Изобретение относится к области электронно-лучевой сварки, а более конкретно - к технологии электронно-лучевого заваривания откачного отверстия в стенке вакуумированной емкости путем оплавления кромки отверстия.
В вакуумной технике достаточно часто возникают задачи, когда в емкости или в какой-либо ее полости, например в теплоизолирующей рубашке бытового металлического термоса, требуется создать необходимое разряжение и после этого надежно загерметизировать эту полость, законсервировав в ней созданное разрежение.
При решении таких задач необходимо предусматривать конструктивную возможность быстрого вакуумирования емкости, а также быстроту и надежность ее герметизации после вакуумирования.
Удовлетворить все эти требования возможно, если откачное отверстие выполнить в одном экземпляре диаметром не менее 3 мм, разработав при этом надежный способ электронно-лучевого заваривания таких отверстий.
Известен способ вакуумирования и последующей герметизации корпуса заготовки для горячего прессования. По этому способу вакуумирование и контроль сварных швов производят через относительно короткую трубочку, вваренную или впаянную в стенку корпуса заготовки (см. Киселев С.Н. и др. Соединение труб из разнородных металлов. М.: Машиностроение, 1981, стр.86).
Сначала с помощью этой трубочки проверяют вакуумную плотность швов корпуса очехловки, например с помощью гелиевого течеискателя, а потом создают в корпусе очехловки требуемое разряжение, после чего трубочку пережимают с обеспечением деформации стенок трубочки таким образом, чтобы между стенками произошла холодная сварка.
Основным недостатком этого способа является то, что в первый момент горячего прессования трубочка разрушается и в корпус очехловки заготовки может попасть воздух, а свариваемые горячим совместным прессованием заготовки могут окислиться, что в итоге может снизить качество будущего сварного соединения.
Кроме этого надежность герметизации трубочки обеспечивается только параметрами ее сжатия и чистотой свариваемых внутренних поверхностей стенок трубочки, что никак не может обеспечивать 100% вакуумную плотность будущего шва, получаемого холодной сваркой.
Известен способ электронно-лучевого заваривания откачного отверстия в стенке вакуумируемой емкости в виде корпуса заготовки для горячего прессования, который взят в качестве прототипа, т.к. совпадает с заявляемым способом по наибольшему количеству существенных признаков (см. ж-л “Сварочное производство” №5 за 1974 год, стр.15).
По этому способу откачка воздуха из корпуса заготовки для совместного прессования осуществляется путем ее помещения в вакуумную камеру установки для электронно-лучевой сварки (ЭЛС).
Воздух из корпуса заготовки удаляется через несколько небольших откачных отверстий в крышке корпуса заготовки за счет режима поддержания в вакуумной камере установки для ЭЛС рабочего разрежения.
После полной эвакуации из корпуса заготовки воздуха и установления в камере стабильного рабочего разрежения производят заварку откачных отверстий с помощью электронно-лучевой сварки путем оплавления кромок откачных отверстий.
Этот способ герметизации уже отвакуумированной емкости имеет значительные преимущества по сравнению со способами герметизации за счет холодной сварки путем пережима трубки, через которую откачивался воздух из емкости, т.к. надежность герметизации завариваемых откачных отверстий легко контролируется визуально по характеру оплавления отверстия.
Кроме этого в начале процесса прессования горячей заготовки через очко матрицы корпус-очехловка заготовки не теряет герметичности, т.к. корпус не имеет выступающей откачной трубки.
Недостатком этого способа электронно-лучевого заваривания откачных отверстий в стенке вакуумируемой емкости является то, что диаметр каждого откачного отверстия не превышает 2 мм с учетом того, что эти отверстия выполнены наклонно к плоскости стенки емкости, что технологически значительно облегчает заваривание таких наклонных отверстий по сравнению с перпендикулярными к плоскости стенки емкости.
Чтобы ускорить процесс вакуумирования таких емкостей, количество отверстий увеличивают (см. ж-л “Сварочное производство” №5 за 1974 год, стр.15, рис.3).
