Изобретение относится к металлургии, в частности к прокатному производству лент, используемых для изготовления мелкозвенных пильных цепей.
Цель изобретения - повышение качества за счет увеличения пластичности .
Пример. В цехе ленты холодного проката изготавливают холоднока- таную ленту для мелкозвенных пильных цепей по ТУ-14-4-1411-87 из стали марки 7ХНМ (углерода 0,63-0,70%; марганца 0,30-0,60%; хрома 0,50- 0,80%; никеля 0,50-0,80%; молибдена 0,10-0,20%). Размеры ленты: 1,35 20 ММ-, 1, мм; 1,65x45 мм. Требуемое ба 880-1030 Н/мм, сГ не менее 7%.
Ленту изготавливают из горячекатаного травленого подката толщиной 3,2-4,0 мм и шириной 335 мм. Термообработку ленты производят в рулб- нах массой до 8 т в колпаковых печах при массе садки рулонов до 50 т в запщтной атмосфере. Холодную прокатку осуществляют на непрерывном пятиклетевом стане 630. Отжиг горячекатаного подката и рекристаллиза- ционньй отжиг после первой прокатки производят по известным режимам: нагрев до 650-700°С, вьщержка при этой температуре 5-7 ч и охлаждение под муфелем до 90 С. После окончасл
оо ю ел со
тел|ьной термообработки ленту режут на |агрегате продольной резки (АПР) на |заданную ширину 20,30 и А5 мм. На АПР отбирайт образцы ленты для механических испытаний.
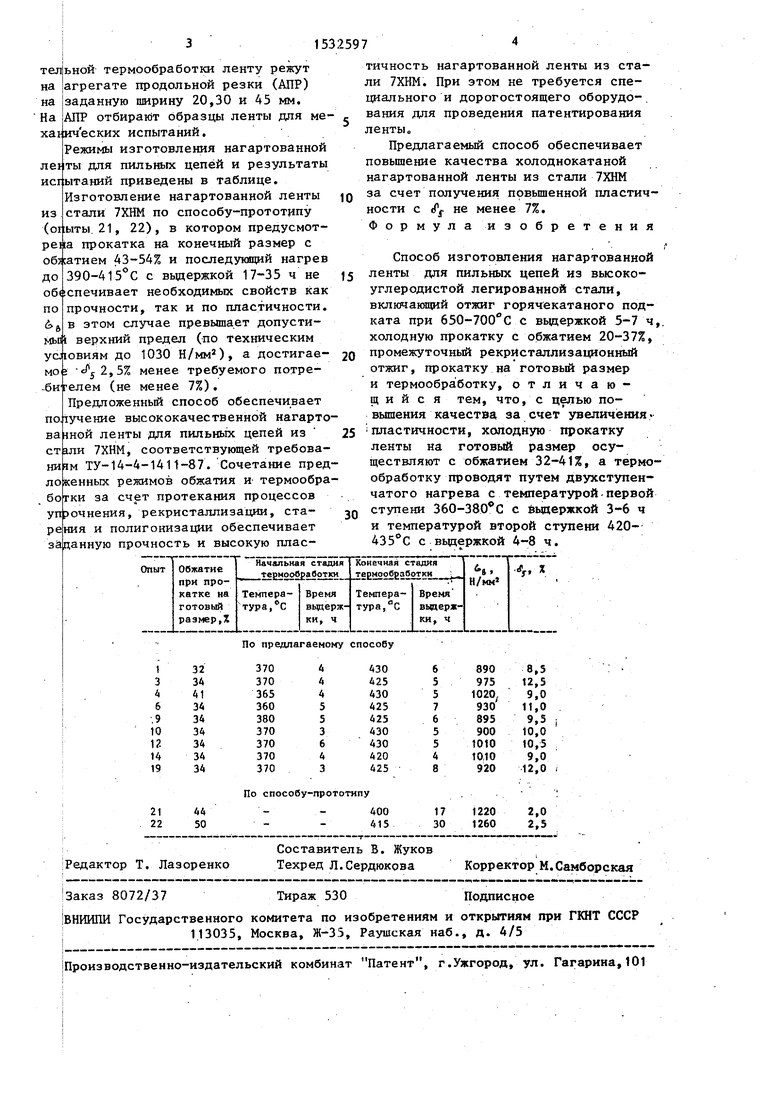
Режимы изготовления нагартованной ле1ты для пильных цепей и результаты исгытаний приведены в таблице.
