Изобретение относится к электротермии, в частности к технологии изготовления проволочных электронагревателей, преимущественно предназначенных для работы при температурах до 700-750°С и давлениях до 5-10 МПа.
Известны способы изготовления плоского нагревателя, в том числе путем нанесения на пластину из электроизоляционного материала токопроводящей пленки 1.
Эти способы сложны в осуществлении и не обеспечивают работоспособности нагревателей при высоких температурах (700- 800°) и больших, периодически меняющихся, давлениях (5-10 МПа).
Известен способ изготовления плоского электронагревателя путем укладки резистивного элемента на изоляционное основание, установленное на нижней плите прессового устройства с фиксацией резистивного элемента щтифтами, наложения на эту пластину второго изоляционного основания, нокрытого клеящим составом, и удаления щтифтов одновременно с наложением второго основания и закрепления резистивного элемента в основании, например, отверждением клеящего состава в печи или на воздухе 2.
Недостатки последнего способа:
а) длительная сушка нагревателя в печи, под прессом или в другом устройстве
с целью отверждения клеящего состава, нанесенного на изолирующее основание, связана с выделением летучих веществ, что усложняет технологию нроизводства, требует вентиляционных устройств, способствует загрязнению окрун ающей среды;
б)перфорирование изоляционного основания для фиксации резистивного элемента штифтами усложняет технологический процесс;
в)применение клеящего состава ограничивает использование нагревателей областью относительно низких температур (130-150°С), т. к. при более высоких
температурах электрические и механические свойства клеящего составов резко ухудшаются;
г)нагреватели, изготовленные по описанному способу, не могут работать при
воздействии больших и периодически меняющихся давлений, т. к. в этом случае изоляционные основания могут быть прорезаны резистивным элементом, т. е. удельное давление на него значительно превышает давление на площадь нагревателя;
д)этот способ применим только при односторонней укладке резистивного элемента на изоляционное основание.
Целью изобретения является упрощение способа изготовления плоских нагревателей и повыщение надел ностн работы нагревателей с основанием из стеклопластов при повышенных температурах и давлениях, а также возможность как односторонней, так и двусторонней укладки его резистивного элемента.
Эта цель достигается тем, что закрепление резистивного элемента осуществляют запрессовкой его в тело основания заподлицо с его поверхностью.
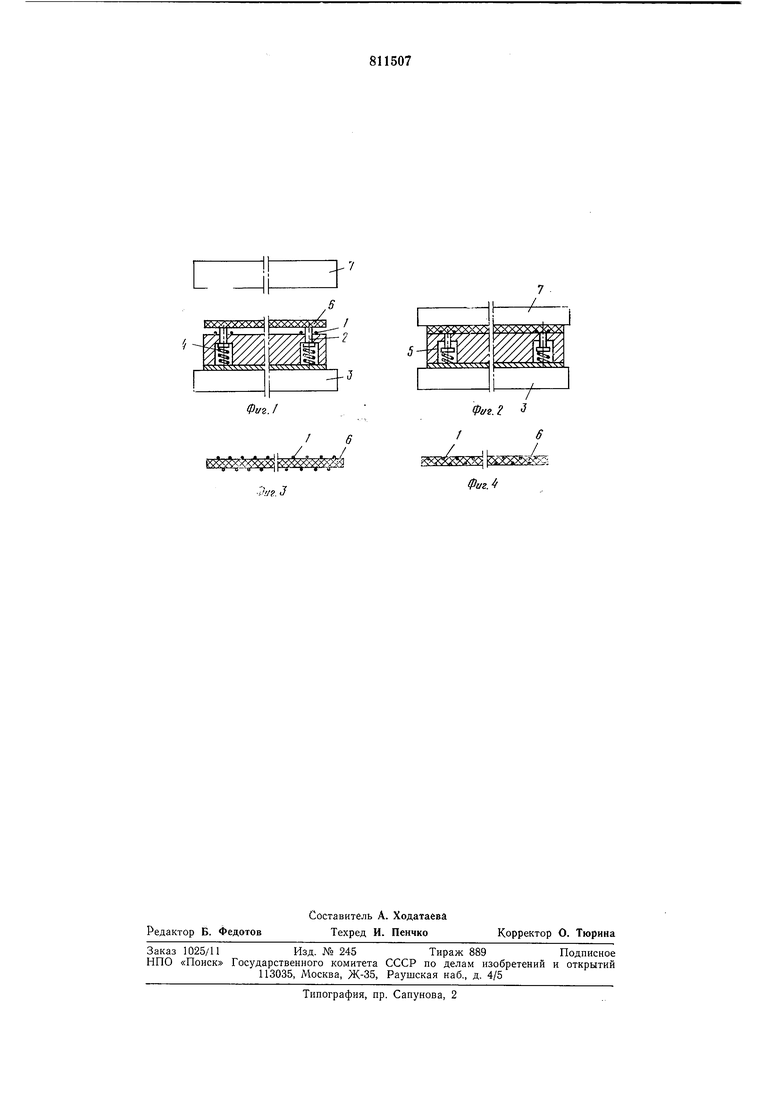
На фиг. 1 показан разрез электронагревателя с односторонней укладкой резистивного элемента в процессе изготовления до его запрессовки; на фиг. 2 - то же, после запрессовки; на фиг. 3 - разрез нагревателя с двусторонней намоткой резнстивного элемента до его запрессовки; на фиг. 4- то же, после запрессовки.
