Изобретение относится к области ремонта железнодорожного подвижного состава, в частности к ремонту надрессорных балок тележек вагонов с запрессованными вставками в подпятники. Оно может быть использовано также в других областях техники, связанных с извлечением чашеобразных вставок, запрессованных в углубления толстостенных деталей.
Известен способ разъединения двух деталей, соединенных прессовой посадкой, заключающийся в том, что охватывающую деталь нагревают (в то время как охватываемая деталь остается не нагретой), за счет чего посадочный диаметр ее углубления увеличивается и становится больше посадочного диаметра охватываемой детали, в результате чего натяг между ними исчезает и охватываемая деталь свободно вынимается из охватывающей. Этот способ используется, например, в устройстве для демонтажа колесных пар по авторскому свидетельству SU 1324814 (Бюллетень №27, 1987), по которому для выпрессовки колеса и тормозного диска, закрепленных на оси колесной пары прессовой посадкой, производят нагрев последних. По завершении нагрева указанных деталей ось колеса освобождается от них с помощью пневмоцилиндра. Однако указанный выше способ не может обеспечить распрессовку двух деталей, соединенных между собой прессовой посадкой, у которых масса охватываемой детали значительно меньше массы охватывающей, особенно, если охватываемая деталь представляет собой тонкостенную оболочку, запрессованную в углубление толстостенной детали.
Целью изобретения является обеспечение извлечения вставок из подпятников надрессорных балок без повреждения их посадочных и рабочих поверхностей в условиях поточного ремонта деталей.
Поставленная цель достигается тем, что подпятник надрессорной балки нагревают одновременно со вставкой до температуры выше 250°С, после чего внутренние поверхности вставки охлаждают обдувом сжатым воздухом или водовоздушной смесью со скоростью, превышающей не менее чем в 1,1 раза скорость теплообмена через поверхности, соприкасающиеся с подпятником, до исчезновения натяга между вставкой и наружным буртом последнего, при этом вставку распирают изнутри усилием, не вызывающим появление дополнительного натяга и достаточным для извлечения вставки из подпятника нормально приложенной нагрузкой.
Существенными отличительными признаками изобретения являются:
- местный нагрев подпятника совместно со вставкой до температуры выше 250°С;
- ускоренное охлаждение внутренних поверхностей вставки по сравнению с контактными поверхностями подпятника со скоростью, превышающей не менее чем в 1,1 раза скорость их теплообмена через последние, до исчезновения между ними натяга;
- распор вставки в процессе ее охлаждения изнутри усилием, не вызывающим появление дополнительного натяга и достаточным для извлечения вставки из подпятника нормально приложенной нагрузкой.
Существенность отличительных признаков подтверждается следующим:
1. Нагрев подпятника выше температуры 250°С необходим как для теплового расширения подпятника на величину, превышающую натяг между его наружным буртом и вставкой, так и для снятия остаточных внутренних напряжений в подпятнике.
2. Скорость охлаждения внутренних поверхностей вставки по сравнению с контактными поверхностями подпятника должна превышать не менее чем в 1,1 раза скорость их теплообмена через последние, что необходимо для полного исчезновения натяга за период нахождения детали на технологической позиции ремонта детали.
3. Распор вставки в процессе ее охлаждения изнутри должен осуществляться усилием, не вызывающим появление дополнительного натяга, чтобы обеспечить извлечение вставки из подпятника нормально приложенной нагрузкой, не превышающей веса надрессорной балки.
Пример осуществления способа извлечения вставок из подпятников надрессорных балок.
Примером осуществления способа является извлечение вставки из подпятников надрессорных балок с помощью заявляемого устройства, схематично представленного на фиг.1. Нагрев подпятника со вставкой осуществляется индукционным нагревателем до температуры 250-300°С, после чего включается подача сжатого воздуха, который с помощью сопел в днище пустотелого корпуса обдувает внутренние опорную и упорную поверхности вставки и охлаждает ее. Одновременно с обдувом вставки сжатым воздухом включается подача сжатого воздуха на привод двуплечих рычагов с захватами, которые, упираясь подрезиненными стальными пластинками с насечкой в упорную поверхность бурта вставки, сцепляются с ней. По истечении времени, необходимого для исчезновения натяга между наружным кольцевым буртом подпятника и вставкой, подача сжатого воздуха прекращается. Затем включается подача сжатого воздуха в штоковую полость пневмоцилиндра, предназначенного для извлечения вставки, шток которого с наконечником упирается в торец внутреннего бурта подпятника, а цилиндр вместе с устройством и вставкой, удерживаемой захватами, перемещается вверх, извлекая последнюю из подпятника.