На практике для гарантии вакуумно-плотной заварки откачных отверстий их диаметр выполняют не более 1,5 мм, а для сокращения времени вакуумирования в стенке емкости выполняют несколько отверстий в зависимости от вакуумируемого объема.
Наличие множества откачных отверстий малого диаметра затрудняет предварительный контроль на вакуумную плотность всех сварных швов, выполненных при изготовлении емкости, т.к. требует нестандартных приспособлений для каждого типа-размера емкости.
Необходимость выполнения откачных отверстий диаметром не более 1,5 мм объясняется тем, что при больших размерах в процессе ЭЛС не исключена опасность формирования на кромке отверстия, так называемого “бублика”, заварка отверстия которого требует отдельной специальной технологии, но без вакуумирования емкости.
В то же время из вакуумной техники известно, что производительность откачки зависит от поперечного сечения откачного отверстия, поэтому между диаметром откачного отверстия и производительностью откачки существует квадратичная зависимость, т.е. если увеличить диаметр откачного отверстия в два раза, то производительность откачки увеличится в 4 раза и т.д.
Поэтому, чтобы сократить время откачки вакуумируемой емкости и, следовательно, сократить дорогостоящее время работы электронно-лучевой установки, необходимо не увеличивать количество откачных отверстий малого диаметра, а сделать одно отверстие диаметром 3 мм и более, которое может с избытком заменить три отверстия по 1,5 мм и упростить контроль сваренных ранее швов на вакуумную плотность.
Задача, на решение которой направлено заявляемое изобретение, состоит в том, чтобы найти способ ЭЛС, который бы позволил стабильно заваривать откачное отверстие в стенке вакуумируемой емкости диаметром 3 мм и более и позволил бы тем самым сократить время откачки вакуумируемой емкости.
Технический результат, получаемый при осуществлении заявленного изобретения, состоит в том, что вокруг откачного отверстия в процессе ЭЛС создаются дополнительные источники жидкого металла и условия, позволяющие перетекать этому металлу в завариваемое отверстие.
Наличие дополнительных источников жидкого металла позволяет последовательно сектор за сектором заполнять откачное отверстие диаметром более 3 мм. При этом когда заполняется металлом следующий сектор откачного отверстия, то металл предыдущего сектора уже находится в твердом состоянии, что обеспечивает новой порции жидкого металла в виде капли-наплыва удерживаться на стенке отверстия за счет сил поверхностного натяжения и быстрого охлаждения капли в результате ее контакта с относительно холодным металлом стенки отверстия и застывшим металлом предыдущей порции дополнительного металла.
Указанный технический результат достигается тем, что в способе электронно-лучевого заваривания откачного отверстия в стенке вакуумируемой емкости путем оплавления кромки отверстия около него выполняют, по крайней мере, одну жидкую ванну, отделенную от края отверстия перемычкой, после чего перемычку расплавляют с образованием единой ванны жидкого металла и обеспечивают частичное его перетекание на стенку откачного отверстия в виде наплыва;
- кроме того, перемычку между краями жидкой ванны и отверстия выполняют шириной не более 2 мм;
- кроме того, жидкую ванну выполняют с использованием присадочного металла;
- кроме того, жидкую ванну выполняют по диаметру больше диаметра завариваемого отверстия;
- кроме того, между краем завариваемого отверстия и жидкой ванной создают единую жидкую ванну путем многократного перемещения пятна нагрева электронного луча от центра жидкой ванны до края завариваемого отверстия.
Заявленный способ электронно-лучевого заваривания откачного отверстия в стенке вакуумируемой емкости позволяет в несколько раз увеличить диаметр откачного отверстия по сравнению с известной технологией заваривания откачных отверстий.
По известной технологии электронно-лучевого заваривания откачного отверстия диаметром до 2 мм осуществляют путем оплавления кромок отверстия и образования на месте отверстия ванны из жидкого металла.
Однако, чем больше диаметр, тем труднее образовать такую ванну, т.к. расплавленный металл стремится собраться вокруг кромки отверстия в виде “бублика”, оставляя при этом отверстие незаплавленным.
Особенно это касается отверстий, просверленных перпендикулярно к плоскости стенки.
