
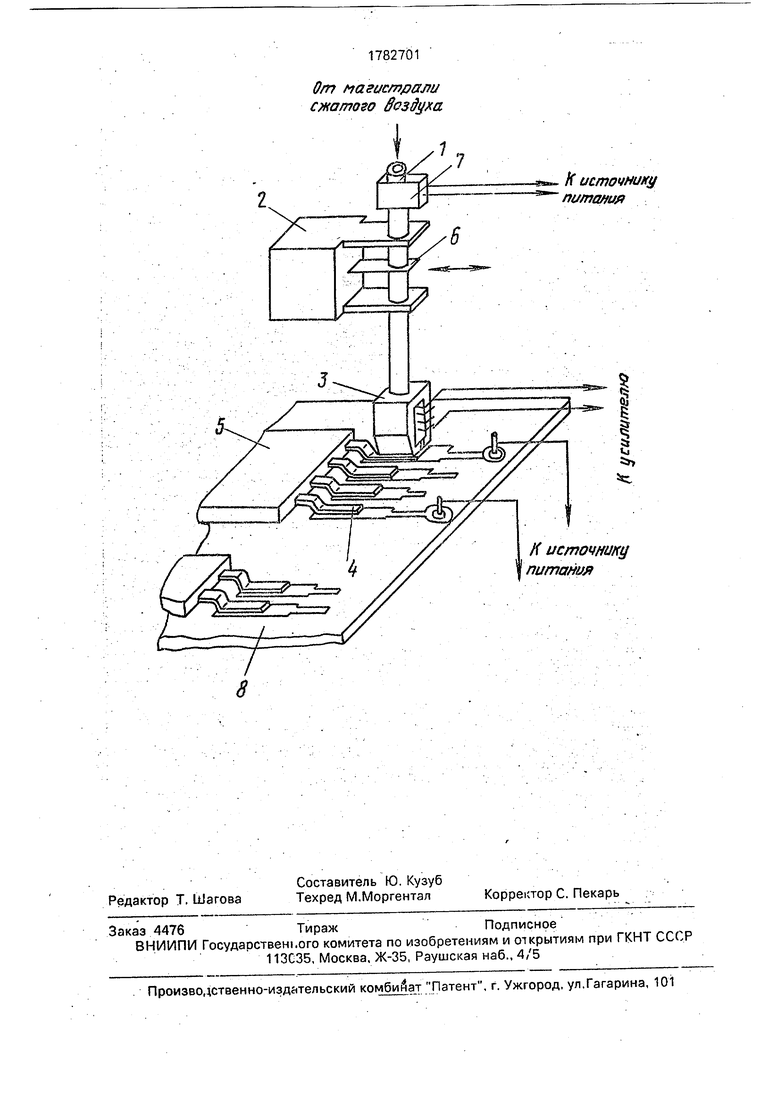
На чертеже показана схема контроля качества паяного соединения.
Способ реализуется следующим образом.
Через контролируемое паяное соединение пропускают электрический ток. На соединение воздействуют механической вибрацией, возбуждаемой пульсирующим потоком сжатого нагретого газа. Температура нагрева газа удовлетворяет условию.
Тпл.пр Тг Тф
где Тг - температура пульсирующего потока газа;Тпл.ф. - температура плавления флюса;
Тпл.пр. -температура плавления припоя.
Одновременно измеряют магнитное поле, наведенное электрическим током, проходящим через испытуемое соединение и по его изменению определяют качество пайки Сущность способа заключается в том. что при воздействии пульсирующим сжатым нагретым газом (воздухом) на некачественные паяное электрическое соединение (например, на непропаянный вывод микросхемы с пленарными выводами), детали которого загрязнены (склеены) остатками флюса, остатки флюса расплавляются и возбуждаются механические колебания деталей паяного дефектного соединения. Вокруг этого соди- нения образуется прерывистое электромагнитное поле, которое воспринимается датчиком, находящимся в непосредственной близости от контролируемого электрическое соединения.
Датчиком принимают магнитную составляющую электромагнитного излучения, которая наводит в нем ЭДС. По наличию ЭДС определяют дефектное паяное соединение.
Пример. Исследуемую плату с распаянными микросхемами, посредством выводов на печатные дорожки (контактные площадки), запитывают рабочим напряже(Л
С
«зад
х|
55
нием, например, +5 В, от источника питания через клеммы.
