1
Изобре тение относится к устройствам для переработки пластмасс и может быть, использовано при изготовлении изделий сложной конфигурации с внутренними кольцевыми, .разнонаправленными поднутрениями, а также с разнонаправленными поднутрениями, расположенными на наружной части изделия н изделий с внутренними и наружными поднутрениями, расположенными в одной зоне изделия.
Известна литьевая форма, содержащая подвижную часть, включающую матрицу и знак, состоящий из разжимных элементов с размещенным между ними вкладышем 1).
Известная форма не обеспечивает изготовления изделий с глубокими разнонаправленными поднутрениями.
Известна также литьевая форма, обеспечивающая получение изделий с разнонаправленными Поднутрениями, расположенными в. одной зоне, содержащая неподвижную плиту с разжимающим элементом, знак, включающий разжимные сегменты, сжимающий элемент, взаимодействующий с разжимными сегментами, и выталкивающую систему 2.
Такая литьевая форма позволяет полу чать изделия с внутренними кольцевыми.
.местными и наружными поднутрениями, расположенными в одной зоне изделия.
Однако известная литьевай форма н достаточно надежна, в р.аботе при изготовЛенин изделий в массовом производстве, гак как имеет много трущихся поверхностей, как по плоскостям матрицы, так и разжимных сегментов.
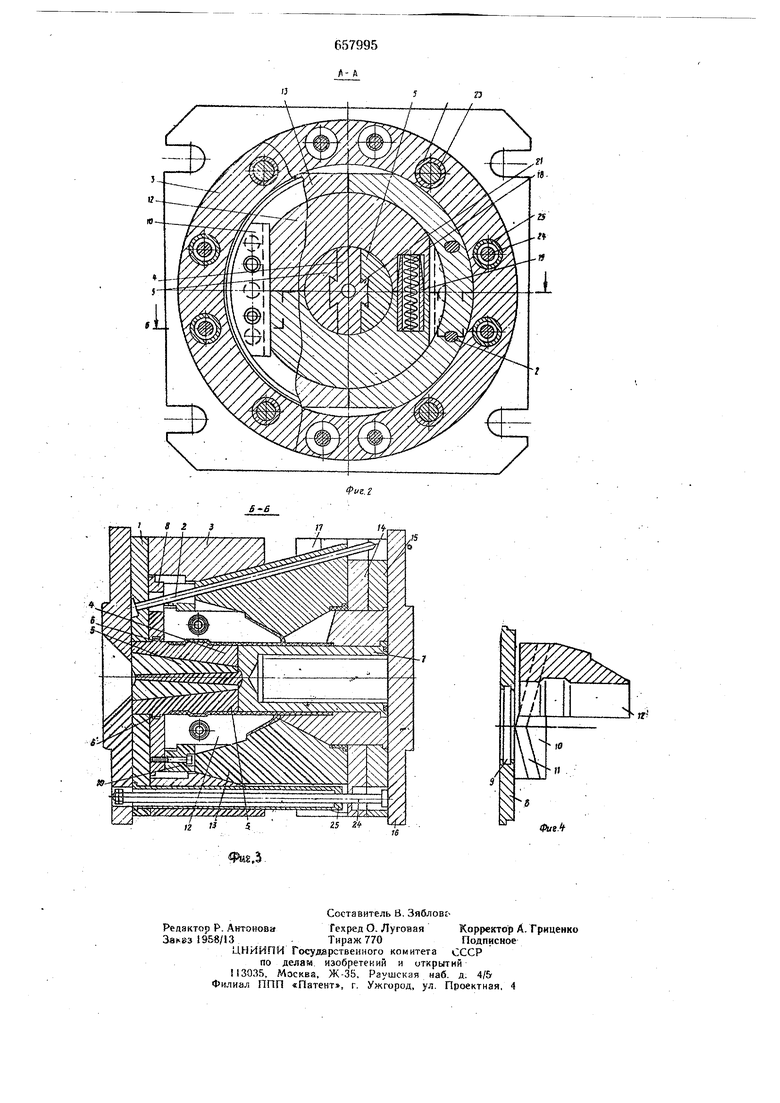
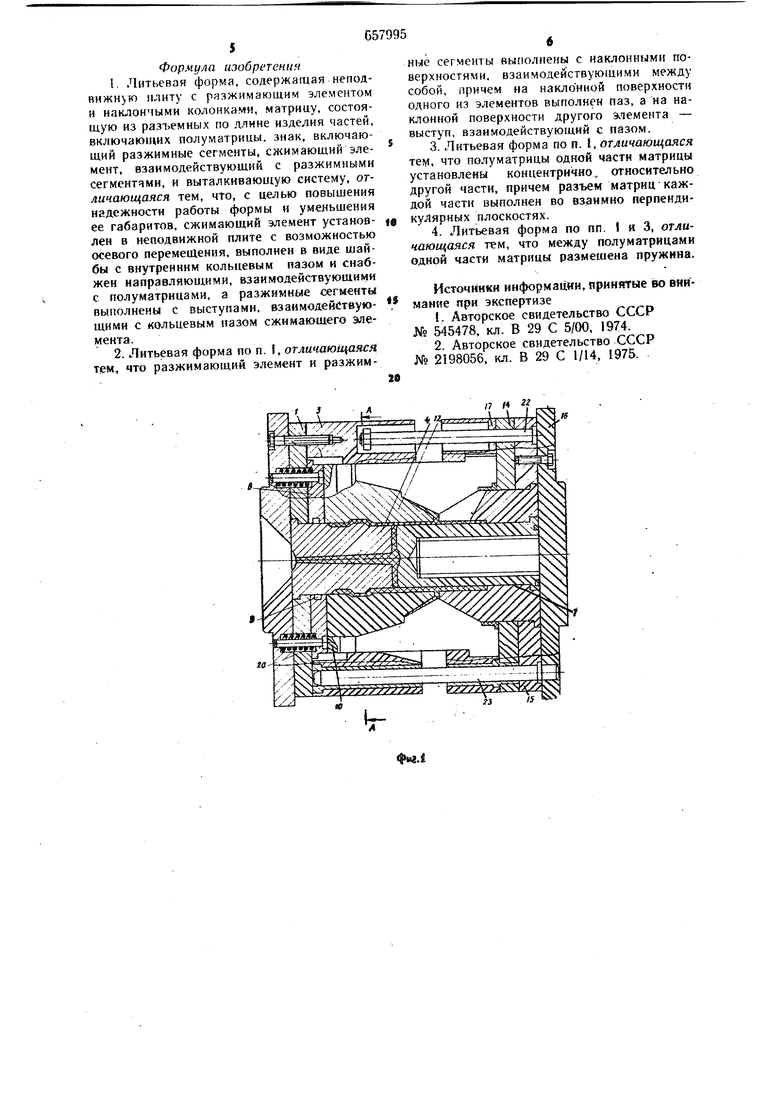
Кроме того, для ликвидации соударения разжимных сегментов со сжимающим элементом необходимо возвращать систему выталкиваний в исходное положение, что осуществляется в известной литьевой форме пружинами. При возникновении усилий при трении в колонках и тягах, больщих, чем расчетное усилие пружин, могут возникнуть поломки. Одновременно при попадании массы материала в разъемы между сегментами знака, пружины также могут не обеспечить возврат выталкивателей в исходное положение и соотЬетственно сжимающий элемент. Кроме того, выталкивающая система перемещается на расстояние, равное величине перемещениясжимающего элемента, располож1нного в плитах выталкивателей,и-величине перемещения выталкивателей, расположенных снаружи формы, что увеличивает ее габариты. Целью изобретения является повышение надежности работы литьевой формы и уменьшения ее габаритов. Для достижения поставленной пели сжимающий элемент установлен в неподвижной плите с возможностью осевого перемещения выполнен в виде шайбы с внутренним коль- i цевым пазом и снабжен направляющими, взанмодейЬтвующими с полуматрицами, а разжимные сегменты выполнены с выступами, взаимодействующими с кольцевым пазом сжимающего элемента, разжимающий эле.мент и р зжимные сегменты выполнены с наклонными поверхностями, взаимодействую.щимй между собой, причем на наклонной поверхности одного из элементов выполнен паз, а на наклонной поверхности другого элемента - выступ, вза.