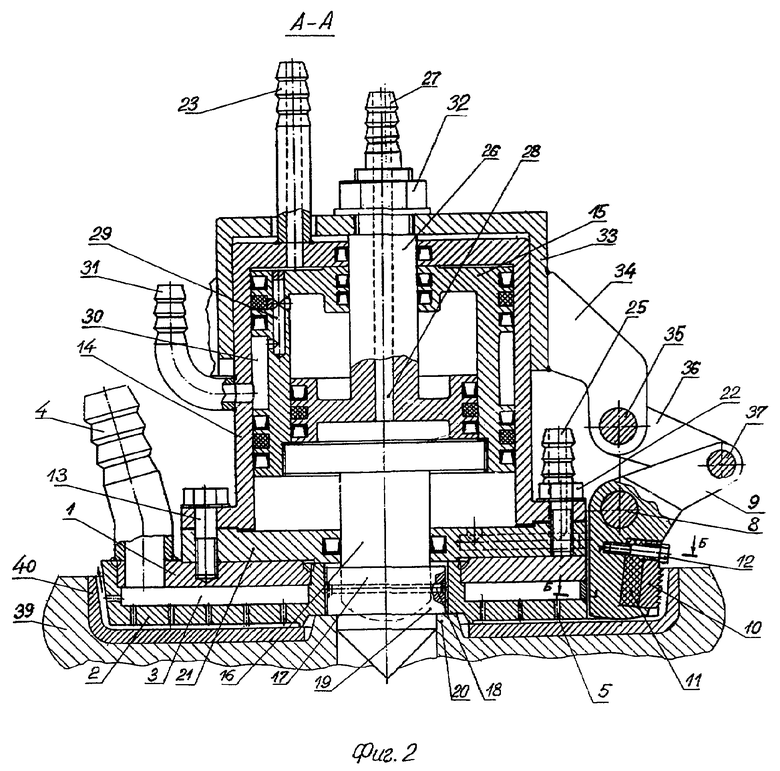
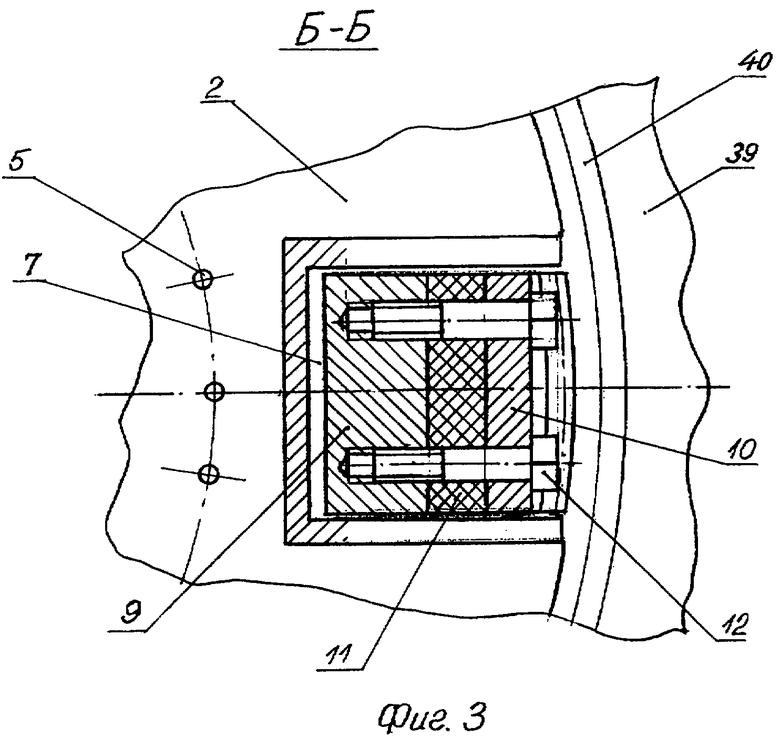
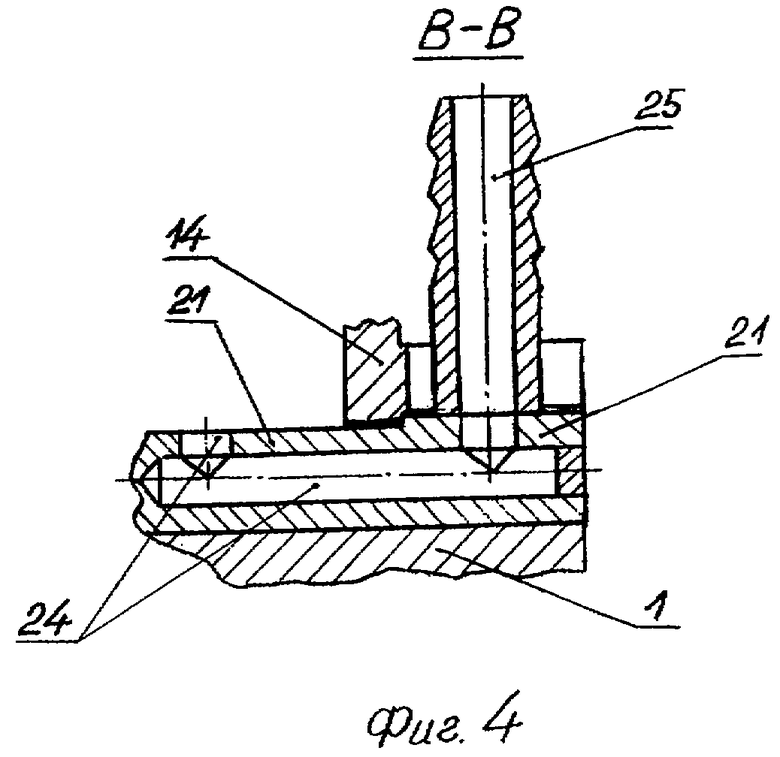
Конструкция устройства поясняется также представленным на фиг.2 разрезом по А-А на фиг.1, разрезом по Б-Б на фиг.2 (фиг.3) и разрезом по В-В на фиг.1 (фиг.4). Устройство содержит пустотелый дискообразный корпус, свободно размещаемый в подпятнике надрессорной балки, состоящий из двух плит: верхней 1 и нижней 2, соединенных между собой сваркой. В нижней плите сделана выборка металла с образованием замкнутого пространства, служащего распределителем 3 сжатого воздуха, поступающего через штуцер 4 для охлаждения вставки, по соплам 5. На верхней плите корпуса приварены шесть пар ушек 6, между которыми в пазах 7 размещены закрепленные с помощью пальцев 8 двуплечие рычаги 9, у которых нижние плечи выполнены в виде лап, являющихся захватами. Для лучшей сцепляемости с упорной поверхностью вставки захваты оснащены закаленными стальными сменными пластинками 10 с насечкой на рабочей поверхности. С целью выравнивания усилий между рычагами во время работы устройства между каждой стальной сменной пластинкой и нижними плечами рычагов установлены резиновые прокладки 11.
Стальные сменные пластинки с резиновыми прокладками закреплены на нижних плечах рычагов болтами 12 диаметром, меньшим, чем диаметры отверстий в пластинах и прокладках, поэтому пластинки беспрепятственно могут перемещаться на величину деформации резиновых прокладок в направлении приложенных усилий. На корпусе, соосно с ним, закреплен шестью болтами 13 пневмоцилиндр извлечения вставок 