Изобретение относится к электротермии, к способам изготовления плоских электронагревателей, которые могут найти широкое применение в производстве электронагревательных плит прессов, бытовой и промышленной электротермии и могут быть использованы при температурах до 750°С и давлениях до 5-10 МПа.
Цель изобретения - снижение трудоемкости изготовления.
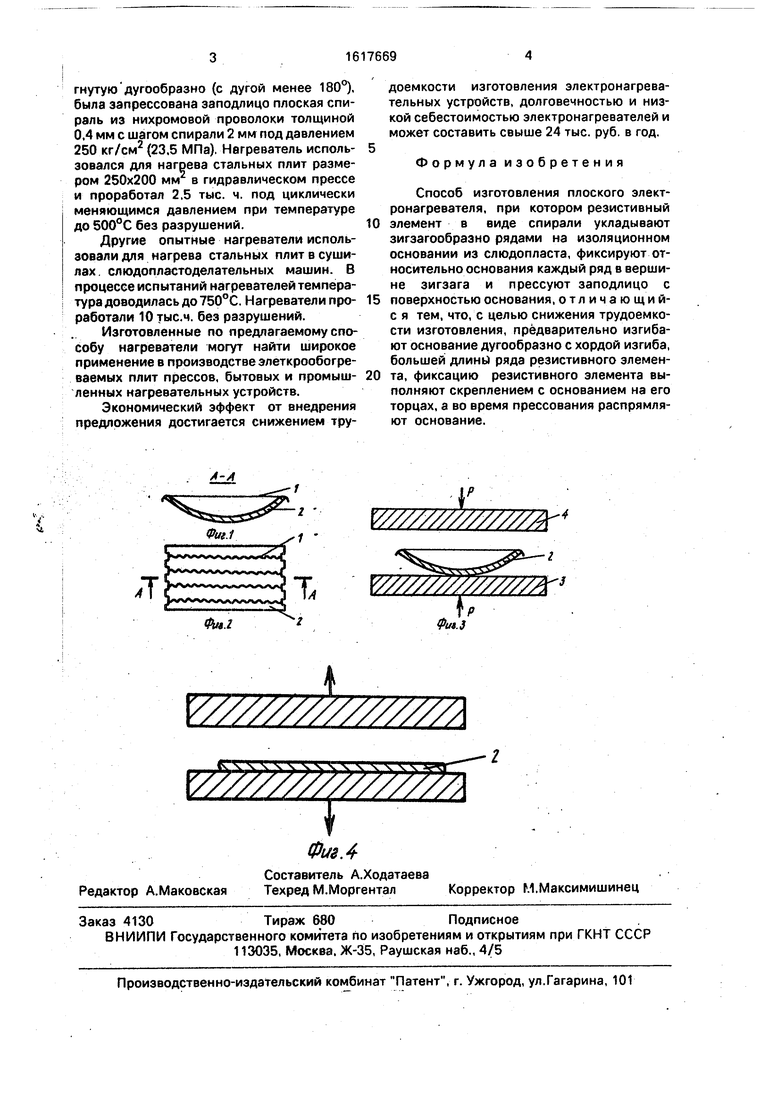
На фиг. 1 и 2 изображен нагреватель в двух проекциях после укладки на дугообразное основание; на фиг. 3 и 4 - процесс прессовки.
Резистивный элемент 1 в виде спирали закрепляют рядами относительно изоляционного основания 2, выполненного из слю- доматериала. Основание 2 для удобства фиксации резистивного элемента 1 по торцам может иметь насечки или виги. Его предварительно дугообразно изгибают с хордой изгиба, большей длины ряда резистивного элемента 1.
Основание 2 помещают на нижнюю плиту 3 разъемного прессового устройства и подают давление с прижимом верхней плиты 4.
В процессе прессования наложением верхней плиты прессового устройства одновременно происходит равномерное растяжение спирали резистивного элемента 1 и распрямление упругого изоляционного основания 2. В итоге Резистивный элемент запрессовывают заподлицо с поверхностью изоляционного .основания. После запрессовки плиты 3 и 4 размыкают и готовый нагреватель снимают с пресса.
При двусторонней укладке резистивного элемента на изоляционное основание эти операции повторяют с начала в той же последовательности, что и при односторонней укладке.
При изготовлении в лабораторных условиях опытного образца нагревателя по предлагаемому способу в пластину из слю- допласта марки ПИФТ толщиной 1 мм. изоО
о с ю
гнутую дугообразно (с дугой менее 180°), была запрессована заподлицо плоская спираль из нихромовой проволоки толщиной 0.4 мм с шагом спирали 2 мм под давлением 250 кг/см (23.5 МПа). Нагреватель использовался для нагрева стальных плит размером 250x200 мм в гидравлическом прессе и проработал 2.5 тыс. ч. под циклически меняющимся давлением при температуре до 500°С без разрушений.
Другие опытные нагреватели использовали для нагрева стальных плит в сушилах, слюдопластоделательных машин. В процесее испытаний нагревателей температура доводилась до 750°С. Нагреватели проработали 10 тыс.ч. без разрушений.
Изготовленные по предлагаемому способу нагреватели могут найти широкое применение в производстве элеткрообогре- ваемых плит прессов, бытовых и промышленных нагревательных устройств.
Экономический зффект от внедрения предложения достигается снижением трудоемкости изготовления электронагревательных устройств, долговечностью и низкой себестоимостью электронагревателей и может составить свыше 24 тыс. руб. в год.
Формула изобретения
Способ изготовления плоского электронагревателя, при котором резистивный
элемент в виде спирали укладывают зигзагообразно рядами на изоляционном основании из слюдопласта. фиксируют относительно основания каждый ряд в вершине зигзага и прессуют заподлицо с
поверхностью основания, отличающий- с я тем, что, с целью снижения трудоемкости изготовления, предварительно изгибают основание дугообразно с хордой изгиба, большей длины ряда резистивного злемента, фиксацию резистивного элемента выполняют скреплением с основанием на его торцах, а во время прессования распрямляют основание.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электронагревателя | 1989 |
|
SU1737762A1 |
| Способ изготовления резистивного электронагревателя | 1986 |
|
SU1431076A1 |
| Способ изготовления плоского электро-НАгРЕВАТЕля | 1977 |
|
SU811507A1 |
| ПЛОСКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2006186C1 |
| Способ изготовления электронагревателя | 1990 |
|
SU1806446A3 |
| Способ изготовления плоского электронагревателя | 1989 |
|
SU1690225A1 |
| Способ изготовления плоского электронагревателя | 1986 |
|
SU1450141A1 |
| Способ изготовления плоского электронагревателя | 1989 |
|
SU1730740A1 |
| Способ изготовления плоского электронагревателя | 1987 |
|
SU1555922A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКО-ПЛОСКОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ | 2018 |
|
RU2710029C2 |
Изобретение относится к электротехнике. Цель изобретения - снижение трудоемкости изготовления. Резистивный элемент в виде спирали фиксируют относительно изоляционного основания из слюдоматериалов и прессуют заподлицо с поверхностью изоляционного основания. До прессования фиксацию резистивного элемента осуществляют закреплением его на концах предварительно изогнутого изоляционного основания с хордой изгиба между торцами основания большей длины резистивного элемента. 4 ил.
X-/f
Фиг.1
г 1
ГГ .S. А VWNMi« A«%A/WW W% br
Фи1.г
У////////////////Л
///7///7/.
У////////////////9Г
Y///////////////// Т/
Фм.З
-Z
| 1971 |
|
SU417923A1 | |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ изготовления плоского электро-НАгРЕВАТЕля | 1977 |
|
SU811507A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
