Изобретение относится к термообработке и может быть использовано |при проведении исследований фазовых |и структурных превращений в сталях |и сплавах, протекаюхцих в условиях скоростного нагрева и следующего за ним скоростного охлаждения, а также применяется в устройствах охлаждения для повышения механических харак- теристик изделий.
Цель изобретения - повьшение качества обработки путем увеличения скорости охлаждения и надежности ра- ;боты установки.
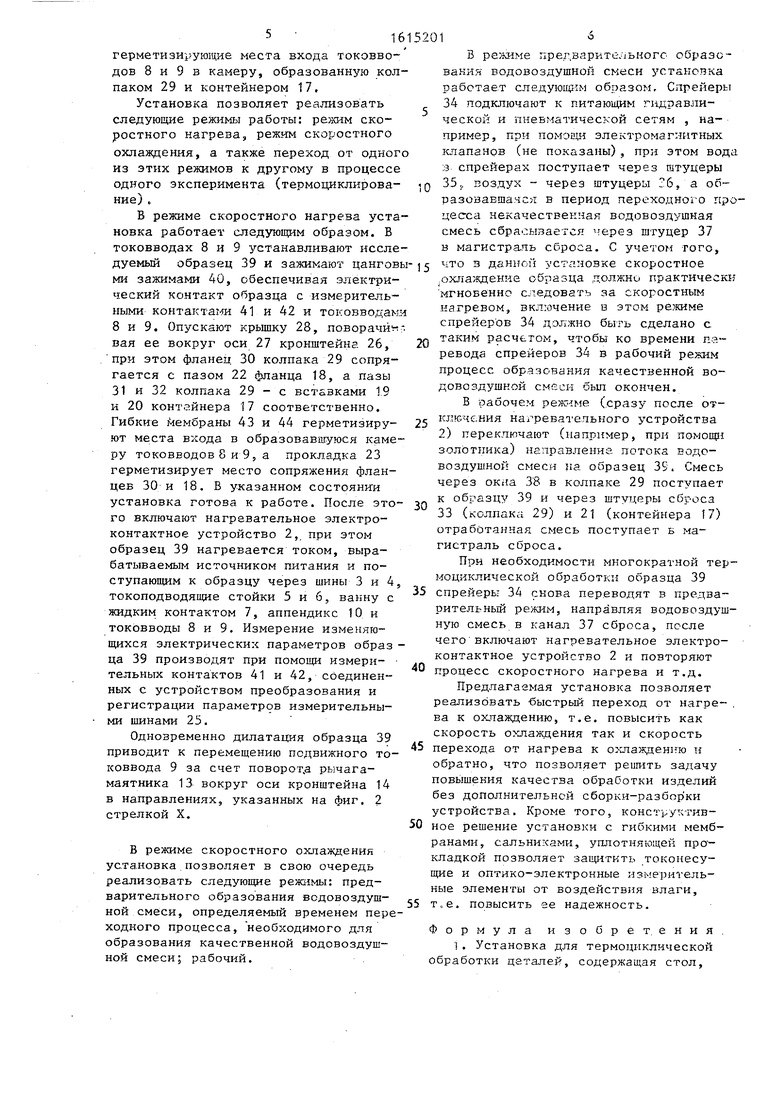
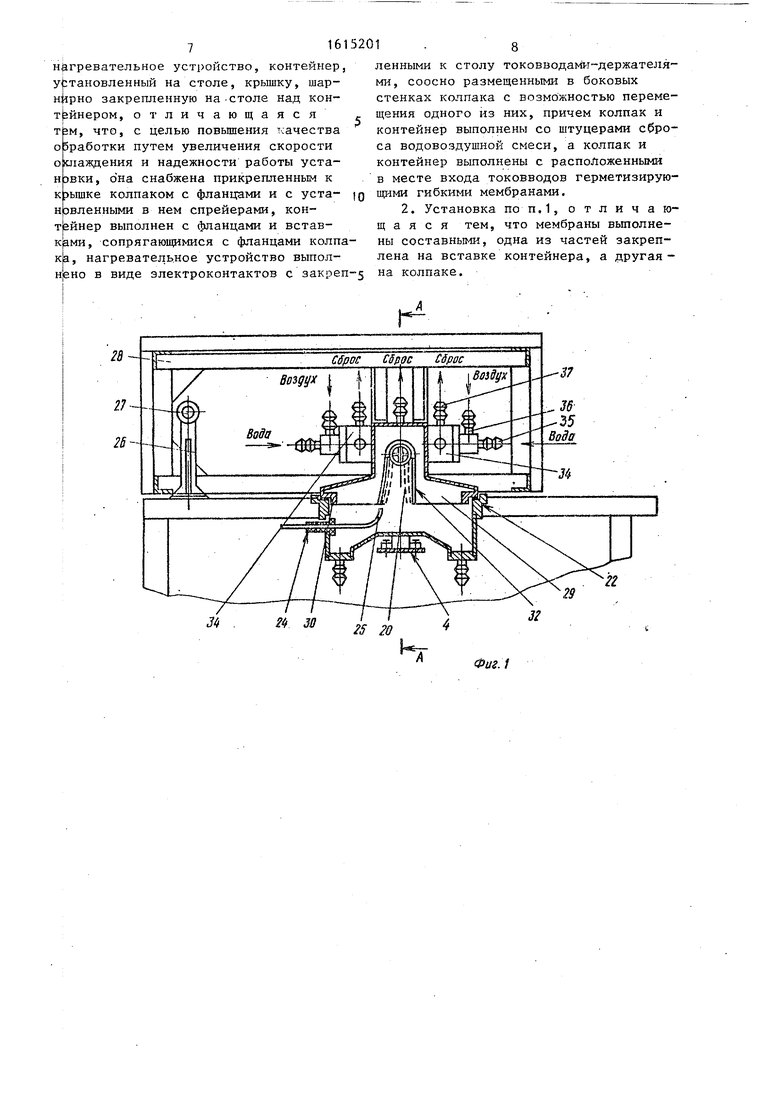
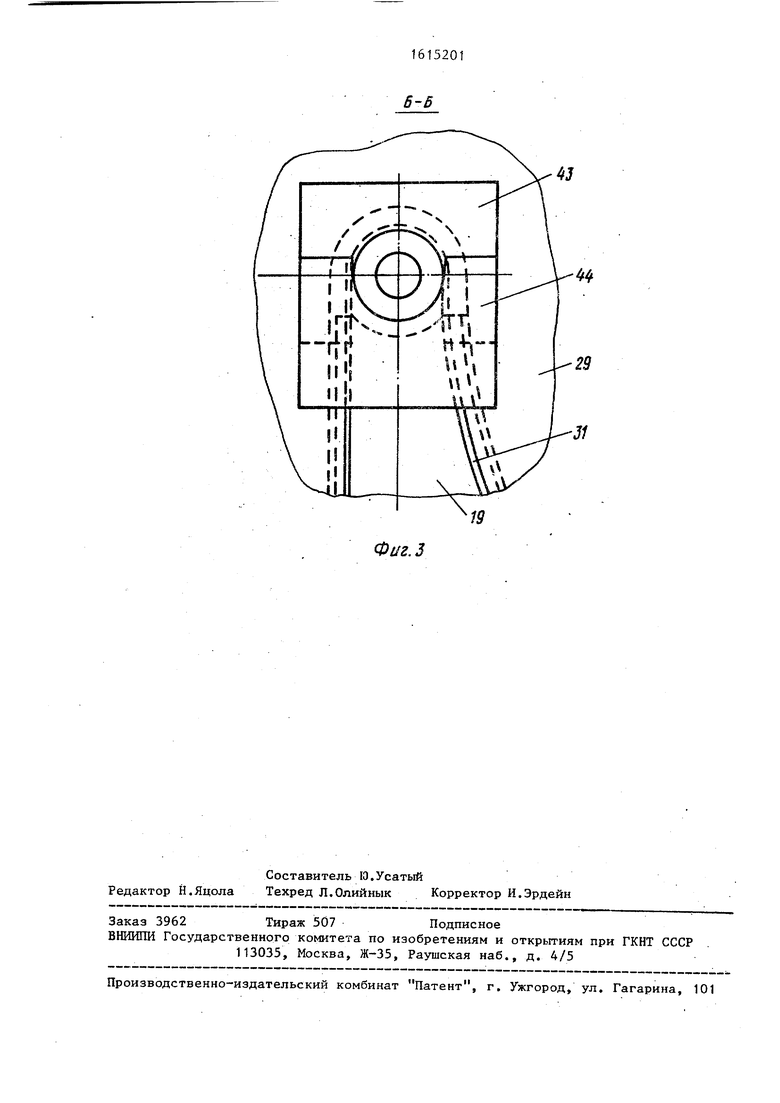
На фиг. 1 представлена установка, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2.