На чертеже дано устройство для осуществления способа,
Воздуховод 1 с закрепленными жестко на нем прерывателем 2 потока газа (воздуха) и датчиком 3 устанавливают непосредст- венно над контролируемым паяным соединением (например, над выводом 4 микросхемы 5 таким образом, чтобы выходное отверстие воздуховода 1 было направлено на вывод 4, а датчик 3 был расположен вдоль вывода 4), т.е. вдоль электрической цепи, которой принадлежит контролируемое паяное соединение. На вход воздуховода 1 через нагреватель подают сжатый газ (воздух), например, из магистрали давлением 2,0 атмосферы. Температура газа контролируется термопарой и из мерительным прибором. Прерывателем 2 и подвижной заслонкой 6, которая периодически перекрывает отверстие воздуховода 1, например, с приводом от электромагнита, на чертеже не показанном, создается пульсирующий поток нагретого газа (воздуха), который через выходное отверстие воздуховода воздействует на контролируемое паяное соединение. При наличии непропаянного соединения, элементы которого загрязнены (и склеены) остатками флюса, остатки флюса расплавляются и возбуждаются механические колебания деталей паяного дефектного соединения. Через электрическую цепь которой принадлежит дефектное паяное соединение (вывод 1 непропаянный), начинает протекать прерывистый электрический ток. Вокруг электрической цепи (вывода 4 микросхемы 5) образуется пульсирующее электромагнитное излучение, магнитная составляющая которого пересекает зазор полюса сердечника датчика 3, в котором в свою очередь возбуждается пульсирующий магнитный поток. В обмотке наводится этим потоком ЭДС, которая подается на импульсный усилитель, где она увеличивается до уровня, достаточного для регистрации ее блоком индикации. Если пайка качественная, то не наводится ЭДС в приемном датчике 7 и не будет регистрироваться блоком
индикации. Аналогично контролируются все паяные соединения контролируемой печатной платы . В отличие от прототипа, в котором при локализации некачественного
электрического соединения возбуждают вибрацию элементов паяного соединения не нагретым пульсирующим потоком газа, что приводит к пропуску дефектных паяных соединений, у которых остатки флюса для
пайки склеивают детали дефектного паяного соединения и препятствуют их взаимному смещению при воздействии на соединение пульсирующего потока газа, что снижает достоверность и производительность контроля, в данном способе возбуждают вибрацию элементов паяного соединения нагретым пульсирующим потоком газа, при этом температура газа устанавливается такой, что обеспечивает
расплавление остатков флюса в дефектных паяных соединениях и как следствие возбуждение вибрации элементов дефектного (непропай) паяного соединения. Через электрическую цепь, которой принадлежит дефектное паяное соединение (например, непропай с загрязнением элементов остатками флюса), начинает протекать прерывистый электрический ток. Вокруг дефектного паяного соединения образуется прерывистое электромагнитное поле, которое воздействует на датчик. Датчик принимает магнитную составляющую электромагнитного излучения, которая наводит в нем ЭДС. По наличию ЭДС на обмотке датчика выявляют дефектное паяное соединение.
Формула изобретения
Способ локализации некачественного электрического соединения по авт.св. № 1609565, отличающийся тем, что, с целью повышения качества и достоверности контроля путем исключения пропусков дефектных паяных соединений, температура газа Тг, возбуждающего вибрацию эле- ментов паяного соединения, удовлетворяет условию
Тпл.пр - Тг Тпл.ф1 где Тпл ф. - температура плавления флюса;
Тпл пр -температура плавления припоя
От магистрали сжатого Йаздуха
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля паяных соединений | 1989 |
|
SU1609565A1 |
| Устройство поиска дефектных паяных соединений | 1986 |
|
SU1377780A1 |
| Устройство для испытаний паяных соединений | 1987 |
|
SU1478166A1 |
| Способ испытаний электрических цепей на наличие некачественных соединений | 1985 |
|
SU1308951A1 |
| СПОСОБ ВАКУУМНОЙ ПАЙКИ ПРИПОЙНЫХ ШАРИКОВ НА ВЫВОДНЫЕ ПЛОЩАДКИ МЕТАЛЛОКЕРАМИЧЕСКИХ КОРПУСОВ МАТРИЧНОГО ТИПА | 2022 |
|
RU2812158C1 |
| СПОСОБ ПАЙКИ БЕЗВЫВОДНЫХ ЭЛЕКТРОРАДИОИЗДЕЛИЙ НА ПЕЧАТНУЮ ПЛАТУ | 2006 |
|
RU2311272C1 |
| Способ пайки элементов радиоэлектронной аппаратуры | 1988 |
|
SU1590242A1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1994 |
|
RU2072283C1 |
| ЭЛЕКТРОННАЯ ПЛАТА С ВСТРОЕННЫМ НАГРЕВАТЕЛЬНЫМ СОПРОТИВЛЕНИЕМ | 2008 |
|
RU2484607C2 |
| Способ пайки световым лучом радиоэлементов на печатные платы с контролем температуры пайки | 1991 |
|
SU1816583A1 |
Изобретение касается пайка и может быть использовано для контроля качества паяных соединений при монтаже печатных плат, заключающегося в воздействии пульсирующим сжатым нагретым газом на некачественное соединение с температурой, удовлетворяющей условию Тпл.пр Тг ТПл ф, где Тпл.пр - температура плавления припая; Тг - температура пульсирующего потока газа; ТПл ф - температура плавления флюса. 1 ил.
Н источнику питания
К источнику питания
| Способ контроля паяных соединений | 1989 |
|
SU1609565A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