имодействующий с пазом, полуматрицы одной части матрицы установлен;ь1 концентрично относительно другой части, причем разъем полуматриц каждой части выпачней во взаимно перпендикулярных плоскостях, а между полуматрицами одной части матрицы размещена пружина На фиг. изображена литьевая форма в разрезе; На фиг. 2 - сеченне по. А-А на фиг.I; на фиг. 3 - сечеНие по Б-Б на фиг. 2; на фиг. 4 показан сжимающий элемент с направляющими и полуматрицей, взаимодействующей с направляющей элемента. Литьевая форма содержит неподвижную плиту 1 с закрепленными на ней наклонными колонками 2, обоймой 3, разжимающий элемент 4, имеющий литниковое отверстие, знак, состоящий КЗ разжимных элементов 5 с выступами на наружной поверхности и пуансона 7,с кимающий элемент 8, выполненный в виде с кольцевым пазом 9, с коTopww. взаимодействуют выступи 6 элемен та 5 и направляк)щими 10 с радиальными пазами 11, матрицу, состоящую из разъемных по длине изделия частей, включающих полуматрицы 12 и 13, выталкивающую-пли ту 14, промежуточную плиту 15, в которой установлен пуансон, и опорную плиту 16. Полуматрицы 12 одной из частей матрицы установлены на направляющих 10 сжимающего элемента 8, а полуматрнцы 13 другой ее части .установлены в направ.ляющих 17 выталкивающей плиты 14, и снабжены наклонными отверстиями для наклонных кблонок 2. Плоскость разъема полу матриц 12 перпендикулярна плоскости разъема полуматРИЦ 13.. Между разъемными пoлyмatpицaми 12 размещены разжимные пружины 18 во втулках 19, закрепленных в одной из поЛуматриЦ 18и входящих свободными концами в соотдетртвующие им несквозные отверстия адругой полуматрице 12. Сжимающий элемент 8 установлен с воз-Ложностью перемещения внутри обоймы 3 на неподвижной плиге 1 и подпружинен oтF ocитeльнo ее пружинами 20. На разжимающем элементе 4 с обеих сторон его наклонных понерхностей, выполнены замковые выступы 21 в виде ласточкиного хвоста, которые входят в соответствующие им выточки, выполненные на наклонных поверхностях разжимных сегментов 5. В промежуточной плите 15 закреплены колонка 22, ограничивающая перемещение выталкивающей плиты, направляющая колонка 23, и тяга 24, расположенная концентрично;втулке 25, закрепленной в неподвижной п.1ите 1. Работает литьевая форма следующим образом. Цосле инжекции в полость формы расплава и охлаждения изделия производят разъем формы. Подвижная часть формы отходит от неподвижной. Полуматрицы 3 под действием наклонных колонок 2 перемещаются от цен.т-, ра формы ino направляющим 17 выталкивающей плиты 14, и освобождают полуматрицы 12, которые под действием пружины i8 расходятся по направляющим 10 сжимающего элемента 8.. Увлекаемое пуансоном изделие тянет за собой разжимные сегменты 5, которы в свою очередь выступами 6 перемещают сжимающий элемент 8. По мере перемещения формы разжимающий элемент 4 выходнт из разжимных сегментов 5, которые сходятся .к центру, благодаря выполненным на них наклонным поверхностям. Одновременно с элементом.. 8 перемещаются полуматрицы 12, которые совершая сложное движение освобождают изделие. Эле.