Установка содержит стол 1, нагревательное электроконтактное устройство 2, состоящее из импульсного источ- ника питания (не показан) и шин 3 и 4 токоподводящей стойки 5, токоподво- дящей стойки 6 с ванной, заполненной жидким контактом 7, токоввода-держате ля 8, подвижного токоввода-держателя 9 с аппендиксом 10, опущенным в ванну с жидким контактом 7. Стойки 5 и 6 закреплены на шинах 3 и 4 соответственно, которые через изолятор 11, проложенный между шинами 3 и 4, и изолятор 12 прикреплены к столу 1. .Токо- вод 8 закреплен на стойке 5. Токо- 1ввод 9 оканчивается рычагом-маятником i13, закрепленным в цапфовых опорах
5
0
5
о
5
на кронштейне 14, установленном через изолятор 15 на столе 1, и хвостовиком 16 для установки входного элемента устройства дилатации. Е1а столе 1 мевду токовводами 8 и 9 закреплен контейнер . 17 с фланцем 18, вставками 19 и 20 и штуцерами 21 для сброса хладагента (водовоздушной смеси). В пазу 22 фланца 1 8 уложена уплотнительная прокладка 23. В боковой поверхности фланца 18 установлены сальники 24 для прохода измерительных шин 25. На столе 1 установлен кронштейн 26, на оси 27 которого с возможностью разворота установлена крышка 28, на которой закреплен колпак 29 с фланцем 30 и пазами 31 и 32, которые при опускании крьпнки 28 на стол 1 сопрягаются соответственно с вставками 19 и 20 контейнера 17. В верхней части колпака 29 расположены штуцеры 33 для сброса водовоздушной смеси. С двух сторон колпака 29, на его внешних сторонах закреплены спр ей- еры 34 со штуцерами подачи воды 35,
воздуха 36 и сброса водовоздушной смеси 37. В колпаке 29 напротив сопел спрейера 34 выполнены окна 38. Для закрепления образца 39 на токовводах 8 и 9 выполнены цанговые зажимы 40, на выступах которых установлены измерительные контакты 41 и 42, электрически соединенные с измерительными шинами 25. С обоих сторон колпака 29 и на вставках 19 и 20 соответственно установлены гибкие мембраны 43 и 44,
5 161520
герметизирующие места входа токовво- дов 8 и 9 в камеру, образованную колпаком 29 и контейнером 17,
Установка позволяет реализовать следующие режимы работы: рехшм скоростного нагрева, режим скоростного
охлаждения, а также переход от одного из этих режимов к другому в процессе одного эксперимента (термоциклирова- ю ние) .