14 с поршнем 15, который одновременно является пневмоцилиндром привода захватов. Шток 16 пневмоцилиндра крепится к поршню 15 на резьбе, а его торец выполнен сферическим. Наконечник 17, надетый на шток 16, имеет внутри сферическую поверхность, ответную сферической поверхности штока, и закреплен на нем заклепкой 18. Коническая и цилиндрическая поверхности наконечника служат для центрирования устройства в шкворневом отверстии подпятника надрессорной балки, а уступ 19 служит для опирания штока посредством наконечника в торец внутреннего бурта 20 подпятника надрессорной балки при извлечении вставки. Крышка 21 пневмоцилиндра извлечения вставок прикреплена к его фланцу шестью болтами 22.
Подвод сжатого воздуха в его поршневую полость для хода поршня вниз осуществляется через штуцер 23, а отвод отработавшего воздуха из штоковой полости в атмосферу - через сверления 24 в крышке 21 и штуцер 25.
Для осуществления хода поршня вверх подвод сжатого воздуха и отвод отработавшего в атмосферу выполняется в направлении, обратном описанному выше.
Поршень 15 пневмоцилиндра извлечения вставок, являющийся одновременно пневмоцилиндром привода захватов, имеет внутри себя шток-поршень 26. Подвод сжатого воздуха в поршневую полость пневмоцилиндра привода захватов, при котором поршень движется вверх, производится через штуцер 27 и сверление в штоке-поршне 28. Отвод отработавшего воздуха из штоковой полости в атмосферу производится через сверления 29 в поршне 75, по кольцевому промежутку 30 между поршнем 15 и пневмоцилиндром извлечения вставок 14 и далее через штуцер 31.