мент 8, выбрав зазор внутри обоймы 3 и дойдя до упора, останавливается, а изделие продолжая перемещаться с подвижной частью, полностью освобождается от сегментов 5 за счет деформации. При Дальнейщем размыкании формы тяга 24, упираясь во втулку 25,-тянет зы алкивающую плиту 14, которая воздейст j j вует на кольцевой бурт изделия и снимает его г пуансона.. Перемещение выталкиваю1ией плиты 54 по колони1ам 23 ограничивает колонки 24. Смыкание литьевой формы .происходят в обратной порядке. Перемещение полуматриц 12 по направяющим 10 может осуществляться непаралельно плрскости сжимающего элемента 8 В том случае, когда радвальные-пазы И в направляющих 12 выполнены наклонно относительно плоскости элемента 8 достигаются различные варианты получения изелий с разнонаправленными поднутрениями. Предлагаемая авторами литьевая форма обеспечивает автоматический режим изготовления сложной детали с поднутрениями. Формула изобретения I. Литьевая форма, содержащая неподвижную плиту с разжимающим элементом и нак юнчыми колонками, матрицу, состоящую из разъемных по длине изделия частей, включаюишх полуматрицы, знак, включающий разжимные сегменты, сжимающий элемент, взаимодействующий с разжимнымн сегментами, и выталкивающую систему, отличающаяся тем, что, с целью повышения надежности работы формы и уменьшения ее габаритов, сжимающий элемент установлен в неподвижной плите с возможностью осевого перемеиХения, выполнен в виде шайбы с внутренним кольцевым пазом и снабжен направляющими, взаимодействующими с полу матрица ми, а разжимные сегменты выЕюлнены с выступами, взаимодействующими с кольцевым пазом сжимающего элемента. 2. Литьевая форма по п. 1, отличающаяся тем, что разжимающий элемент и разжим-I 1
П гг ные сегменты выполнены с наклонными поверхностями, взаимодействующими между собой, причем на наклонной поверхности одного из элементов выполнен паз, а на наклонной поверхности другого ачемента - выступ, взаимодействующий с пазом. 3.Литьевая форма по п. I, отличающаяся тем, что полуматрицы одной части матрицы установлены концентрично, относительно другой части, причем разъем матриц каждой части выполнен во взаимно перпендикулярных плоскостях. 4.Литьевая форма по пп. I и 3, отличающаяся тем, что между полуматрицами одной части матрицы размешена пружина. Источмнки информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 545478, кл. В 29 С 5/00, 1974. 2.Авторское свидетельство СССР № 2198056, кл. В 29 С 1/14, 1975. /х Х- й уУхУу хх/уух-хх р/Я ,г 5 С

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий с поднутрениями | 1983 |
|
SU1151479A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Литьевая форма | 1975 |
|
SU556948A1 |
| Литьевая форма | 1987 |
|
SU1493489A1 |
| Литьевая форма для изготовления полимерных изделий с двухсторонними поднутрениями | 1978 |
|
SU716840A1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1981 |
|
SU1028514A1 |
| Многогнездная литьевая форма для изготовления изделий с поднутрениями | 1981 |
|
SU988571A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрением | 1977 |
|
SU927513A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |