СО
Х) со
«&
со
Фиг.З
Изобретение относится к области переработки пластмасс методом литья под давлением и может быть использовано при изготовлении полых деталей.
Цель изобретения - обеспечение возмож- ности изготовления изделий с поперечным поднутрением.
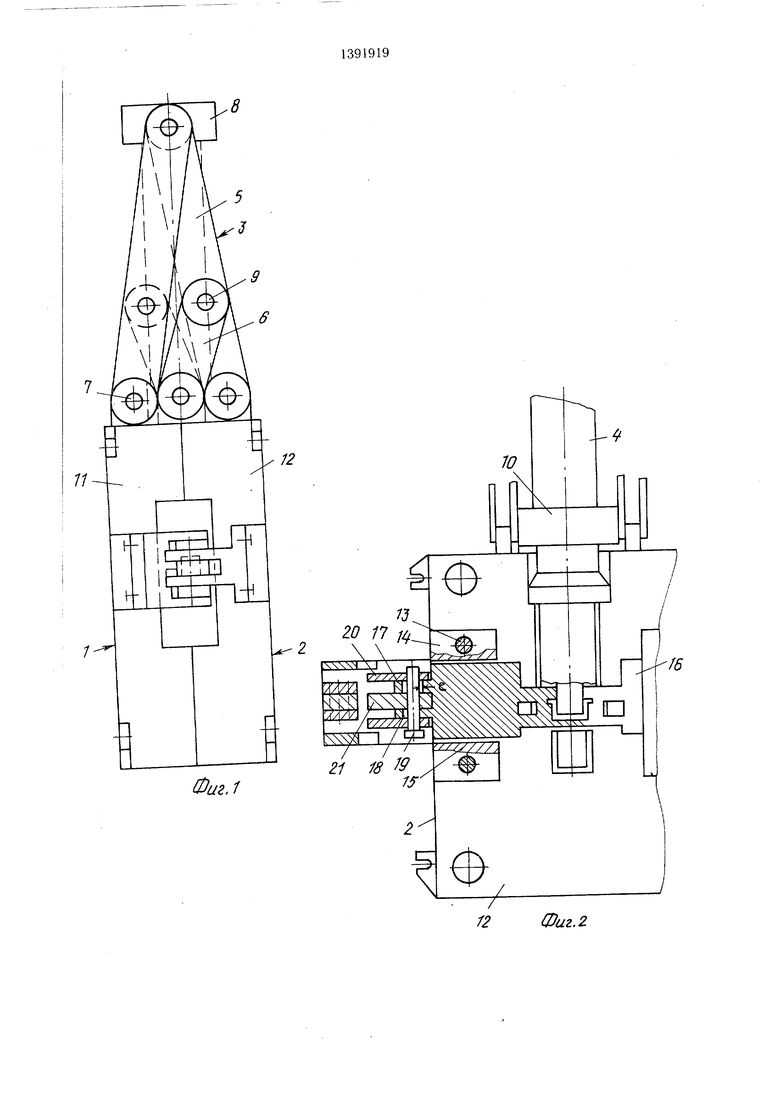
На фиг. 1 схематически представлена предлагаемая форма; на фиг. 2 - форма по боковому знаку, поперечный разрез; на
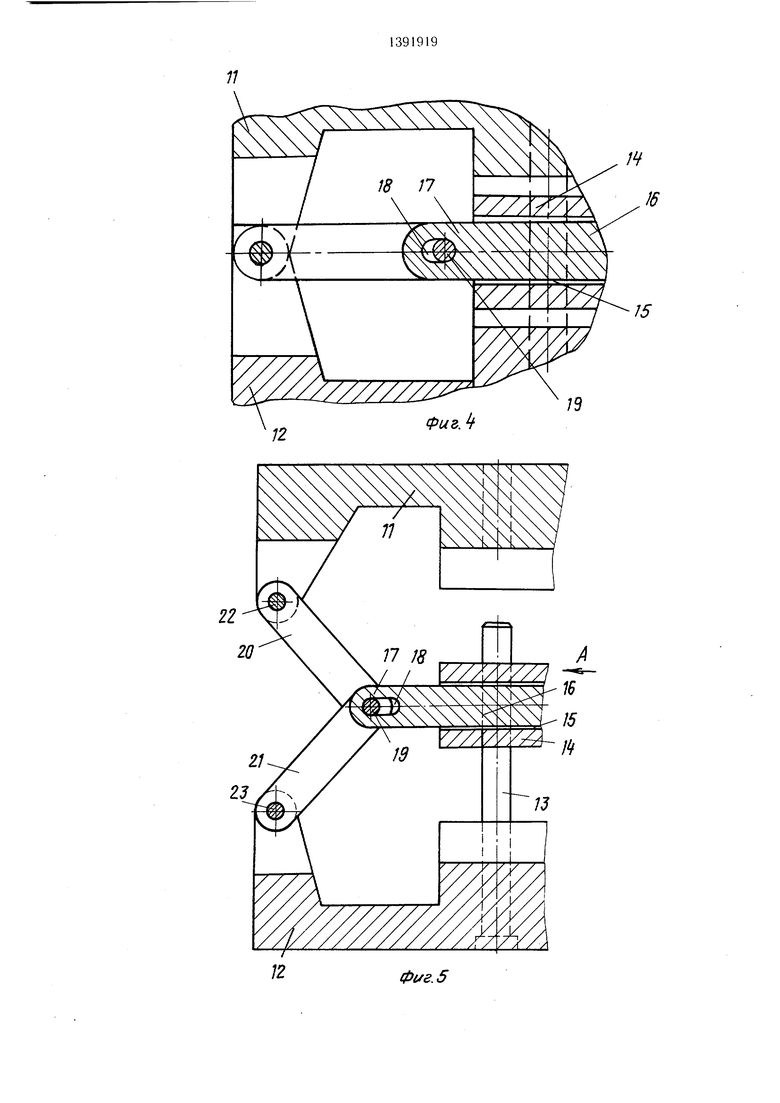
ной оси прорези 18 в сторону подвижной обоймы 12 и наоборот рычаг 21, соеди- няюш,ий боковой знак с подвижной полуформой 12, отклонен в исходном положении от продольной оси прорези 18 в сторону неподвижной обоймы полуматрицы 11. При этом штифт 19 расположен в прорези 18 с зазором е (фиг. 2 и 3) со стороны пуансона 4. Направляющая плита 14 ориентирует знак 16 и определяет точное кофиг. 3 -- паз бокового знака в сомкну- ординатное соответствие знака 16 пуансону 4. том состоянии формы, разрез; на фиг. 4 - тоТакое соответствие достигается тем, что же, в начальный период разъема; нанаправляющие колонки 13, жестко закреп- фиг. 5 - то же, в момент полного разъе-ленные в неподвижной полуформе 2, ма; на