Для перемещения поршня 15 подвод сжатого и отвод отработавшего воздуха в атмосферу производится в направлении, обратном описанному выше. К штоку-поршню 26 пневмоцилиндра привода захватов в верхней части прикреплен с помощью гайки 32 колпак 33, на внешней поверхности которого приварены шесть симметрично расположенных ушек 34. Направляющей колпака при его движениях вверх и вниз служит наружная поверхность пневмоцилиндра извлечения вставок 14. Ушки колпака шарнирно соединены с верхними плечами двуплечих рычагов с помощью пальцев 35, серег 36 и пальцев 37.
Устройство для извлечения вставок из подпятников надрессорных балок работает следующим образом. Транспортировочным средством его захватывают за рым-болты 38 и опускают в подпятник надрессорной балки 39, предварительно нагретый вместе со вставкой 40 до температуры 250-300°С так, чтобы наконечник 17 конусом вошел в шкворневое отверстие подпятника, а его уступ 19 опирался на торец внутреннего бурта 20. Поршень 15 пневмоцилиндра извлечения вставок должен при этом находиться в крайнем верхнем положении, как показано на фиг.2.
С пульта управления (на чертеже не показан) включают подачу сжатого воздуха на охлаждение вставки. Сжатый воздух сетевого давления (6-8 кгс/см2) проходит через штуцер 4, заполняет пространство распределителя воздуха и устремляется через сопла 5 в атмосферу, обдувая опорную и упорную поверхности вставки, охлаждает последнюю, одновременно с подачей сжатого воздуха на охлаждение вставки включает подачу сжатого воздуха в пневмоцилиндр привода захватов. Пройдя через штуцер 27, он заполнит поршневую полость пневмоцилиндра привода захватов 15, переместив шток-поршень 26 вверх вместе с колпаком 33. Ушки 34 колпака, воздействуя на серьги 36, повернут двуплечие рычаги 9 до упора их захватов сменными стальными пластинами с насечкой 10 в упорную поверхность вставки 40. При этом вставка будет заневолена, а устройство зафиксировано в подпятнике от возможных перемещений, связанных с истечением сжатого воздуха из сопел. Резиновые прокладки 11 подвергнутся сжатию, выравнивая усилия, распирающие вставку, между отдельными рычагами. По истечении непродолжительного времени, когда температура вставки снизится настолько, что натяг между цилиндрическими поверхностями вставки и подпятника надрессорной балки исчезнет или станет незначительным, подают сжатый воздух в пневмоцилиндр извлечения вставок 14, который поступает через штуцер 23 в поршневую полость указанного пневмоцилиндра.
Поскольку шток 16 поршня 15 с наконечником 17 упирается в торец внутреннего бурта подпятника и остается неподвижным, то перемещаться вверх начнет пневмоцилиндр 14 вместе с корпусом и вставкой 40, удерживаемой в заневоленном состоянии захватами двуплечих рычагов 9. Движение корпуса со вставкой прекратится тогда, когда крышка 21 пневмоцилиндра 14 упрется в поршень 15 пневмоцилиндра извлечения вставок. Устройство вместе со вставкой, удерживаемой захватами, транспортировочным средством поднимается вверх и отводится в сторону. Впуском сжатого воздуха в штоковую полость пневмоцилиндра захватов последние приводятся в исходное положение, освобождая вставку, которую укладывают в отведенное место.
Заключительным действием по приведению устройства в исходное положение является перемещение поршня со штоком и наконечником в крайнее верхнее положение, как показано на фиг.2. Для этого впускают сжатый воздух в штоковую полость пневмоцилиндра извлечения вставок и, когда поршень займет крайнее верхнее положение, сжатый воздух отключают. Устройство готово для использования в извлечении вставки из подпятника следующей надрессорной балки.
