J .5
f
Wo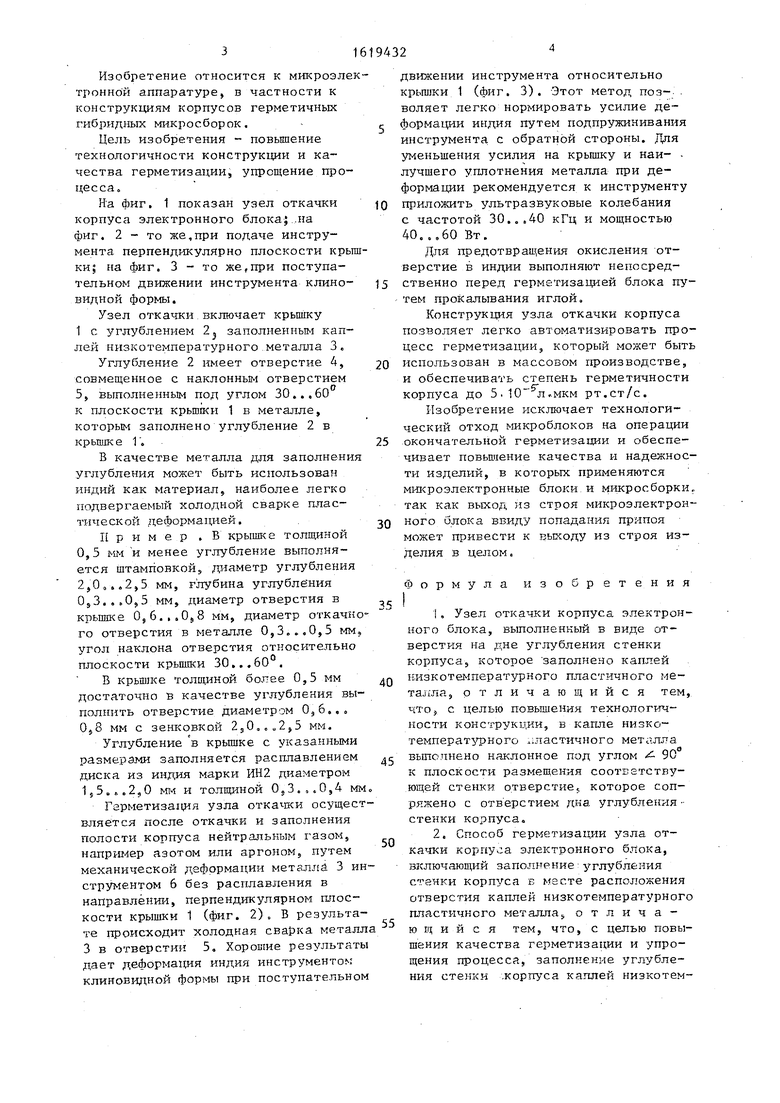
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОГО ПРИБОРА, КОРПУС ВАКУУМНОГО ПРИБОРА И ВАКУУМНАЯ КАМЕРА | 2014 |
|
RU2558380C1 |
| ПЬЕЗОРЕЗОНАНСНЫЙ ИЗМЕРИТЕЛЬНЫЙ ПРЕОБРАЗОВАТЕЛЬ ДАВЛЕНИЯ | 2004 |
|
RU2282837C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО КОРПУСА МИКРОЭЛЕКТРОННОГО УСТРОЙСТВА С КОНТРОЛИРУЕМОЙ СРЕДОЙ В ЕГО ВНУТРЕННЕМ ОБЪЕМЕ | 2017 |
|
RU2660799C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОГО ЗАВАРИВАНИЯ ОТКАЧНОГО ОТВЕРСТИЯ В СТЕНКЕ ВАКУУМИРУЕМОЙ ЕМКОСТИ | 2003 |
|
RU2233213C1 |
| ВАКУУМНАЯ ДУГОГАСИТЕЛЬНАЯ КАМЕРА | 1995 |
|
RU2080680C1 |
| Способ заделки трещин в стенке трубопровода и устройство для его осуществления | 2018 |
|
RU2693940C1 |
| МИКРОЭЛЕКТРОННЫЙ ДАТЧИК АБСОЛЮТНОГО ДАВЛЕНИЯ И ЧУВСТВИТЕЛЬНЫЙ ЭЛЕМЕНТ АБСОЛЮТНОГО ДАВЛЕНИЯ | 2007 |
|
RU2362133C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ КАРТРИДЖЕЙ ДЛЯ ОЧИСТКИ ВОДЫ | 2003 |
|
RU2241599C1 |
| Радиоэлектронный блок | 1982 |
|
SU1100763A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ ОПТИЧЕСКИХ РЕЗОНАНСНЫХ ЯЧЕЕК С ПАРАМИ АТОМОВ ЩЕЛОЧНЫХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2578890C1 |