фиг. 6 - место расположенияопределяют движение направляющей плиты клина, запирающего боковой знак, разрез; наjj 14 относительно полуматриц 11 и 12 и пуан- фиг. 7 - вид А на фиг. 5. сона 4. Для перемещения направляющей Литьевая форма для пластмасс, содер-плиты 14 по направляющим колонкам 13 жит подвижную 1 и неподвижную 2 полу-предусмотрены дополнительные рычаги 20 и формы. Эти полуформы связаны паралле-21, которые через знак 16, размещенный лограммным рычажным механизмом 3 междув пазу 15 плиты 14 с возможностью собой и с вертикально расположенным20 перемещения вдоль продольной оси паза 15, пуансоном 4. Параллелограммный рычажныйвоздействуют на направляющую плиту, механизм 3 состоит из рычагов 5 и 6. Рычаги 5 осями 7 шарнирно соединены с подвижной полуформой 1 и неподвижной полуТаким образом, взаимодействие направляющей плиты 14 с направляющими колонками 13 и знаком 16, обеспечивает
формой 2, а с противоположной стороны последнему два перемещения: вдоль оси
разъема формы синхронно с перемещением пуансона 4 и поперек оси разъема формы, обеспечивая строго перпендикулярное положение знака 16 к продольной оси пуансона 4 при извлечении знака 16.
