Изобретение относится к автоматическим устройствам для контроля коэффициента жесткости и может использоваться в текстильной, бумажной и других отраслях промышленности с аналогичными технологическими процессами.
Цель изобретения - повышение точности контроля коэффициента продольной жесткости.
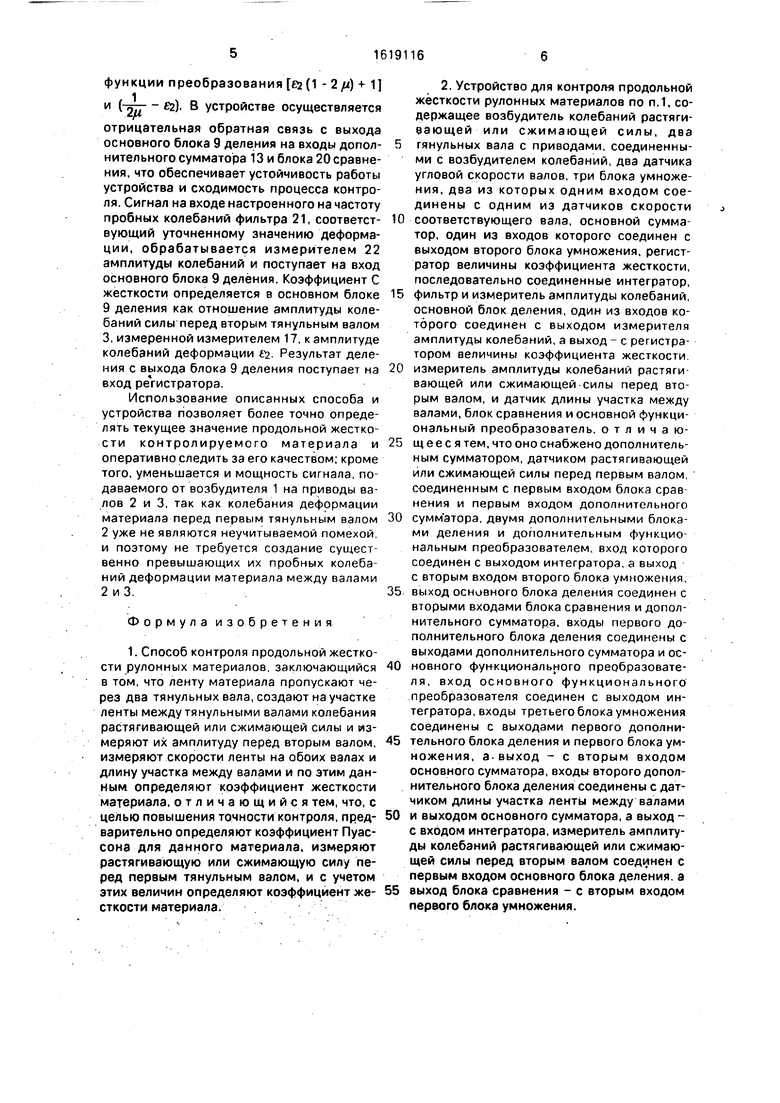
На чертеже представлена блок-схема устройства, реализующего предлагаемый способ.
Устройство для контроля продольной жесткости рулонных материалов содержит возбудитель 1 пробных колебаний ленты материала между тянульными валами 2 и 3 с приводами, соединенными с возбудителем 1, датчики 4 и 5 угловой скорости валов 2 и 3, три блока 6-8 умножения, основной и два дополнительных блока 9-11 деления, основной и дополнительный сумматоры 12 и 13, основной и дополнительный функциональные преобразователи 14 и 15, датчик 16 силы перед первым тянульным валом 2, измеритель 17 амплитуды колебаний силы перед вторым тянульным валом 3, датчик 18 длины участка ленты между валами 2 и 3, интегратор 19, блок 20 сравнения, фильтр 21, измеритель 22 амплитуды колебаний и регистратор (не показан).
Датчики 4 и 5 угловой скорости соединены с первыми входами первого и второго блоков 6 и 7 умножения. Датчик 16 и измеритель 17 амплитуды колебаний силы соединены соответственно с первыми входами дополнительного сумматора 13 и блока 20 сравнения и с первым входом основного блока 9 деления. Датчик 18 длины L соединен с одним из входов дополнительного блока 11 деления, а другой вход этого блока 11 соединен с выходом основного сумматора 12. Входы основного сумматора 12 соединены с выходами второго и третьего блоков 7 и 8 умножения. Первый вход первого дополнительного блока 10 деления со- единен с выходом дополнительного сумматора 13, а его выход- - с первым входом третьего блока 8 умножения. Второй вход первого блока 6 умножения соединен с выходом блока 20 сравнения, а его выход - с вторым входом третьего блока 8 умножения. Интегратор 19 своим входом соединен с выходом второго дополнительного блока 11 деления, а выходом - с входами основного и дополнительного функциональных преобразователей 14 и 15 и фильтра 21. Измеритель 22 амплитуды колебаний соединен своим входом с выходом фильтра 21, а выходом - с вторым входом основного блока 9 деления. Выход основного блока 9
деления соединен с регистратором (не показан) и вторыми входами блока 20 сравнения и дополнительного сумматора 13. Выходы основного и дополнительного функциональ- ных преобразователей 14 и 15 соединены соответственно с вторыми входами дополнительного блока 10 деления и второго блока 7 умножения.
Способ контроля продольной жесткости рулонных материалов осуществляют следующим образом.
Ленту контролируемого материала пропускают через два тянульных вала 2 и 3 с
растяжением или сжатием между валами 2 и 3 и перед первым валом 2. На участке ленты между тянульными валами 2 и 3 создают пробные колебания растягивающей или сжимающей силы Fa, для чего на приводы валов 2 и 3 подают в противофазе соответствующее напряжение (периодический сигнал) от возбудителя 1. Датчиком 16 и измерителем 17 измеряют эти колебания силы перед вторым 3 и первым 2 валами
Одновременно измеряют угловые скорости валов 2 и 3 датчиками 4 и 5 и длину L - датчиком 18. Полученные сигналы датчиков 4, 5, 16 и 18 и измерителя 17 используют для определения расчетным путем искомого
коэффициента С продольной жесткости с учетом ранее полученного значения коэффициента Пуассонац
Для этого уточняется значение относительной деформации и материала между
валами 2 и 3, определяемое из выражения
.(-)- fc- i- fraat-p
где Vi и V2 - окружные скорости валов 2 и 3, определяемые по их угловым скоростям и радиусам;
FI - сила перед первым валом; р - оператор дифференцирования. В этой фррмуле учтено влияние растяги- вающей или сжимающей силы на поперечное сечение и объем материала, а также деформация материала перед первым тянульным валом, что и обеспечивает повышение точности измерения. Сигнал, соответствующий относительной деформации Ја, получается на выходе интегратора 19. Коэффициент Пуассона учитывается при настройке первого входа дополнительного сумматора 13, имеющего коэффициент пе- редачи (1 -2/4 второго входа блока 20 сравнения, имеющего коэффициент передачи
1
, и функциональных преобразователей Ф
14 и 15, реализующих соответственно
функции преобразования ез (1 - 2/л) + 1 - Ј2). В устройстве осуществляется
1
2ц
отрицательная обратная связь с выхода основного блока 9 деления на входы допол- нительного сумматора 13 и блока 20 сравнения, что обеспечивает устойчивость работы устройства и сходимость процесса контроля. Сигнал на входе настроенного на частоту пробных колебаний фильтра 21, соответст- вующий уточненному значению деформации, обрабатывается измерителем 22 амплитуды колебаний и поступает на вход основного блока 9 деления. Коэффициент С жесткости определяется в основном блоке 9 деления как отношение амплитуды колебаний силы перед вторым тянульным валом 3, измеренной измерителем 17, к амплитуде колебаний деформации (% Результат деления с выхода блока 9 деления поступает на вход регистратора.
Использование описанных способа и устройства позволяет более точно определять текущее значение продольной жесткости контролируемого материала и оперативно следить за его качеством; кроме того, уменьшается и мощность сигнала, подаваемого от возбудителя 1 на приводы валов 2 и 3, так как колебания деформации материала перед первым тянульным валом 2 уже не являются неучитываемой помехой и поэтому не требуется создание существенно превышающих их пробных колебаний деформации материала между валами 2иЗ
Формула изобретения
1. Способ контроля продольной жесткости рулонных материалов заключающийся в том, что ленту материала пропускают через два тянульных вала, создают на участке ленты между тянульными валами колебания растягивающей или сжимающей силы и измеряют их амплитуду перед вторым валом, измеряют скорости ленты на обоих валах и длину участка между валами и по этим данным определяют коэффициент жесткости материала, отличающийся тем, что, с целью повышения точности контроля, пред- варительно определяют коэффициент Пуассона для данного материала, измеряют растягивающую или сжимающую силу перед первым тянульным валом, и с учетом этих величин определяют коэффициент же- сткости материала.
2. Устройство для контроля продольной жесткости рулонных материалов по п.1, содержащее возбудитель колебаний растягивающей или сжимающей силы, два тянульных вала с приводами, соединенными с возбудителем колебаний, два датчика угловой скорости валов, три блока умножения, два из которых одним входом соединены с одним из датчиков скорости соответствующего вала, основной сумматор, один из входов которого соединен с выходом второго блока умножения, регистратор величины коэффициента жесткости, последовательно соединенные интегратор, фильтр и измеритель амплитуды колебаний, основной блок деления, один из входов которого соединен с выходом измерителя амплитуды колебаний, а выход - с регистратором величины коэффициента жесткости измеритель амплитуды колебаний растяги вающей или сжимающей силы перед вторым валом, и датчик длины участка между валами, блок сравнения и основной функциональный преобразователь, отличающееся тем, что оно снабжено дополнительным сумматором, датчиком растягивающей или сжимающей силы перед первым валом соединенным с первым входом блока срав нения и первым входом дополнительного сумм атора, двумя дополнительными блоками деления и дополнительным функцио нальным преобразователем, вход которого соединен с выходом интегратора, а выход с вторым входом второго блока умножения, выход основного блока деления соединен с вторыми входами блока сравнения и дополнительного сумматора, входы первого дополнительного блока деления соединены с выходами дополнительного сумматора и основного функционального преобразователя, вход основного функционального преобразователя соединен с выходом интегратора, входы третьего блока умножения соединены с выходами первого дополнительного блока деления и первого блока умножения, а-выход - с вторым входом основного сумматора, входы второго дополнительного блока деления соединены с датчиком длины участка ленты между валами и выходом основного сумматора, а выход - с входом интегратора, измеритель амплитуды колебаний растягивающей или сжимающей силы перед вторым валом соединен с первым входом основного блока деления, а выход блока сравнения - с вторым входом первого блока умножения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля коэффициента жесткости текстильных материалов | 1983 |
|
SU1095054A1 |
| Устройство для контроля продольной жесткости образцов текстильного материала | 1987 |
|
SU1631349A1 |
| Устройство для контроля жесткости наматываемого материала | 1985 |
|
SU1368782A1 |
| Устройство для контроля коэффициента жесткости нитей в зоне размотка-намотка | 1980 |
|
SU994960A1 |
| Устройство для контроля продольной жесткости основы в выпускной части шлихтовальной машины | 1991 |
|
SU1802315A1 |
| Способ контроля продольной жесткости рулонных материалов и устройство для его осуществления | 1987 |
|
SU1702236A2 |
| Устройство для регулирования плотности паковки в процессе наматывания длинномерного материала | 1984 |
|
SU1321654A1 |
| Устройство для контроля жесткости наматываемого материала | 1984 |
|
SU1285369A1 |
| Устройство автоматического регулирования процесса сушки материала | 1984 |
|
SU1313923A1 |
| Устройство для контроля жесткости наматываемого материала | 1983 |
|
SU1149137A1 |
Изобретение относится к методам и средствам автоматического контроля коэффициента жесткости рулонных материалов в процессе их перемотки через два тянульных вала и может быть использовано в текстильной и других аналогичных отраслях промышленности. Цель изобретения - повышение точности контроля. Эта цель достигается в способе измерением растягивающей или сжимающей силы перед первым тянульным валом 2 и учетом предварительно определенного коэффициента Пуассона при настройке первого входа блока 20 сравнения, второго входа дополнительного сумматора 13 и функциональных преобразователей 14 и 15, а в устройстве - введением датчика 16 указанной силы, дополнительных сумматора 13, блоков 10 и 11 деления и функционального преобразователя 15, а также формированием связей между всеми элементами устройства в соответствии с принятой математической моделью величины коэффициента жесткости. В устройстве осуществляется отрицательная обратная связь с выхода блока 9 деления на входы сумматора 13 и блока 20 сравнения, что обеспечивает устойчивость работы устройства и сходимость процесса контроля. Коэффициент жесткости определяется как отношение амплитуды колебаний указанной силы перед вторым тянульным валом 3 к уточненному с учетом коэффициента Пуассона и предыдущих значений искомого коэффициента жесткости значению относительной деформации между валами 2 и 3, получаемому на выходе измерителя 22 амплитуды колебаний сигнала после фильтра 21. Устройство обеспечивает повышение точности и снижение мощности сигнала возбудителя 1 колебаний. 2 с.п. ф-лы, 1 ил. (Л Os ю Ј 
| Устройство для контроля коэффициента жесткости нитей в зоне размотка-намотка | 1980 |
|
SU994960A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для контроля коэффициента жесткости текстильных материалов | 1983 |
|
SU1095054A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
