Изобретение относится к переработкеПри этом за1срепленные шарнирно на
пластмасс и может быть использовано в-хи-радиальных выступах 16 полой вставки 15
мической промышленности в литьевых фор-дополнительные двуплечие рычаги 25, взаимах для изготовления полимерных изделиймодействуя своими выступами 28 с отклос поднутрениями, располох енными внутри g няющим буртом 29 пуансона 4, поворачи- полости изделия.ваются на оси 27 и через шарнир 24 повоЦель изобретения - повышение надеж-рачивают двуплечие рычаги 7, выводя их
из зоны поднутрения, при этом сжимающий элемент 8 не препятствует развороту рычаности работы формы и расширение ее технологических возможностей.
На фиг. 1 изображена литьевая форма,
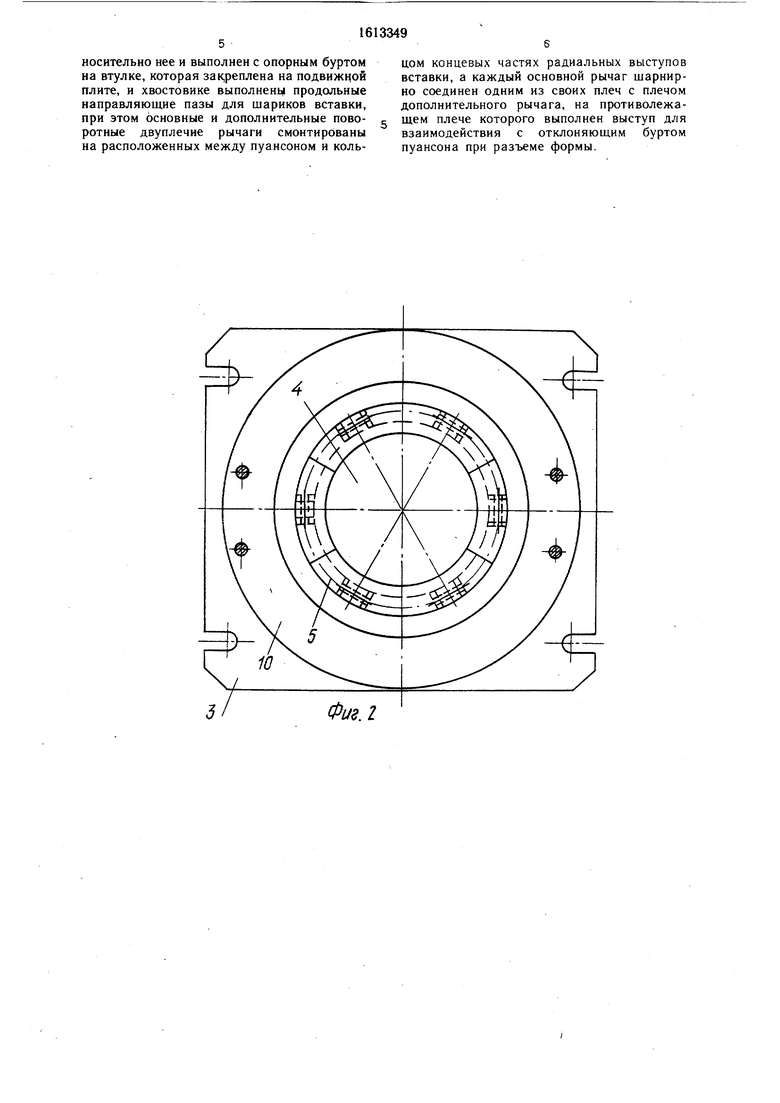
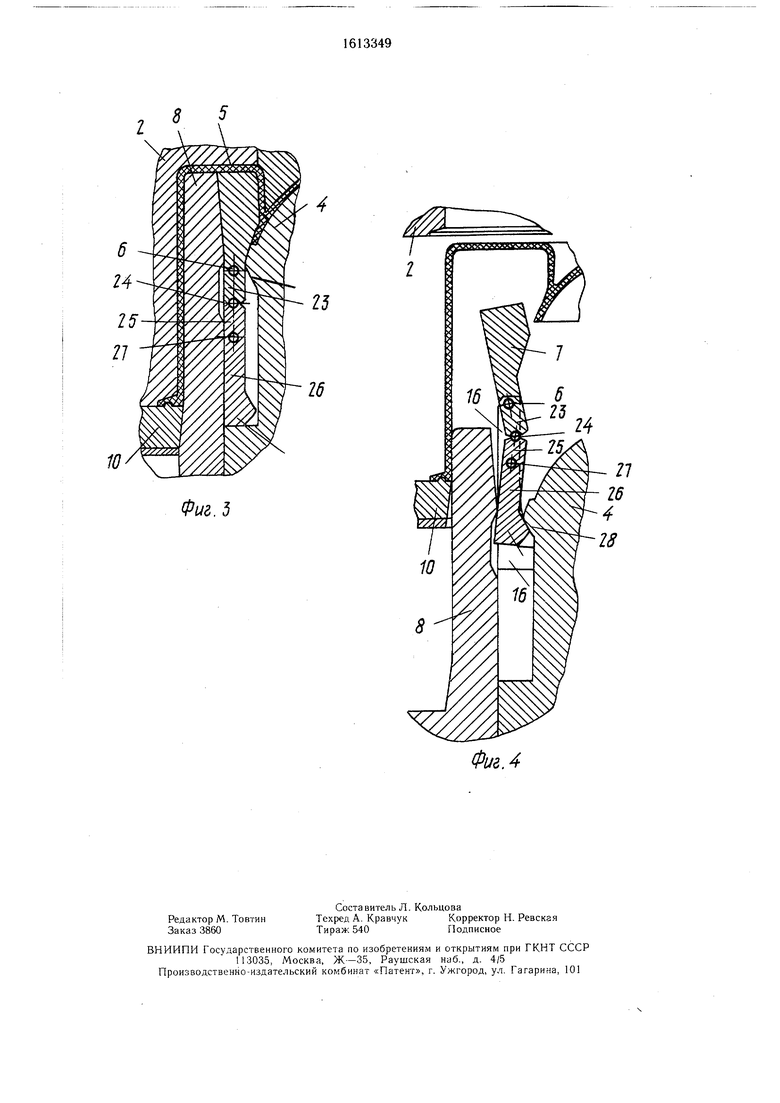
продольный разрез; на фиг. 2 - подвижная Q взаимодействия с ним. Параллельно с перечасть формы, вид в плане; на фиг. 3- частьмеш,ением полой вставки 15 за счет тяг 9
га 7, так как ось 6 рычага 7 вышла из зоны
Iформы, разрез по разжимному сегменту со- )Ставного знака после заливки изделия; на фиг. 4 - то же, в момент съема изделия пос- :ле отливки.
Литьевая форма содержит неподвижную .литниковую плиту 1 с закрепленной на ней матрицей 2, подвижную плиту 3 с пуансоном 4 и расположенными вокруг него разжимными сегментами составного знака 5, выполненными в виде установленных на осях 6 основных-поворотных двуплечих рычагов 7, охватываемых сжимаюш,им элементом 8, который имеет форму кольца, установленную на тягах 9 плиту 10 съема, и хвостовик 11.
происходит съем изделия плитой съема 10.
В процессе перемеш,ения хвостовика 11 совместно с полой вставкой 15 шарики 18, 5 перемеш,аясь в пазах 19 втулки 13, выбрав ход, взаимодействуют после перемещения в радиальных отверстиях 17 с пазом 30 полой вставки 15.
После съема изделия благодаря взаимодействию полой вставки 15 с хвостовиком 11 вся система возвращается в исходное положение, при этом пружина 14 снижает на-, грузку на шарики 18, помогая возвратиться полой вставке 15 с установленными на ее выступах 16 разжимными сегментами.
Предложенное техническое решение позволяет повысить надежность работы формы и расширить технологические ее возмож20
25
Предложенное техническое решение позволяет повысить надежность работы формы и расширить технологические ее возможПуансон 4 выполнен полым, имеет продольные прорези 12 и закреплен на подвиж-ности. Благодаря прорезям в полом пуан- ной плите 3 соосно с установленной на ней соне 4 литьевая форма имеет меньшие га- втулкой 13, в которой размещена подпру- бариты, так как система разжимных сег- жиненная пружиной 14 относительно пуан- ЗО ментов и выталкивания расположена внутри
пуансона. Данное решение обеспечивает изготовление изделий с различными параметрами величин поднутрений, что необходимо для формования поддонов различных
сона 4, цилиндрическая полая вставка 15 с расположенными в прорезях 12 пуансона 4 радиальными выступами 16 и размещенными в радиальных отверстиях 17 шариками 18, входящими в продолы ые направляющие пазы 19, выполненные на втулке 13 к 35 I установленном во вставке 15 подпружинбн- I ном пружиной 20 хвостовике 11, снабженном : упорным буртом 21, при этом каждый из ос- ; новных поворотных рычагов 7 составного
типов воздухоочистителей.
Формула изобретения
Литьевая форма для изготовления изделий из пластмасс, содержащая неподвиж- знака 5 установлен на расположенной междуную литниковую плиту с закрепленной на ней
пуансоном 4 и кольцом 8 концевой части 22матрицей, подвижную плиту, полый пуансон,
радиального выступа 16 цилиндрическойсмонтированный на подвижной плите соосно
полой вставки 15 и одним нз своих плеч 23втулке и выполненный с отклоняющим бурсцеплен щарниром 24 с плечом 25 допол-том, расположенные вокруг пуансона разнительного двуплечего рычага 26, установ-жимные сегменты составного знака, выполленного на оси 27 на этом же выступе 16 45 пенные в виде основных и дополнительных
двуплечих рычагов, охватываемых сжимающим элементом в форме кольца, установленную на тягах плиту съема и хвостовик, отличающаяся тем, что, с целью повышения надежности работы формы и расширения
Литьевая форма работает следующим 50 ее технологических возможностей, она снаб- образом.жена размещенной во втулке и подпружиПосле впрыска расплава полимерного материала и технологической выдержки форма раскрывается,, при этом после опре деленного хода упорный бурт 21 хвостови ка 11 вступает во взаимодействие с цилинд 55 рической полой вставкой 15. которая пере мещается относительно подвижной плиты 3, пуансона 4 и сжимаюндего элемента 8.
и имеющего на. противолежащем плече вы ступ 28, для взаимодействия с выполненным на пуансоне отклоняюш .им буртом 29 при разъеме формы. В хвостовике I выполнены направляющие пазы 30 для шариков 18.
неннои отнрсительно пуансона цилиндрической полой вставкой с радиальными отверстиями и радиальными выступами и с размещенными в радиальных отверстиях шариками, причем в пуансоне выполнены продольные прорези для размещения в них радиальных выступов вставки, хвостовик установлен в полости вставки, подпружинен отиз зоны поднутрения, при этом сжимающий элемент 8 не препятствует развороту рыча
взаимодействия с ним. Параллельно с перемеш,ением полой вставки 15 за счет тяг 9
га 7, так как ось 6 рычага 7 вышла из зоны
происходит съем изделия плитой съема 10.
В процессе перемеш,ения хвостовика 11 совместно с полой вставкой 15 шарики 18, перемеш,аясь в пазах 19 втулки 13, выбрав ход, взаимодействуют после перемещения в радиальных отверстиях 17 с пазом 30 полой вставки 15.
После съема изделия благодаря взаимодействию полой вставки 15 с хвостовиком 11 вся система возвращается в исходное положение, при этом пружина 14 снижает на-, грузку на шарики 18, помогая возвратиться полой вставке 15 с установленными на ее выступах 16 разжимными сегментами.
Предложенное техническое решение позволяет повысить надежность работы формы и расширить технологические ее возмож
ности. Благодаря прорезям в полом пуан- соне 4 литьевая форма имеет меньшие га- бариты, так как система разжимных сег- ментов и выталкивания расположена внутри
типов воздухоочистителей.
Формула изобретения
неннои отнрсительно пуансона цилиндрической полой вставкой с радиальными отверстиями и радиальными выступами и с размещенными в радиальных отверстиях шариками, причем в пуансоне выполнены продольные прорези для размещения в них радиальных выступов вставки, хвостовик установлен в полости вставки, подпружинен относительно нее и выполнен с опорным буртом на втулке, которая зак,реплена на подвижной плите, и хвостовике выполнен продсшьные направляющие пазы для шариков вставки, при этом основные и дополнительные поворотные двуплечие рычаги смонтированы на расположенных между пуансоном и кольцом концевых частях радиальных выступов вставкн, а каждый основной рычаг шарнир- но соединен одним из своих плеч с плечом дополнительного рычага, на противолежащем плече которого выполнен выступ для взаимодействия с отклоняющим буртом пуансона при разъеме формы.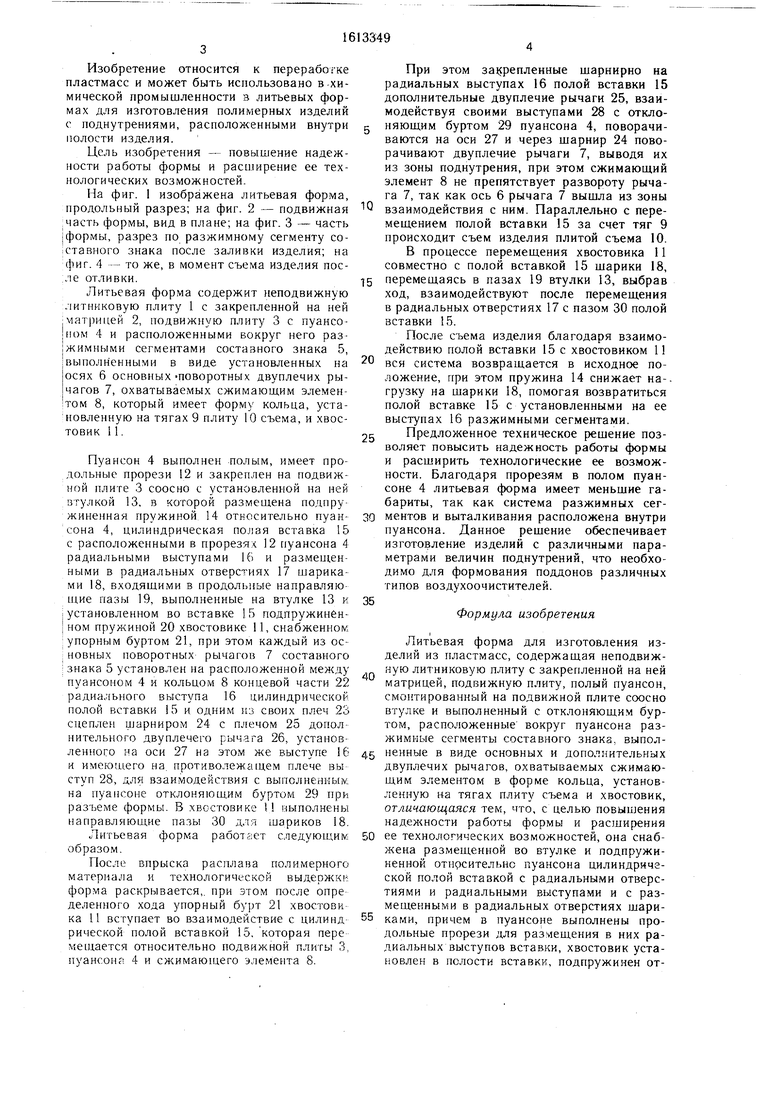
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из пластмасс | 1989 |
|
SU1699791A1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1983 |
|
SU1151479A1 |
| ЛИТЬЕВАЯ ФОРМА | 1992 |
|
RU2097185C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| Литьевая форма | 1987 |
|
SU1493489A1 |
| Литьевая форма | 1977 |
|
SU657995A1 |
| Литьевая форма для изготовления полимерных изделий с боковыми отверстиями | 1990 |
|
SU1754469A1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1981 |
|
SU1028514A1 |
| Литьевая форма для изготовления полых длинномерных полимерных изделий | 1986 |
|
SU1391919A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрением | 1980 |
|
SU937176A1 |
Изобретение относится к переработке пластмасс литьем под давлением, и может быть использовано в химической промышленности. Цель изобретения - повышение надежности работы формы и расширение ее технологических возможностей. Для этого литьевая форма содержит неподвижную плиту с матрицей и подвижную плиту с пуансоном, составной знак. Пуансон выполнен полым, имеет продольные прорези и закреплен на подвижной плите соосно с установленной на ней втулкой. Во втулке размещена подпружиненная относительно пуансона цилиндрическая полая вставка с расположенными в прорезях пуансона радиальными выступами. В радиальных отверстиях вставки размещены шарики, входящие в продольные пазы втулки и установленного во вставке подпружиненного хвостовика. Каждый из поворотных двуплечих рычагов составного знака установлен на концевой части радиального выступа вставки. Одним из своих плеч он сцеплен шарниром с плечом дополнительного двуплечего рычага, установленного на этом же выступе и имеющего на противолежащем плече выступ для взаимодействия с отклоняющим буртом пуансона при разъеме формы. При работе обеспечивается поворот двуплечих рычагов и выведение их из зоны поднутрения с последующим съемом изделия. Форма позволяет без увеличения габаритов получать изделия с разными поднутрениями. 4 ил.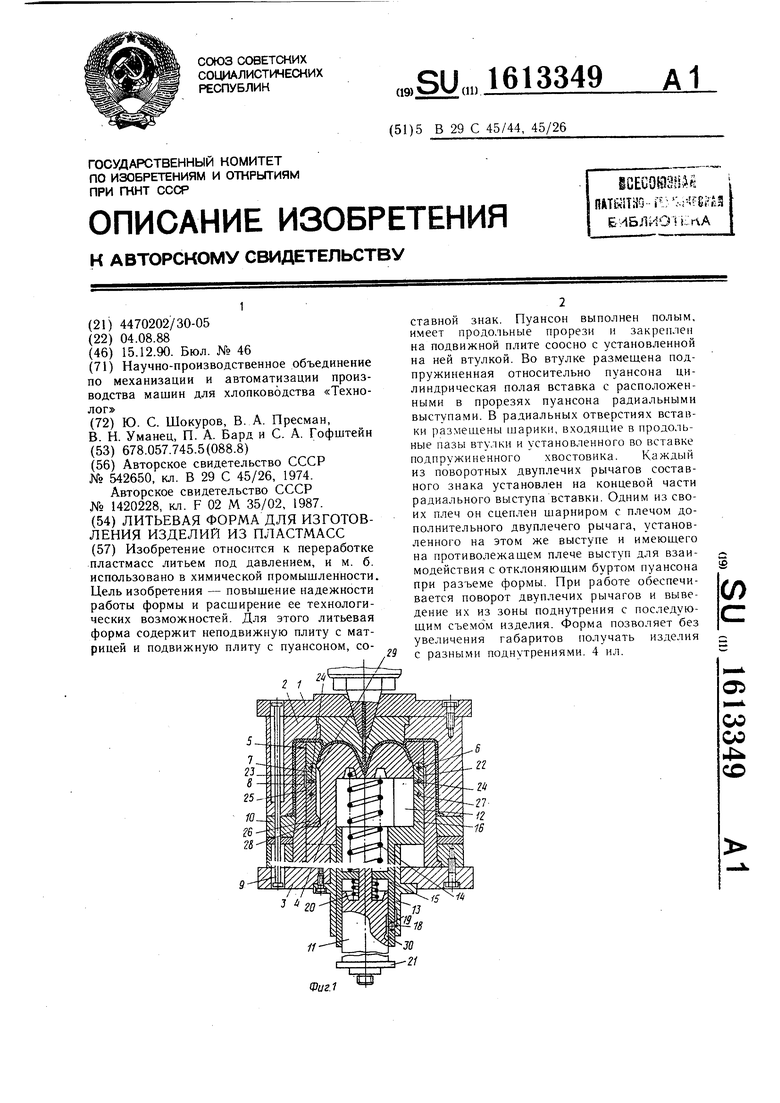
Фиг. г
8 5
4
16
Фиг. 5
Фиг. 4
| Литьевая форма для изготовления изделий из пластмассы | 1974 |
|
SU542650A1 |
| Солесос | 1922 |
|
SU29A1 |
| Инерционно-масляный воздухоочиститель для двигателя внутреннего сгорания | 1986 |
|
SU1420228A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