При односторонней укладке резистивного элемента 1 укладывают его на штифты 2, размещенные в верхней части нижней плиты 3 разъемного прессового устройства. Штифты 2 подпружинены пружинами 4, размещенными в гнездах 5.
На штифты 2 накладывают изоляционное основание 6 из слюдопласта, и запрессовывают провод заподлицо с новерхностью основания. Наложением плиты 7 прессового устройства штифты 2 при этом утапливаются в гнезда 5 и не препятствуют запрессовке провода. После запрессовки плиты 3, 7 размыкают, и готовый нагреватель снимают, а штифты 2 при этом выходят через отверстия верхней части плиты 3 под действием пружин 4.
При двусторонней укладке резистнвный элемент наматывают вокруг изоляционного основания бис намотанным на него проводом 1 размещают между плитами пресса без фиксирующих штифтов. Плиты пресса смыкают для запрессовки резистивного элемента в основание 6 заподлицо с его поверхностями. Далее плиты размыкают, и нагреватель снимают с пресса.
Изготовленные таким образом нагреватели могут использоваться для нагрева неэлектропроводных (ситалл, керамика и т. п.) и электропроводных объектов. В первом случае нагреватель прижимают непосредственно к поверхностям объекта. Если же объект нагрева электропроводный (металлические пластины и т. п.), нагреватель дополнительно изолируют по наружной поверхности.
При изготовлении в лабораторных условиях опытного образца нагревателя по предлагаемому способу в пластину из слюдопласта толщиной 2 мм была запрессована заподлицо плоская спираль из нихромовой проволоки 0,4 мм под давлением
150 МПа. Нагреватель, включенный в промышленную электросеть, работал длительное время под циклически меняющимся давлением МПА при температуре до 200°С. 5 Нагреватель использовался для нагрева стальных плит размером 600X600 мм. Другие опытные нагреватели использовались для нагрева стальных плит до 700°С.
Запрессованный резистивный элемент защищен от повреждений и в значительной степени - от окисления. При нагреве, например, неэлектропроводных деталей не требуется применение каких-либо промежуточных частей, снижающих эффект теплопередачи.
Устройство для осуществления способа просто в изготовлении, удобно в обращении, штифты утапливаются при прессовании и выходят на поверхность плиты без 0 каких-либо дополнительных операций, что ведет к высокой производительности труда.
Изготовленные по предлагаемому способу нагреватели могут найти широкое применение в промыщлепности, например, при 5 производстве различных бытовых приборов, обогреваемых плит, прессов и других нагревательных устройств.
Экономический эффект от внедрения предложения может составить свыше 0 5 млн. руб. в год.
Формула изобретения
Способ изготовления плоского электронагревателя, при котором укладывают на нижнюю плиту прессового устройства изоляционное основание и резистивный элемент электронагревателя, фиксируют резистивный элемент относительно основания
0 и закрепляют его в осповании наложением верхней изоляционной плиты прессового устройства, отличающийся тем, что, с целью упрощеппя процесса изготовления и повышения надел ности работы под повышенным, меняющимся давлением и повышенных температурах электронагревателя с основанием из слюдопластов, закрепление резистивного элемента осуществляют запрессовкой его заподлицо с поверхностью
0 изоляционного основания.
Источники информации, принятые во виимание при экспертизе
1. Патент Великобритании № 1416591, кл. Н 05В 3/10, 1975.
2. Авторское свидетельство СССР № 417923, кл. Н 05В 3/28, 1973 (прототип).
фиг. I
Фаг. 2 3 /S
7.X7v
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления плоского электронагревателя | 1988 |
|
SU1617669A1 |
| Способ изготовления электронагревателя | 1989 |
|
SU1737762A1 |
| Способ изготовления плоского электронагревателя | 1986 |
|
SU1450141A1 |
| Способ изготовления плоского электронагревателя | 1989 |
|
SU1730740A1 |
| Способ изготовления плоского электронагревателя | 1987 |
|
SU1555922A1 |
| Способ изготовления резистивного электронагревателя | 1986 |
|
SU1431076A1 |
| Способ изготовления плоского электронагревателя | 1988 |
|
SU1612381A1 |
| Способ изготовления плоского электронагревателя | 1989 |
|
SU1690225A1 |
| Способ изготовления электронагревателя | 1990 |
|
SU1806446A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ | 1991 |
|
RU2024218C1 |