Поэтому ненаклонные откачные отверстия для надежности закрытия отверстия с помощью ЭЛС выполняют диаметром менее 1,5 мм.
По заявленному способу заварку отверстия осуществляют по секторам еще до начала оплавления кромок отверстия за счет перетекания на один край отверстия дополнительного металла, взятого из ванны жидкого металла, специально образуемой рядом с откачным отверстием, как за счет металла стенки емкости, если она достаточно толстая, например 3-4 мм, так и за счет присадки, например, в виде цилиндра диаметром 3-4 мм и высотой 2-3 мм. Диаметр ванны образуют примерно в два раз больше диаметра откачного отверстия таким образом, чтобы край ванны находился от края откачного отверстия на расстоянии 1-1,5 мм, образуя между ванной и завариваемым отверстием перемычку.
После образования жидкой ванны перемычку расплавляют и обеспечивают условия для перетекания части жидкого металла из ванны в откачное отверстие путем многократного перемещения пятна нагрева электронного луча от центра жидкой ванны до края завариваемого отверстия по специальной программе.
Процесс перетекания металла жидкой ванны на край завариваемого отверстия регулируют с помощью управления электронным лучом таким образом, чтобы на кромке и стенке отверстия образовался наплыв, доходящий до центра отверстия.
После создания первого наплыва на противоположной стороне откачного отверстия создают второй наплыв путем образования второй жидкой ванны и повторения процесса перетекания части металла второй жидкой ванны на кромку и стенку откачного отверстия.
Если отверстие небольшое, например диаметром 3-4 мм, то после затвердевания второго наплыва производят оплавление кромки отверстия, включая металл наплывов, и производят полное заваривание откачного отверстия.
Если необходимо заварить откачное отверстие диаметром 5-6 мм, то формируют последовательно четыре жидкие ванны и с помощью их на стенке отверстия образуют четыре наплыва, располагая их в отверстии через 90°.
На фиг.1-5 представлена схема последовательного осуществления способа электронно-лучевого заваривания откачного отверстия диаметром 4 мм с использованием присадочного металла. На каждой фигуре представлен фрагмент стенки емкости с откачным отверстием в разрезе и в виде сверху.
На фиг.1 показана стенка емкости 1 и откачное отверстие 2 в исходном положении перед заваркой. По бокам откачного отверстия 2 установлен присадочный металл в виде двух таблеток 3 диаметром 3,5 мм и высотой 3,5 мм. Таблетки 3 установлены таким образом, что после их расплавления и образовании жидкой ванны край этой ванны располагается не дальше 2 мм от края откачного отверстия.
На фиг.2 показан момент расплавления одной таблетки 3 с образованием жидкой ванны 4. На фиг.3 схематически показан момент расплавления перемычки между ванной 4 и откачным отверстием 2 и образованием наплыва 5 на стенке откачного отверстия 2.
На фиг.4 показан момент образования второй жидкой ванны 4 на противоположной стороне откачного отверстия 2.
На фиг.5 схематически показан момент расплавления перемычки между второй жидкой ванной 4 и откачным отверстием 2 с образованием второго наплыва 5 на стенке откачного отверстия 2.
