Изобретение относится к обработке металлов давлением, преимущественно к прокатке ленты из высокоуглеродистых, в том числе легированных сталей.
Цель изобретения - повьшение точ-ности ленты по толщине, серповидности и неплоскостности.
Предлагаемый способ опробован при изготовлении холоднокатаной ленты размерами 1,6x233 мм из стали марки 9ХФ.
Горячую прокатку подката толщиной 2,3 мм производят на полунепрерывном стане 810. Температура конца прокатки находится в интервале 800 - 850°С. Перед смоткой в рулоны полосы подвергают ускоренному охлаждению до температуры порядка 650°С. Рулоны горячекатаного металла охлаждают на воздухе до температзпры помещения, а затем отжигают в цилиндрических одностопных муфельных печах типа ПСК-180
при 68 О с. Отожженный металл подвергают травлению на непрерывно-травильном агрегате, после чего полуфабрикат вновь подвергают отжигу при 750°С в печах типа ПСК-180.
Затем металл подвергают холодной прокатке на непрерывном трехкпете- вом стане 740 и рекристаллизационному отукигу при 710 С
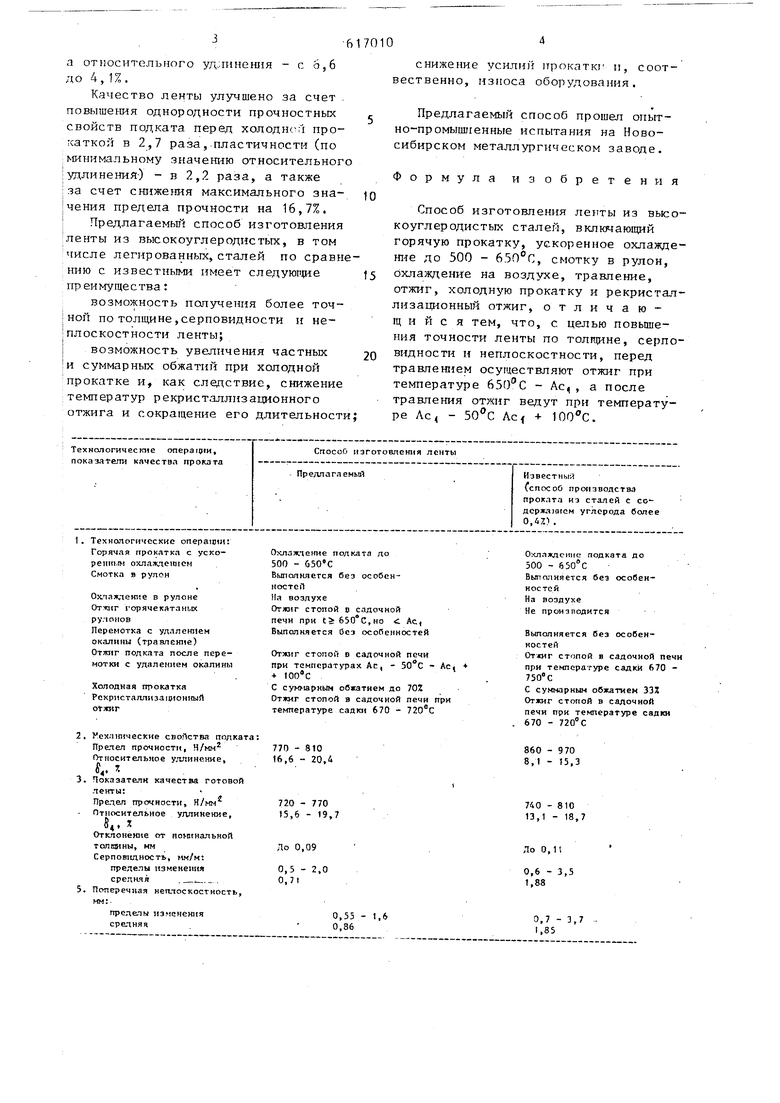
В таблице для сравнения предлагаемого способа с известным (авт. св. t 1280029) приведены их режимы и показатели качества проката.
Приведенные в таблице результаты показывают, что точность ленты, изготовленной по предлагаемому способу, выше; по тапгдине - на 20%, по серповидности - в среднем в 2,6 раза; по поперечной неплоскостности - в среднем в 2,1 раза . Однородность механических свойств ленты также улучшается. Разброс прочностных свойс,тв сршжается с 70 до 50 Н/мм
(Л С
а отноогтельиого удлинеш1я - с 6,6 до 4,1%.
Качество ленты улучшено за счет . повышеьия однородности прочностных свойств лодката перед холодно; прокаткой в 2,7 раза, .пластичности (по минимальному значению относительног I удлинения-) - в 2,2 раза, а также ;за счет снижения максимального зна- (чения предела прочности на 16,7%. I Предлагаемый способ изготовления ;ленты из высокоуглеродистьгх, в том числе легированных, сталей по сравннию с известными имеет следуюгдие преимущества:
возможность папучения более точ- } ной по толщине ,серповидности и не- I плоскостности ленты; I возможность увешичения частных ;и суммарных обжатий при холодной лрокатке и, как следствие, снижение температур рекристаллизационного отжига и сокращение его длительност
0
5
0
снижение усилий и, соот- вественно, износа оборудования.
Предлагаемый способ лрошел опытно-промышленные испытания на Новосибирском металлургическом заводе.
Формула изобретения
Способ изготовления лепты из высоко углерод истых сталей, включающий горячую прокатку, ускоренное охлаждение до 500 - 650 с, смотку в рулон. Охлаждение на воздухе, травление, отжиг, холодную прокатку и рекристал- лизационныт отжиг, отличающийся тем, что, с целью повышения точности ленты по толщине, серпо- видности и неплоскостности, перед травлением осуществляют отжиг при температуре бЗО с -Ас,, а после травления отжиг ведут лри температуре Лс - Лс + .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства проката | 1985 |
|
SU1280029A1 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕРНОЙ ЖЕСТИ | 2008 |
|
RU2371486C1 |
| Способ производства холоднокатаного проката | 2024 |
|
RU2834541C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ВЫСОКОСКОРОСТНОЙ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479642C1 |
| СПОСОБ ПРОИЗВОДСТВА КИНЕСКОПНОЙ ПОЛОСЫ | 2002 |
|
RU2223335C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНЧАЙШЕЙ ЖЕСТИ | 2013 |
|
RU2511155C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ АВТОМОБИЛЕСТРОЕНИЯ | 2016 |
|
RU2638477C2 |
| Способ изготовления нагартованной ленты для пильных цепей | 1988 |
|
SU1532597A1 |
| Способ обработки инструментальных сталей | 1991 |
|
SU1813107A3 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ВЫРУБКИ МОНЕТНОЙ ЗАГОТОВКИ | 2012 |
|
RU2516358C2 |
Изобретение относится к обработке металлов давлением, преимущественно к прокатке ленты из высокоуглеродистых, в том числе, легированных сталей. Цель изобретения - повышение точности ленты по толщине, серповидности и неплоскостности. После горячей прокатки ленту из стали 9ХВ ускоренно охлаждают до 550°С, сматывают в рулон и охлаждают на воздухе. Затем отжигают при 680°С и травят. После чего выполняют отжиг при 750°С. Далее осуществляют холодную прокатку и рекристаллизационный отжиг. 1 табл.
Технопогнчсские операции: Горячая прокатка с уско- реиш.гм охлажлешюи Смотка в рулон
Охпаждекие в рулоне Отжиг горячекатаных рулонов
Перемотка с удллениен окалины (травление) Отжиг подката после перемотки с удалением окалины
Холодная прокатка
РскристаллизаилонныЙ
отжиг
,Мех. итческие cBoflcTsa полката: Предел прочности, Н/мм
Птносительное удлинение, S. 7.
.Показателя качества готовой леиты:
Предел прочности, Н/мм Птносительное удлинение,
OTioioHemie от но в Нальной тапднны, мм СерпошЕДНость, им/м:
пределы изменеиия
средачя,
. Поперечная неплоскостность, мм:пределы изменения
средняя
Охлаждение подката до 500 - йЗО С
Вьшалняется без особенностейНа воздухе
Отжиг стопой 8 садочной печи при t 650°C,Ho
Ас,
Вьтолняется Оез осоВенностей
Отжиг cTonoi в садочной печи
при температурах Ас, - ЗО с - Ас, +
+ 100 С ,
С суммарным обжатием до 70Z
Отжиг стопой в садочной печи при
температуре садки 670 - 720°С
770 - 810 16,6 - 20,4
720 - 770 15,6 - 19,7
Ло 0,09
0,5 - 2,0 0,7t
0,55 - 1,6 0,86
Ас, +
при
0: ллждснис подката до 500 -
Выполняется без особенностейНа воздухе Не производится
Выполняется вез особенностей
Отжиг стопой в садочной печи при тe mepaтype садки 670 - 750° С
С суммарным обжатием ЗЗХ Отжиг стопой в садочной печи при температуре садки 670 - 720°С
860 - 970 8,1 - 15,3
740 - 810 13,1 - 18,7
Ло 0,11
0,6 - 3,5 1,88
0,7 - 3,7 1,85
| Сталь, 1975, № 6, с.522-524 | |||
| Способ производства проката | 1985 |
|
SU1280029A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