При раскрытии формы знак 16 фиксируется в определенном положении относительно пуансона 4 с помощью направляющей плиты 14, а его положение относительно оси пуансона 4 определяется положением дополнительных рычагов 20 и 21 и
рычаги 5 соединены между собой с помощью втулки 8, которая подвижно установлена на пуансоне 4. Кроме того, рычаги 5 промежуточными осями 9 соединены с рычагами 6, которые с другой стороны связаны между собой и с пуансоном 4 JQ с помощью втулки 10 (фиг. 2), жестко закрепленной на пуансоне 4.
На подвижной полуформе 1 закреплена обойма полуматрицы 11, а на неподвижной - обойма полуматрицы 12, между которыми вертикально расположен пуансон 4. 35 щтифта 19 в прорези 18, так как ширина Между обоймами 11 и 12 на направляю-прорези 18 равна диаметру щтифта 19. В то
щих колонках 13 подвижно размещена направляющая плита 14 с пазом 15, выполненным в поперечном относительно плоскости разъема направлении, в котором с возможностью перемещения в перпендику- лярном направлении к колонкам 13, размещен боковой знак 16. Знак 16 имеет хвостовик 17 с продольной прорезью 18, изнутри которой размещен подвижный щтифт 19, соединяющий концы дополни- д низма 3 и при этом выполнить рычаги 20 тельных рычагов 20 и 21 с знаком 16, аи 21 небольщой длины по сравнению с
другие концы дополнительных рычагов 20 и 21 шарнирно соединены осями 22 и 23 с подвижной обоймой 11 и неподвижной обоймой 12 так, что точки шарнирного закрепления дополнительных рычагов 20 и 21 к 50 ления впрыска, так как эту нагрузку вос- обоймам полуматриц 11 и 12 смещены от-принимает клиновой запорный механизм 24.
носительно продольной оси продольной прорези 18 знака 16 в направлениях, противоположных направлению относительного движения обойм полуматриц И и 12 во время
раскрытия формы. Иначе говоря рычаг 20, 55 знаком 16, который заперт клиновым за- соединяющий знак 16 с неподвижной обой-порным механизмом 24, при этом дополмой полуматриц в исходном (замкнутом) положении формы, отклонен от продольже время длина прорези 18 учитывает свободный ход дополнительных рычагов 20 и 21, обеспечивая начало и конец движения знака 16 в соответствии с движением подвижной обоймы 11 и пуансона 4. Все это позволяет согласовать длину дополнительных рычагов 20 и 21 ходу раскрытия формы, который определяется разме- рами параллелограммного рычажного мехарычагами параллелограммного рычажного механизма 3.
В замкнутой форме дополнительные рычаги 20 и 21 и знак 16 разгружены от давВ сомкнутом состоянии обойма 11 прижата к неподвижной обойме 12, а между ними зажаты вертикально расположенный пуансон 4 и направляющая плита 14 с
нительные рычаги ,20 и 21 занимают исходное положение (фиг. 3), а щтифт 19
ной оси прорези 18 в сторону подвижной обоймы 12 и наоборот рычаг 21, соеди- няюш,ий боковой знак с подвижной полуформой 12, отклонен в исходном положении от продольной оси прорези 18 в сторону неподвижной обоймы полуматрицы 11. При этом штифт 19 расположен в прорези 18 с зазором е (фиг. 2 и 3) со стороны пуансона 4. Направляющая плита 14 ориентирует знак 16 и определяет точное координатное соответствие знака 16 пуансону 4. Такое соответствие достигается тем, что направляющие колонки 13, жестко закреп- ленные в неподвижной полуформе 2, определяют движение направляющей плиты 14 относительно полуматриц 11 и 12 и пуан- сона 4. Для перемещения направляющей плиты 14 по направляющим колонкам 13 предусмотрены дополнительные рычаги 20 и 21, которые через знак 16, размещенный в пазу 15 плиты 14 с возможностью перемещения вдоль продольной оси паза 15, воздействуют на направляющую плиту,
ординатное соответствие знака 16 пуансону 4. Такое соответствие достигается тем, что направляющие колонки 13, жестко закреп- ленные в неподвижной полуформе 2, определяют движение направляющей плиты 14 относительно полуматриц 11 и 12 и пуан- сона 4. Для перемещения направляющей плиты 14 по направляющим колонкам 13 предусмотрены дополнительные рычаги 20 и 21, которые через знак 16, размещенный в пазу 15 плиты 14 с возможностью перемещения вдоль продольной оси паза 15, воздействуют на направляющую плиту,
Таким образом, взаимодействие направляющей плиты 14 с направляющими колонками 13 и знаком 16, обеспечивает
последнему два перемещения: вдоль оси
разъема формы синхронно с перемещением пуансона 4 и поперек оси разъема формы, обеспечивая строго перпендикулярное положение знака 16 к продольной оси пуансона 4 при извлечении знака 16.
