Изобретение относится к области пайки, в частности, к составам слоистого припоя, применяемым при реакционной или диффузионной пайке нержавеющих сталей в вакууме.
Целью изобретения является повышение температуры распайки и жаростойкости паяного соединения.
Слоистый припой состоит из двух слоев никельфрсфорного сплава, между которыми размещён слой хрома, при следующем соотношении слоев от общей толщины слоистого припоя:
NiP0,40 - 0,45;
О0,20-0,10;
NIP. 0,40-0,45.
Слоистая структура припоя позволяет наносить его способом плакирования послойно, что обеспечивает контакт элементов, составляющих его, по значительной площади, а содержание в нем элементов в чистом виде способствует активному протеканию металлохимических реакций с выделением значительных количеств тепла, что снижает температуру пайки. Наличие в покрытии - припое для пайки хрома значительно увеличивает стойкость паяных соединений в агрессивных средах. Хром служит ингибитором межкристаллитной коррозии и одновременно повышает температуру распайки шва.
Получение слоистого припоя для пайки происходит следующим образом (в случае нанесения его послойно на паяемый материал).
Поверхности, подлежащие соединению пайкой, обезжиривают химическим способом, включающим также промывку и химиGN
00 СП СЛ СЛ
ческое активирование, после повторной гтромывки и сушки производят электрохимическое осаждение в ванне с раствором, содержащим NiCla, NaHP 02 и СНзС02№ при повышенной температуре. Осаждение производят до получения требуемой толщины покрытий. Затем на покрытие NiP методом ионно-плазменного напыления наносят слой хрома. После этого на покрытие хрома вновь электрохимическим осаждением наносят NiP. Получаемое слоистое покрытие - припой имеет высокую адгезию к поверхности (не растрескивается и не отслаивается при перегибах ±15°). Температурный диапазон пайки в зависимости от колебаний состава лежит в пределах 980- ЮЗО°С, температура распайки 118,0- 1200°С.
Если производится соединение тонкостенных деталей (типа оболочек или элементов пластинчатых теплообменников), то достаточно покрыть одну из паяемых деталей, если же детали массивны и возможно неполное прилегание паяемых поверхностей, то покрывают обе паяемые поверхности для получения большего количества жидкой фазы и равномерного заполнения зазора.
Соотношение толщин слоев припоя определяет процентный состав компонентов Ni.P и Сг.
При использовании слоистого припоя, нанесенного на паяемые металлы, оптимальное соотношение толщин слоев составляет 0.4NIP, 0,2Cr. 0,4NiP. Увеличение содержания фосфора в покрытии выше 18- 20 мае. % ведёт к росту хрупкости шва и снижению температуры распайки соединения, снижение количества фосфора ниже 6-8 мас.% приводит к росту нижнего предела диапазона пайки и ухудшает структуру ос- нонного материала в зоне паяного шва. Увеличение содержания (рост толщины слоя)Сг в покрытии выше 18-20 мае,% ведёт к повышению температуры плавления эвтектики и увеличивает холодную хрупкость шва, а снижение содержания Сг ниже 5 мас.% не обеспечивает требуемой защиты от коррозии и незначительно увеличивает температуру, распайки шва,
Пайке подвергали образцы типа пластинчатых теплообменников из стали типа ЭЙ 435. Паяемые поверхности предварительно обезжиривали химическим способом в течение 20 мин при 80°С в растворе, содержащем г/л: NaOH 15; МааСОз 35; МазРСм 12 НаО 35; синтанол ДС-10 5, затем производили промывку водой, электрохимическую (на катоде активирование в
растворе H2S04 50г/л ),промывку в воде и сушку. После этого осуществляли электрохимическое охлаждение в ванне с раствором, содержащим, г/л:
NICI2 6 НаО - 20; NaH2P02 Н20 15: СНзСОгМа 15, при 90°С производили осаждение NiP до толщины покрытия 15 мкм с содержанием
0 фосфора до 8-12 мас.%.
После этого пластины с покрытием помещали в установку типа Булат ионно- плазменного напыления, где производили напыление хрома толщиной до 5 мкм. Далее
5 на покрытие хрома вновь наносили NiP указанным способом толщиной, равной толщине первого слоя .NiP, Покрытые слоистым NiP-Cr-NiP припоем образцы из стали ЭЙ 435 паяли при 1030°С. Образцы
0 показали термическую стойкость (при режи ме термоциклирования) в 1,3 раза выше и коррозионную стойкость в 1,8-2 раза выше, чем образцы из такого же материала, паяные через фольгу Ni, покрытую Р. Механиче5 екая прочность на разрыв паяных соединений по сравнению с фольгой NiP припоя практически не изменилась.