Использование заявленных способа и устройства обеспечивает повышение производительности и снижение трудозатрат при ремонте деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДПЯТНИК НАДРЕССОРНОЙ БАЛКИ ВАГОННОЙ ТЕЛЕЖКИ | 2002 |
|
RU2240940C2 |
| ПОДПЯТНИКОВАЯ ВСТАВКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2003 |
|
RU2258016C1 |
| ПОДПЯТНИКОВАЯ ВСТАВКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2005 |
|
RU2286272C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ВАГОНА | 2001 |
|
RU2213651C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ВАГОНА | 1998 |
|
RU2126317C1 |
| ПОДПЯТНИКОВЫЙ УЗЕЛ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2000 |
|
RU2201879C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОДПЯТНИКОВОГО УЗЛА НАДРЕССОРНОЙ БАЛКИ | 2003 |
|
RU2247015C1 |
| СПОСОБ РЕМОНТА ВАГОННОЙ ТЕЛЕЖКИ ЖЕЛЕЗНОДОРОЖНОГО СОСТАВА МОДЕЛИ 18-9598 | 2015 |
|
RU2592030C1 |
| НАДРЕССОРНАЯ БАЛКА | 2008 |
|
RU2386560C2 |
| НАДРЕССОРНАЯ БАЛКА ТЕЛЕЖКИ | 2002 |
|
RU2223190C1 |
Изобретения относятся к ремонту несущих деталей железнодорожного подвижного состава, в частности к ремонту надрессорных балок тележек вагонов с запрессованными вставками в подпятники. Подпятник надрессорной балки нагревают одновременно со вставкой до температуры выше 250°С. Внутренние поверхности вставки охлаждают обдувом со скоростью, превышающей не менее чем в 1,1 раза скорость теплообмена через поверхности, соприкасающиеся с подпятником, до исчезновения натяга между вставкой и наружным буртом последнего. Для извлечения вставки ее распирают изнутри усилием. Устройство для осуществления способа содержит корпус в виде диска, размещаемого в подпятнике, с пазами, расположенными на боковой поверхности, в которых размещены двуплечие рычаги 9, приводимые в действие от пневмоцилиндра, с лапами для захвата вставки, центральное отверстие, через которое проходит шток 16 пневмоцилиндра для извлечения вставки 40, с внутренним пространством, предназначенным для распределения охлаждающего сжатого воздуха по соплам, направленным в стороны поверхностей вставки. Технический результат - повышение производительности ремонта надрессорных балок, снижение энерго- и трудозатрат при ремонте деталей. 2 н.п. ф-лы, 4 ил.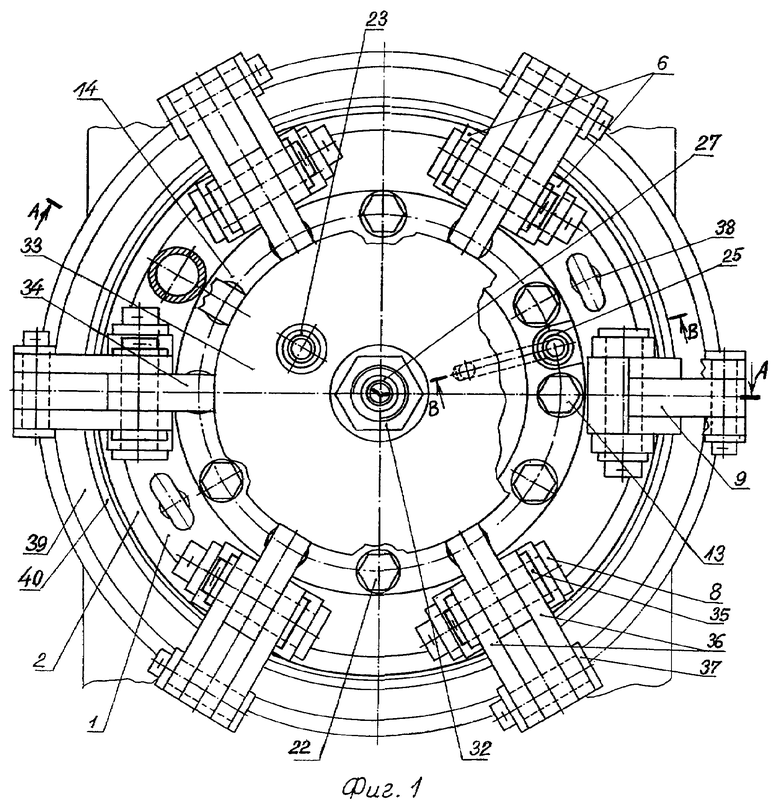
| СПОСОБ УПРОЧНЕНИЯ ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ВАГОНА | 1998 |
|
RU2126317C1 |
| ПОДПЯТНИК НАДРЕССОРНОЙ БАЛКИ ВАГОННОЙ ТЕЛЕЖКИ | 2002 |
|
RU2240940C2 |
| Устройство для демонтажа колесных пар | 1986 |
|
SU1324814A1 |