В режиме скоростного нагрева установка работает следующим образом. В токовводах 8 и 9 устанавливают исслеВ режиме прег.варите.чьногс образе- вакня водовоздушной смеси установка работает следую11;1 1м образом, Спрейеры 34 подключают к питающим гидравли- ческох и пневматической сетям , например, при помонщ электромагнитных клапанов (не показаны), при этом вода 3 спрейерах поступает через штуцеры 35J воздух - через штуцеры 36, а образовавшаяся в период переходного процесса некачественная водовоздушная смесь сбрасывается -герез штуцер 37 в магистраль сброса, С учетом того.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ, ВОДОСБОРНИК И СПРЕЙЕР ДЛЯ ЭТОГО АГРЕГАТА | 1998 |
|
RU2143009C1 |
| Агрегат для электроконтактной термообработки прутков | 1977 |
|
SU734298A1 |
| Установка для термоциклической обработки деталей | 1984 |
|
SU1294844A1 |
| Способ термической обработки сварных труб | 1987 |
|
SU1534072A1 |
| СИЛОВОЙ МОДУЛЬ АГРЕГАТА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 2010 |
|
RU2448807C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ВСТАВОК ИЗ ПОДПЯТНИКОВ НАДРЕССОРНЫХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2289500C1 |
| ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2061939C1 |
| ГАЗОСТАТ | 2010 |
|
RU2429105C1 |
| ГАЗОСТАТ | 2007 |
|
RU2368463C2 |
| СПОСОБ СКОРОСТНОГО ОХЛАЖДЕНИЯ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2081186C1 |
Изобретение относится к термообработке и может быть использовано при термоциклировании, связанном с повышением механических характеристик изделий. Цель изобретения - повышение качества обработки деталей путем увеличения скорости охлаждения и надежности установки в работе. Установка содержит стол (С) 1, нагревательное электроконтактное устройство 2 с неподвижным токовводом - держателем 8 и подвижными токовводом-держателем 9. На С 1 между токовводами 8 и 9 закреплен контейнер 17 с фланцем 18, вставками 19 и 20 и штуцерами 21 для сброса хладагента (водовоздушной смеси). В пазу фланца 18 уложена уплотнительная прокладка 23. На С 1 на оси кронштейна установлена с возможностью разворота крышка, на которой закреплен колпак (К) 29 с фланцем с пазами, которые при опускании крышки на С 1 сопрягаются соответственно с вставками 19 и 20 контейнера 17. В верхней части К 29 расположены штуцеры 33 для сброса водовоздушной смеси. С двух сторон К 29 закреплены спрейеры 34 со штуцерами подачи воды и воздуха и сброса водовоздушной смеси. В К 29 напротив сопл спрейера 34 выполнены окна 38. С обеих сторон К 29 и на вставках 19 и 20 соответственно установлены гибкие мембраны, герметизирующие места входа токовводов 8 и 9 в камеру, образованную К 29 и контейнером 17. Изобретение позволяет реализовать быстрый переход от нагрева к охлаждению, а также повысить скорость охлаждения. Введение в конструкцию уплотнительных элементов позволяет защитить токонесущие узлы и повысить надежность установки. 1 з.п. ф-лы, 3 ил.
дуемый образец 39 и зажимают цанговы-|5 что в данной установке скоростное
ми зажимами 40, обеспечивая электрический контакт образца с измерительными контактами 41 и 42 и токовводами 8 и 9. Опускают крышку 28, поворачй г - вая ее вокруг оси 27 кронштейна 26, при этом фланец 30 колпака 29 сопрягается с пазом 22 фланца 18, а пазы 31 и 32 колпака 29 - с вставками 19 и 20 контейнера 17 соответственно. Гибкие йембраны 43 и 44 герметизируют места входа в образовавагуюся камеру токовводов8 и 9, а прокладка 23 герметизирует место сопряжения фланцев 30 и 18, В указанном состоянии установка готова к работе. После этого включают нагревательное электроконтактное устройство 2, при этом образец 39 нагревается током, выра- батываемьм источником питания и по- ступаюшим к образцу через шины 3 и 4, токоподводящие стойки 5 и б, ванну с жидким контактом 7, аппендикс 10 и токовводы 8 и 9. Измерение изменяющихся электрических параметров образ - ца 39 производят при помощи измерительных контактов 41 и 42, соединенных с устройством преобразования и регистрации параметров измерительными шинами 25,
Одновременно дилатация образца 39 приводит к перемещению подвижного то- коввода 9 за счет поворот.а рычага- маятника 13 вокруг оси кронштейна 14 в направлениях, указанных на фиг, 2 стрелкой X,
В режиме скоростного охлаждения установка позволяет в свою очередь реализовать следующие режимы: предварительного образования водовоздушной смеси, определяемый временем переходного процесса, необходимого для образования качественной водовоздушной смеси; рабочий.
30
охлаждение образца должно практиче мгновенно следовать за скоростным нагревом, включение в этом режиме спрейер ов 34 должно быть сделано с 2Q таким расчетом, чтобы ко времени п ревода спрейеров 34 в рабочий режи процесс образования качественной в довоздушной смеси бып окончен.
В рабочем (сразу после о 2 ключс.ния нагревательного устройств 2) переключают (например, при помо золотника) направленна потока водо воздушной смеси на образец 39. Сме через OKita 38 в колпаке 29 поступае к образцу 39 и через штуцеры сброса 33 (колпака 29) и 21 (контейнера 17 отработанная смесь поступает Б магистраль сброса.
При необходимости многократной т моциклической обработки образца 39 35 спрейеры 34 снова переводят в предв рительный режим, направляя водовозд ную смесь в канал 37 сброса, после чего включают нагревательное электр контактное устройство 2 и повторяют процесс скоростного нагрева и т,д.
Предлагаемая установка позволяет реализовать -быстрый переход от нагр ва к охлаждению, т.е. повысить как скорость охлаждения так и скорость перехода от нагрева к о шаждению и обратно, что позволяет реигить задач повышения качества обработки издели без дополнительной сборки-разборки устройства. Кроме того, констууктив 50 ное решение установки с гибкими мем ранами, сальниками, уплотняющей про - кладкой позволяет защитить токонесущие и оптико-электронные измери1 ель- ные элементы от воздействия влаги, 55 т„е, повысить ее надежность.
Формула изобрет, ения
40
45
|5 что в данной установке скоростное
30
охлаждение образца должно практически мгновенно следовать за скоростным нагревом, включение в этом режиме спрейер ов 34 должно быть сделано с 2Q таким расчетом, чтобы ко времени перевода спрейеров 34 в рабочий режим процесс образования качественной водовоздушной смеси бып окончен.
В рабочем (сразу после от- 2 ключс.ния нагревательного устройства 2) переключают (например, при помощи золотника) направленна потока водовоздушной смеси на образец 39. Смесь через OKita 38 в колпаке 29 поступает к образцу 39 и через штуцеры сброса 33 (колпака 29) и 21 (контейнера 17) отработанная смесь поступает Б магистраль сброса.
При необходимости многократной термоциклической обработки образца 39 5 спрейеры 34 снова переводят в предварительный режим, направляя водовоздуш- ную смесь в канал 37 сброса, после чего включают нагревательное электроконтактное устройство 2 и повторяют процесс скоростного нагрева и т,д.
Предлагаемая установка позволяет реализовать -быстрый переход от нагрева к охлаждению, т.е. повысить как скорость охлаждения так и скорость перехода от нагрева к о шаждению и обратно, что позволяет реигить задачу повышения качества обработки изделий без дополнительной сборки-разборки устройства. Кроме того, констууктив- 0 ное решение установки с гибкими мембранами, сальниками, уплотняющей про - кладкой позволяет защитить токонесущие и оптико-электронные измери1 ель- ные элементы от воздействия влаги, 5 т„е, повысить ее надежность.
Формула изобрет, ения.
0
5
2$
2г
32
25 ZQ
hr
Фиг.1
29
31
Фиг. 2
| Установка для термоциклической обработки деталей | 1984 |
|
SU1294844A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