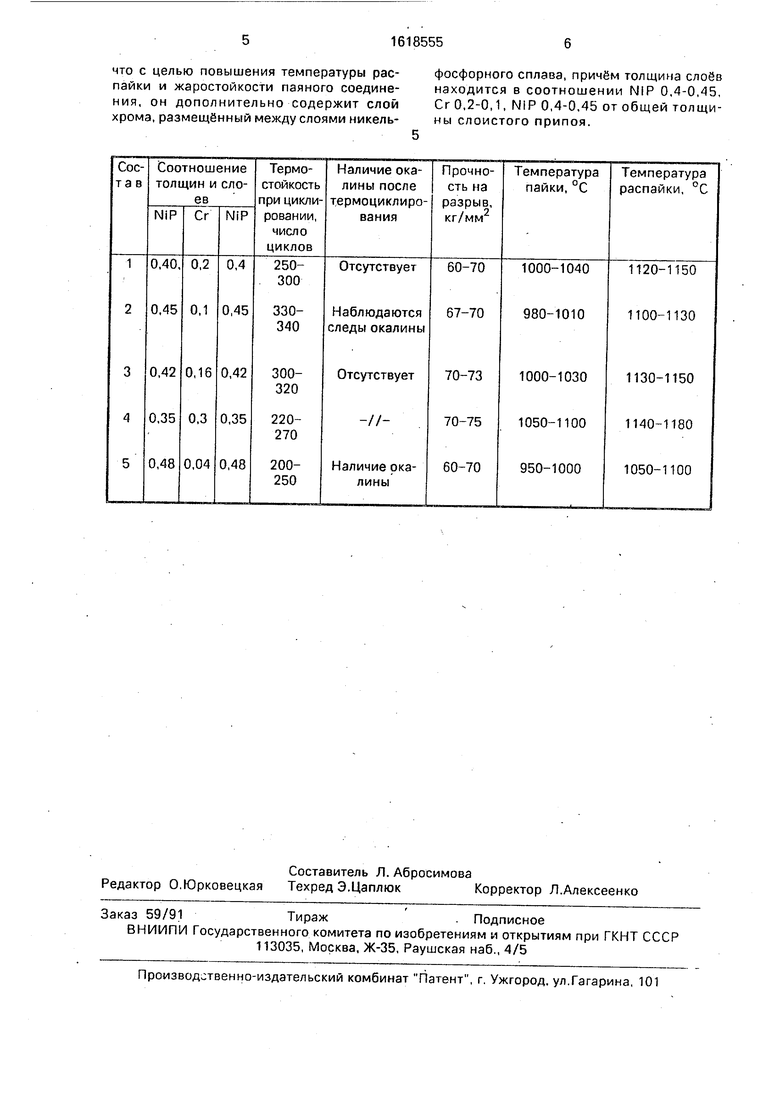
Составы слоистого припоя и свойства паяного соединения приведены в таблице.
0Наличие равных по толщине прослоек NiP, между которыми размещается Сг. способствует активному протеканию легирования при расплавлении NiP эвтектики и получению равновесного по состоянию
5 расплава припоя.
Термоциклирование паяных соединений производили по циклу 50-700-50-700°С, нагрев производили за 3 мин, охлаждение сжатым воздухом за 1,2 мин.
0 Использование предлагаемого припоя позволяет повысить стойкость паяных соединений .против межкристаллитной корро- зии в агрессивных средах за счёт присутствия хрома, выступающего ингиби5 тором, увеличить температуру распайки шва, упростить сборку в приспособлениях сложных пространственных узлов за счёт возможности нанесения припоя послойно на паяемый металл, повысить стойкость па0 яного шва при работе в режиме термоциклирования за счёт улучшения структуры (измельчение зерна в зоне шва).
55 Формула изобретения
Слоистый припой для пайки нержавеющей стали, включающий слой никельфос- форного сплава, отличающийся тем,
что с целью повышения температуры рас-фосфорного сплава, причём толщина слоев пайки и жаростойкости паяного соедине-находится в соотношении NIP 0,4-0,45, ния, он дополнительно содержит слойСг 0,2-0,1, NIP 0,4-0,45 от общей толщи- хрома, размещённый между слоями никель-ны слоистого припоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки молибдена и его сплавов со сталями и жаропрочными сплавами | 1981 |
|
SU990450A1 |
| Способ пайки | 1980 |
|
SU910378A1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1996 |
|
RU2101148C1 |
| Припой для диффузионной пайки жаропрочных никелевых сплавов | 1991 |
|
SU1773649A1 |
| ПРИПОЙ ДЛЯ ПАЙКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2129062C1 |
| Способ получения быстрозакаленного безбористого припоя на основе никеля для пайки изделий из коррозионностойких сталей, припой, паяное соединение и способ его получения | 2015 |
|
RU2625924C2 |
| ЖАРОСТОЙКИЙ МАТЕРИАЛ | 2000 |
|
RU2178958C2 |
| Способ вакуумноплотной пайки керамики с металлами и неметаллами | 2019 |
|
RU2722294C1 |
| БЕССВИНЦОВЫЙ ПРИПОЙ | 2007 |
|
RU2367551C2 |
| СПОСОБ КОНТАКТНО-РЕАКТИВНОЙ ПАЙКИ МЕДНО-СТАЛЬНЫХ КОНСТРУКЦИЙ | 1996 |
|
RU2098243C1 |
Изобретение относится к пайке, в частности к составам слоистого припоя, применяемым при реакционной или диффузионной пайке нержавеющих сталей в вакууме. Цель изобретения - повышение температуры распайки и жаростойкости паяного соединения. Слоистый припой состоит из двух слоев никельфосфорного сплава, между которыми размещён слой хрома, при следующем соотношении слоев от общей толщины слоистого припоя: NiP 0,40-0,45: Сг 0,1-0,2; NiP 0,4-0,45.Припой можно наносить послойно на паяемую поверхность. Пайку покрытых поверхностей производят в вакуумной печи при 1030-1040°С. Температура распайки составляет 1180-1200°С. Термостойкость по циклу 50-700-50-700°С соответствует значениям 220-340 циклов. Окалина после термоциклирования отсутствует. Прочность паяного соединения равна 670-730 МПа. 1 табл.
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Скрипка | 1923 |
|
SU556A1 |