При раскрытии формы знак 16 фиксируется в определенном положении относительно пуансона 4 с помощью направляющей плиты 14, а его положение относительно оси пуансона 4 определяется положением дополнительных рычагов 20 и 21 и
щтифта 19 в прорези 18, так как ширина прорези 18 равна диаметру щтифта 19. В то
щтифта 19 в прорези 18, так как ширина прорези 18 равна диаметру щтифта 19. В то
низма 3 и при этом выполнить рычаги 20 и 21 небольщой длины по сравнению с
же время длина прорези 18 учитывает свободный ход дополнительных рычагов 20 и 21, обеспечивая начало и конец движения знака 16 в соответствии с движением подвижной обоймы 11 и пуансона 4. Все это позволяет согласовать длину дополнительных рычагов 20 и 21 ходу раскрытия формы, который определяется разме- , рами параллелограммного рычажного мехаления впрыска, так как эту нагрузку вос- принимает клиновой запорный механизм 24.
рычагами параллелограммного рычажного механизма 3.
В замкнутой форме дополнительные рычаги 20 и 21 и знак 16 разгружены от давления впрыска, так как эту нагрузку вос- принимает клиновой запорный механизм 24.
знаком 16, который заперт клиновым за- порным механизмом 24, при этом дополВ сомкнутом состоянии обойма 11 прижата к неподвижной обойме 12, а между ними зажаты вертикально расположенный пуансон 4 и направляющая плита 14 с
знаком 16, который заперт клиновым за- порным механизмом 24, при этом дополнительные рычаги ,20 и 21 занимают исходное положение (фиг. 3), а щтифт 19
расположен в прорези 18 хвостовика 17 с зазором со стороны пуансона 4.
Форма работает следующим образом.
В начальный период раскрытия подвижная полуформа 1 с обоймой полуматрицы 11 с перемещается от пуансона 4, раздвигает параллелограммный рычажный механизм 3, который перемещает пуансон 4 так, что он всегда занимает среднее положение между полуформами 1 и 2. Синхронно с пуансоном 4 будет передвигаться по направляющим ко- лонкам 13 направляющая плита 14 с знаком 16. Синхронность их движения обеспечивается тем, что щтифт 19 соединяет концы дополнительных рычагов 20 и 21 с знапрорезью 18 в хвостовике 17, который штифтом 19 и рычагами 20 и 21 связан с подвижной 1 и неподвижной 2 полуформами, обеспечивает возможность оформления поперечного поднутрения (в плоскости разъема в поперечном относительно оси разъема направлении) в литьевых формах для пластмасс с вертикальным расположением пуансона 4 и параллелограммным рычажным механизмом 3 связывающим полуформы 1 и 2 с пуансоном 4.
Благодаря тому, что продольная прорезь 18 имеет в направлении извлечения знака 16 размеры, превышающие диаметр щтифта 19 так, что в исходном (замкнуком 16, в то время как другие концы этих 15том) положении формы между штифтом и рычагов закреплены шарнирно слоями 22 ибоковой стенкой прорези 18 имеется зазор 23 со смещением от продольной оси знака 16и оси 22 и 23 дополнительных рычагов 20 на подвижной 1 и неподвижной 2 полу-и 21 смещены относительно продольной оси формах.прорези 18 знака 16, а в противополож- Боковой поверхностью щтифт 19 пере-ном направлении размер прорези 18 обес- мещает знак 16, а вместе с тем и на- 20печивает холостой ход штифта 19, поз- правляющую плиту 14, причем из-за ра-воляющий получить суммарное движение венства длин рычагов 20 и 21 это пере-(холостого хода и хода извлечения), со- мещение будет таким же как и пере-ответствующее полному ходу раскрытия, мещение пуансона 4, а прямолинейность предусмотренному параллелограммным ры- этого перемещения обеспечивается направ- 25чажным механизмом 3, появляется возмож- ность уменьшить длину дополнительных рычагов 20 и 21, а следовательно, и поперечные габариты формы. Кроме того, заляющими колонками 13.