Изготовление нагартованной ленты
из
стали 7ХНМ по способу-прототипу
(о1;ыты 21, 22), в котором предусмот- peiia прокатка на конечный размер с об сатием 43-54% и последующий нагрев 390-415°С с вьздержкой 17-35 ч не
ДО
об(спечивает необходимых свойств как
по прочности, так и по пластичности.
в этом случае превышает допусти- Mbril верхний предел (по техническим условиям до 1030 Н/мм), а достигае- МО ; ,5% менее требуемого потре- -бителем (не менее 7%).
Предложенный способ обеспечивает получение высококачественной нагарто ва 1НОЙ ленты для пильньгх цепей из СТ1ЛИ 7ХНМ, соответствующей требованиям ТУ-14-4-1411-87. Сочетание предложенных режимов обжатия и термообработки за счет протекания процессов упрочнения, рекристаллизации, ста- рения и полигонизации обеспечивает заданную прочность и высокую пластичность нагартованной ленты из стали 7ХНМ. При этом не требуется специального и дорогостоящего оборудо-. вания для проведения патентирования лентыо
Предлагаемый способ обеспечивает повьш1ение качества холоднокатаной нагартованной леиты из стали 7ХНМ за счет получения повьш1енной пластичности с ff не менее 7%. Формула изобретения
Способ изготовления нагартованной ленты для пильных цепей из высокоуглеродистой легированной стали, включающий отжиг горячекатаного подката при 650-700 С с вьщержкой 5-7 ч холодную прокатку с обжатием 20-37%, промежуточный рекристаллизационный отжиг, прокатку на готовый размер и термообработку, отличаю- 1ц и и с я тем, что, с целью повышения качества за счет увеличения пластичности, холодную прокатку ленты на готовый размер осуществляют с обжатием 32-41%, а термообработку проводят путем двухступенчатого нагрева с температурой-первой ступени 360-380 С с вьдержкой 3-6 ч и температурой второй ступени 420- с вьдержкой 4-8 ч.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления холоднокатаной нагартованной ленты для производства биметаллических ленточных пил | 1991 |
|
SU1780884A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2008 |
|
RU2381844C1 |
| Способ изготовления бандажной ленты | 1987 |
|
SU1439136A1 |
| Способ изготовления холоднокатаной высокопрочной ленты | 1985 |
|
SU1258523A1 |
| Способ обработки полосы из низкоуглеродистой стали | 1981 |
|
SU995925A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ВЫСОКОСКОРОСТНОЙ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479642C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ВЫРУБКИ МОНЕТНОЙ ЗАГОТОВКИ | 2012 |
|
RU2516358C2 |
| СПОСОБ ПРОИЗВОДСТВА КИНЕСКОПНОЙ ПОЛОСЫ | 2002 |
|
RU2223336C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479643C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ВЫРУБКИ МОНЕТНОЙ ЗАГОТОВКИ | 2012 |
|
RU2487176C1 |
Изобретение относится к области металлургии, к прокатному производству лент, используемых для изготовления мелкозвенных пильных цепей. Цель изобретения - повышение качества за счет увеличения пластичности. Изобретение предусматривает следующие операции: отжиг горячекатаного подката при 650 - 700°С с выдержкой 5 - 7 ч, холодную прокатку с обжатием 20 - 37%, промежуточный рекристаллизационный отжиг, прокатку на готовый размер с обжатием 32 - 41% и заключительный двухступенчатый нагрев: первая ступень при температуре 360 - 380°С с выдержкой 3 - 6 ч, вторая ступень при температуре 420 - 435°С с выдержкой 4 - 8 ч. Способ обеспечивает повышение качества холоднокатаной нагартованной ленты из стали 7 ХНМ за счет получения повышенной пластичности с δ5 не менее 7%. 1 табл.
| Способ изготовления холоднокатаной высокопрочной ленты | 1985 |
|
SU1258523A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления бандажной ленты | 1987 |
|
SU1439136A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