Изобретение относится к микроэлектронике. Цель изобретения - повышение технологичности конструкции и качества герметизации узла откач- ки корпуса электронного блока. Способ реализован в устройстве. Для достижения цели в капле низкотемпературного пластичного металла 3, например индия, выполнено наклоненное под углом 90° отверстие 5, сопряженное с отверстием дна углубления 2 стенки корпуса. Заполнение углубления 2 каплей низкотемпературного пластичного металла осуществляют путем механической деформации стенок отверстия 5 капли в направлении, перпендикулярном плоскости размещения ветствующей стенки, 2 с. и 4 з.п. ф-лы, 3 ил. se
ОЈ
ю
Изобретение относится к микроэлектронной аппаратуре, в частности к конструкциям корпусов герметичных гибридных микросборок,
Цель изобретения - повышение технологичности конструкции и качества герметизации, упрощение процесса.
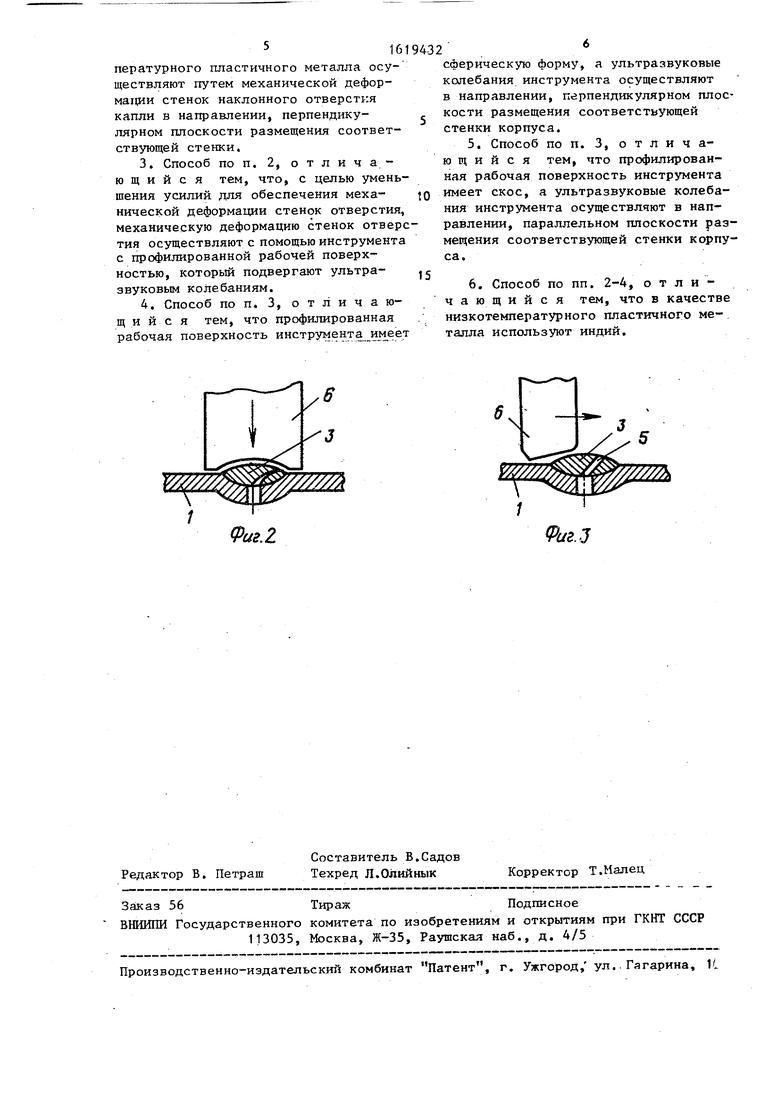
На б)иг. 1 показан узел откачки корпуса электронного блока; на фиг. 2 - то же,при подаче инструмента перпендикулярно плоскости крышки; на фиг. 3 - то же,при поступательном движении инструмента клиновидной формы.
Узел откачки включает крышку 1 с углублением 2 заполненным каплей низкотемпературного металла 3.
Углубление 2 имеет отверстие 4, совмещенное с наклонным отверстием 5, выполненным под углом 30...60° к плоскости крышки 1 в металле, которым заполнено углубление 2 в крышке 1 „
В качестве металла для заполнения углубления может быть использован индий как материал, наиболее легко подвергаемый холодной сварке пластической деформацией.
Пример .В крышке толщиной 0,5 мм и менее углубление выполняется штамповкой,, диаметр углубления 2,0«...2,5 мм, глубина углубления 0,3...О,5 мм, диаметр отверстия в крышке 0,6...0,8 мм, диаметр откачно го отверстия в металле 0,3„.,0,5 мм, угол наклона отверстия плоскости крышки 30...601
В крышке толщиной богее 0,5 мм достаточно в качестве углубления выполнить отверстие диаметром 0,6.,. 058 мм с зенковкой 2Э0. мм.
Углубление в крышке с указанными размерами заполняется расплавлением диска из индия марки ИН2 диаметром 1,5.„.2,0 мм и толщиной 0S3.,«0,4 мм
Гзрметизация узла откачки осуществляется после откачки и заполнения полости корпуса нейтральным газом, например азотом или аргоном, путем механической деформации металла 3 инструментом 6 без расплавления в направлении, перпендикулярном плоскости крышки 1 (фиг. 2). В результате происходит холодная сварка металл 3 в отверстии 5. Хорошие результаты дает деформация индия инструментом клиновидной формы при поступательном
относительно
0
5
0
5
0
движении инструмента относительно крышки 1 (фиг. 3). Этот метод позволяет легко нормировать усилие деформации индия путем подпружинивания инструмента с обратной стороны. Для уменьшения усилия на крышку и наи- - лучшего уплотнения металла при деформации рекомендуется к инструменту приложить ультразвуковые колебания с частотой 30...40 кГц и мощностью 40.,,60 Вт.
Для предотвращения окисления отверстие в индии выполняют непосредственно перед герметизацией блока путем прокалывания иглой.
Конструкция узла откачки корпуса позволяет легко автоматизировать процесс герметизации, который может быть использован в массовом производстве, и обеспечивать степень герметичности корпуса до 5.10 л.мкм рт.ст/с.
Изобретение исключает технологический отход микроблоков на операции окончательной герметизации и обеспечивает повышение качества и надежности изделий, в которых применяются микроэлектронные блоки и микросборки, так как выход из строя микроэлектронного блока ввиду попадания припоя может привести к выходу из строя изделия в целом.
Формула
изобр етения
. Узел откачки корпуса электронного блока, выполненный в виде отверстия на дне углубления стенки корпуса, которое заполнено каплей низкотемпературного пластичного металла, отличающийся тем, vr о с целью повышения технологичности конструкции, в капле низкотемпературного ластичного металла выполнено наклонное под углом Ј 90° к плоскости размещения соответствующей стенки отверстие, которое сопряжено с отверстием дна углубления стенки корпуса.
пературного пластичного металла осуществляют путем механической деформации стенок наклонного отверстия капли в направлении, перпендикулярном плоскости размещения соответствующей стенки.
ъят
Фиг.1
9432
5
сферическую форму, а ультразвуковые колебания инструмента осуществляют в направлении, перпендикулярном плоскости размещения соответствующей стенки корпуса.
Фиг.З
| Блоки микроэлектронной аппаратуры на микросборках | |||
| Конструкция и размеры | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Мартынов В.А., Райков П.Н, Кварцевые резонаторы | |||
| Элементы радиоэлектронной аппаратуры | |||
| - М.i Сов | |||
| радио, 1976, вып | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