В начальный период раскрытия формы, рычаги 20 и 21 передвигают щтифт 19 в сторону пуансона 4, выбирая зазор I. При этом боковой знак 16 не изменяется.
зор I обеспечивает последовательность движения бокового знака 16 и клина 24
но только перемещается вместе с пуансоно.м 4 30 работы без заеданий в требуемой
а клиновой запорный механизм 24 остается в неподвижной обойме полуматрицы 12 и освобождает знак 16.
При дальнейшем ходе раскрытия штифт 19 начинает свое движение в продольной прорези 18 в сторону от пуансона 4 и на некотором требуемом расстоянии (зависит от длины прорези 18, которую выбирают, исходя из соотношения рычагов 5 и 6 па- раллелограммного рычажного механизма 3 и рычагов 20 и 21) начинает вытягивать боковой знак 16.
При смыкании боковой знак 16 займет свое исходное положение до подхода к запирающему клину 24, что обеспечива40
последовательности, т. е. обеспечивается надежность работы формы.
Формула изобретения
Литьевая форма для изготовления полых длинномерных полимерных изделий, содержащая полуматрицы, установленные в подвижной и неподвижной полуформах, связанных между собой и с пуансоном параллелограммным рычажны.м механизмом, знак и клиновой запорный механизм знака, отличающаяся тем, что, с целью обеспечения возможности изготовления изделии с поперечным поднутрение.м, форма снабжена дополнительными рьЕчагами и установет четкую последовательность работы формы, дс ленной на направляющих колонках, закрепдо того как свое исходное положение займет щтифт 19.
ленных в подвижной и неподвижной полуформах, направляющей плитой с пазом для размещения перпендикулярно пуансону знака, хвостовик которого выполнен с продольной прорезью для штифта, соединяющего ляющими возможное направление перемеще- 50 концы дополнительных рычагов со знаком, ния плиты 14, выполнение в плите 14 па-при этом другие концы дополнительных рычагов шарнирно закреплены со смещением от продольной осп знака на подвижной и неподвижной полуформах.
Таким образом, введение направляющей плиты 14 с направляющими 13, опредеза 15 в поперечном относительно оси разъема направлении, установка в пазу 15 подвижного бокового знака 16, с продольной
прорезью 18 в хвостовике 17, который штифтом 19 и рычагами 20 и 21 связан с подвижной 1 и неподвижной 2 полуформами, обеспечивает возможность оформления поперечного поднутрения (в плоскости разъема в поперечном относительно оси разъема направлении) в литьевых формах для пластмасс с вертикальным расположением пуансона 4 и параллелограммным рычажным механизмом 3 связывающим полуформы 1 и 2 с пуансоном 4.
Благодаря тому, что продольная прорезь 18 имеет в направлении извлечения знака 16 размеры, превышающие диаметр щтифта 19 так, что в исходном (замкнузор I обеспечивает последовательность движения бокового знака 16 и клина 24
работы без заеданий в требуемой
последовательности, т. е. обеспечивается надежность работы формы.
Формула изобретения
Литьевая форма для изготовления полых длинномерных полимерных изделий, содержащая полуматрицы, установленные в подвижной и неподвижной полуформах, связанных между собой и с пуансоном параллелограммным рычажны.м механизмом, знак и клиновой запорный механизм знака, отличающаяся тем, что, с целью обеспечения возможности изготовления изделии с поперечным поднутрение.м, форма снабжена дополнительными рьЕчагами и установ 12
Фиг.1
/ / :L
21 18 9

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для пластмасс | 1986 |
|
SU1391922A1 |
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1366414A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2021133C1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления деталей с поднутрениями | 1984 |
|
SU1199648A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1676818A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Литьевая форма для изготовления длинномерных полых изделий из полимеров | 1979 |
|
SU927515A1 |

Изобретение относится к переработке пласт.масс методом литья под давление.м. Цель изобретения - обеспечение возможности изготовления изделий с поперечным поднутрением. Для этого в литьевой форме, содержащей полуматрицы 11 и 12, установленные в подвижной 1 и неподвижной 2 полуформах, связанны.х между собой и с пуансоном параллелограммным рычажны.м механизмом, знак 16 и клиновой запорный механизм знака установлены дополнительные рычаги 20 и 21 и направляющая плита 14, расположенная на колонках, закрепленных в полуформах. В направ;1яю- щей плите 14 выполнен паз 15 для размещения перпендикулярно пуансону знаки 16, хвостовик которого выполнен с продольной прорезью для П1тифта 19, соединяющего концы дополнительных рычагов со знаком, при этом другие концы дополнительных рычагов щарнирно закреплены со с.меще- нием от продольной оси знака на подвижной и неподвижной полуформах. При раскрытии формы обеспечивается перемещение в требуемом направлении знака 16, при этом дополнительные рычаги синхронизируют перемещение знака и направляющей плиты относительно пуансона. 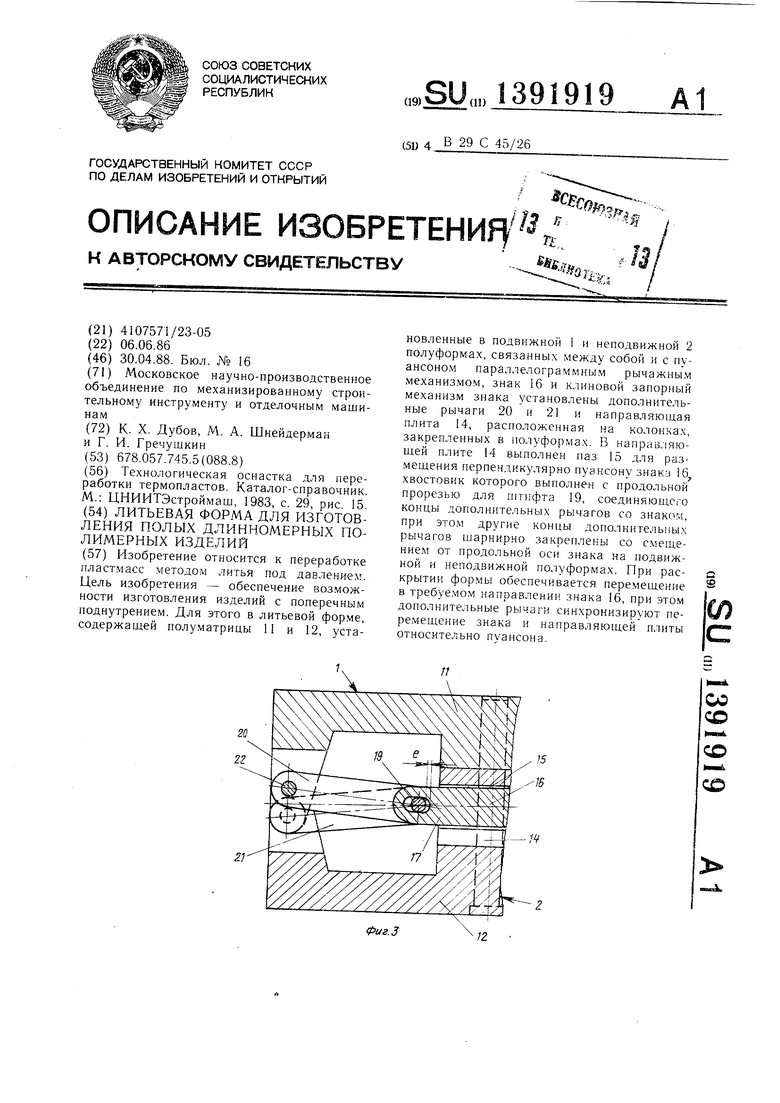
/ Г2Фиг. 2
Фиг. 5
ЬидА
Фиг.б
| Технологическая оснастка для переработки термопластов | |||
| Каталог-справочник | |||
| М.: ЦНИИТЭстроймаш, 1983, с | |||
| Солесос | 1922 |
|
SU29A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