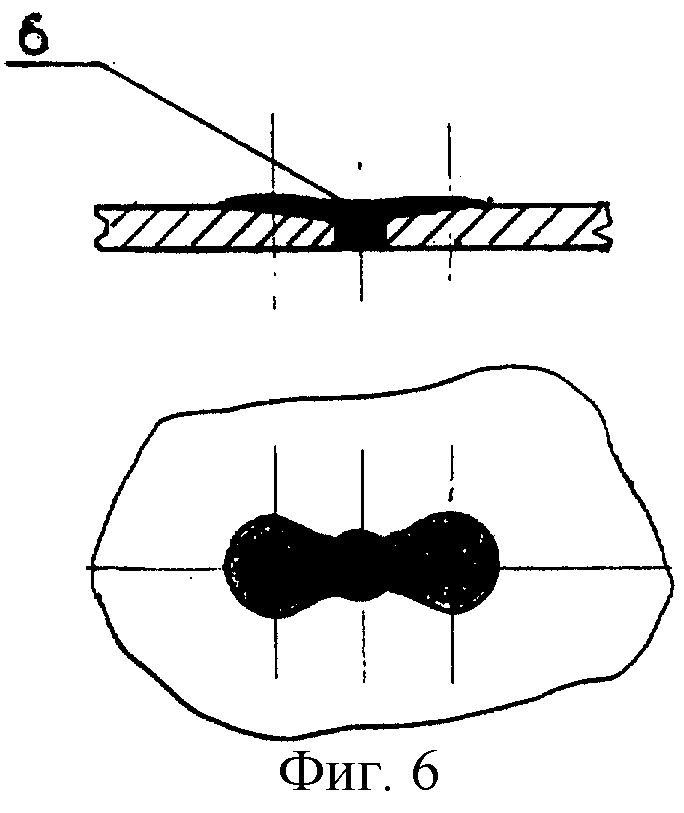
На фиг.6 схематически показан момент оплавления оставшейся нерасплавленной кромки откачного отверстия 2 и момент его окончательно заваривания.
Заявленный способ электронно-лучевого заваривания откачного отверстия в стенке вакуумируемой емкости позволяет заменить несколько откачных отверстий диаметром не более 1,5 мм, используемых по известной технологии, на одно отверстие диаметром от 3 до 6 мм, что в десятки раз сокращает время откачки воздуха из вакуумируемой емкости, повышает производительность электронно-лучевой установки и удешевляет стоимость вакуумирования и заваривания откачного отверстия в одной вакуумируемой емкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТКАЧНОЕ УСТРОЙСТВО | 2003 |
|
RU2233212C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО КОРПУСА МИКРОЭЛЕКТРОННОГО УСТРОЙСТВА С КОНТРОЛИРУЕМОЙ СРЕДОЙ В ЕГО ВНУТРЕННЕМ ОБЪЕМЕ | 2017 |
|
RU2660799C1 |
| Датчик абсолютного давления и способ его вакуумирования | 1988 |
|
SU1668879A1 |
| Способ вакуумирования датчиков абсолютного давления и устройство для его осуществления | 1986 |
|
SU1362971A1 |
| СПОСОБ ВАКУУМИРОВАНИЯ ЗАГОТОВКИ ДЛЯ СВАРКИ СОВМЕСТНЫМ ПРЕССОВАНИЕМ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2229366C1 |
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МИКРОСБОРКИ | 2003 |
|
RU2262767C2 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2237559C1 |
| Одноразовая емкость для заваривания чая и/или продукта растительного происхождения | 2021 |
|
RU2760732C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| Способ сварки плавящимся электродом | 1991 |
|
SU1807922A3 |




Изобретение относится к электронно-лучевой сварке и может быть использовано в различных отраслях машиностроения. Способ заварки отверстия состоит в следующем. На стенке емкости рядом с откачным отверстием выполняют по крайней мере одну жидкую ванну и обеспечивают перетекание части жидкого металла из этой ванны в откачное отверстие и удержание его на стенке отверстия в виде наплыва. Дозированное перетекание металла обеспечивают за счет колебания электронного луча от центра ванны до края откачного отверстия. При больших диаметрах откачных отверстий выполняют последовательно несколько жидких ванн и создают на стенке откачного отверстия равномерно по окружности несколько дозированных наплывов, после чего производят заварку откачного отверстия путем последовательного оплавления его кромки и наплывов. Технический результат состоит в многократном ускорении откачки из емкости воздуха до требуемого разряжения за счет увеличения площади откачного отверстия с одновременным удешевлением стоимости процесса вакуумирования с последующей заваркой откачного отверстия за счет значительного сокращения времени работы электронно-лучевой установки. 5 з.п. ф-лы, 6 ил.

| Справочное производство, 1974, №5, с.15 | |||
| Способ электронно-лучевой сварки | 1977 |
|
SU729014A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КРУГОВЫХ СТЫКОВ | 1991 |
|
RU2032509C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| US 4687902, 18.08.1987 | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |

