Область техники
Изобретение относится к области сварочного производства, в частности к способу герметизации микроэлектронных устройств методом электронно-лучевой сварки с обеспечением во внутреннем объеме контролируемой атмосферы.
Предшествующий уровень техники
Известен способ, описанный в патенте РФ №2233212 «Откачное устройство»; приоритет 03.03.2003 г., опубл. 27.07.2004 г., МПК(7): В23K 33/00, В23K 31/02, авторы: Семенов А.Н. (RU), Тюрин В.Н. Шевелев Г.Н (RU). Откачное устройство выполнено в виде емкости с откачным отверстием, под которым установлена сварочная подкладка. Емкость помещена в рабочую камеру электронно-лучевой установки. Сварочная подкладка установлена с зазором между ней и нижней кромкой откачного отверстия. Отверстие имеет проходное сечение с площадью, не меньшей площади откачного отверстия и не превышающей 1,5 площади откачного отверстия.
Недостатком данного способа является технологически трудное выполнение герметизации емкости, так как в конструкции откачного отверстия присутствуют дополнительные технологические элементы в виде сварочной подкладки, закрепление которой выполняется на внутренней стороне откачиваемой емкости и выступающих буртов, выполняющих роль дополнительного присадочного материала для оплавления откачного отверстия. Также при оплавлении присадочного материала есть вероятность проникновения жидкого металла и его паров во внутренний объем откачиваемой емкости и повреждение его активного и чувствительного элемента.
Известен способ, на который получен патент РФ №2233213 «Способ электронно-лучевого заваривания откачного отверстия в стенке вакуумируемой емкости» МПК(7): В23K 15/04, В23K 33/00, приоритет 03.02.2003 г., опубл. 27.07.2004 г., авторы: Семенов А.Н, Тюрин В.Н, Шевелев Г.Н. В способе заварки отверстия на стенке емкости рядом с откачным отверстием выполняют по крайней мере одну жидкую ванну и обеспечивают перетекание части жидкого металла из этой ванны в откачное отверстие и удержание его на стенке отверстия в виде наплыва. Дозированное перетекание металла обеспечивают за счет колебания электронного луча от центра ванны до края откачного отверстия. При больших диаметрах откачных отверстий выполняют последовательно несколько жидких ванн и создают на стенке откачного отверстия равномерно по окружности несколько дозированных наплывов, после чего производят заварку откачного отверстия путем последовательного оплавления его кромки и наплывов.
Недостатком данного способа является сложность технологического процесса изготовления откачного отверстия, так как его конструкция предполагает наличие, как минимум двух дополнительных элементов, выполняющих роль присадочного материала, в виде запрессованных цилиндрических штифтов. Оплавление откачного отверстия данным способом не позволяет в полной мере визуально контролировать перетекание жидкого металла, вследствие чего может произойти его попадание во внутренний объем вакуумной емкости и повредить его активные и чувствительные элементы.
В качестве прототипа был выбран патент РФ №2282838 «Способ герметизации ампулы модуляционного гироскопа» МПК: G01M 3/00, G01C 19/00, приоритет от 04.10.2004 г., опубликовано 27.08.2006 г., авторы: Андреев А.Г., Ермаков B.C., Максимов А.Г., Виленчик Е.М. Способ герметизации ампулы модуляционного гироскопа заключается в том, что осуществляют вакуумное оксидирование ампулы гироскопа, выполненной из титанового сплава, включающее промывку в нефрасе, вакуумное обезгаживание в вакууме (1÷2)⋅10-2 мм рт. столба при температуре 600-650°C в течение двух часов, остывание с печью до 100°C, далее на воздухе, после чего производят обезгаживание ампулы в герметичном приспособлении при температуре 160±10°C и давлении 3⋅10-6 мм рт.ст., непрерывно в течение десяти суток, и осуществляют лазерную герметизацию ампулы через стекло в приспособлении лучом лазера, ударяющим в подготовленное в ампуле отверстие с отбортовкой.
Недостатком данного способа является сложность выполнения герметизации изделия за счет большого количества операций и длительного времени откачивания газов. Также возможна вероятность повреждения внутренних частей и активных элементов гироскопа при герметизации лазерным лучом отверстия с отбортовкой.
Раскрытие изобретения
Задачей, на решение которой направлено заявляемое изобретение, является повышение защиты чувствительных активных элементов от повышенных температуры и света, находящихся внутри микроэлектронных устройств (МЭУ), повышение технологичности изготовления МЭУ, повышение эксплуатационной надежности герметизируемых МЭУ.
Технический результат, достигаемый при решении этой задачи, заключается в исключении попадания электронного луча внутрь герметизируемых МЭУ, усовершенствовании откачки воздуха из внутреннего объема МЭУ, уменьшении количества операций, сокращении производственных расходов.
Технический результат достигается тем, что в способе герметизации МЭУ электронным лучом с обеспечением во внутреннем объеме контролируемой среды, содержащем подготовку свариваемых кромок деталей корпуса, сборку деталей, электронно-лучевую сварку, согласно изобретению при подготовке с одной из деталей снимают фаску. Собирают корпус в присутствии воздуха, вставляют клин с механизмом извлечения в зазор между деталями, изолируют корпус, откачивают воздух до получения необходимого значения вакуума внутри корпуса, извлекают клин и смыкают детали корпуса, которые затем сваривают электронно-лучевой сваркой.
Совокупность существенных признаков обеспечивает получение технического результата - исключение попадания электронного луча внутрь МЭУ, что защищает активные элементы внутри МЭУ, чувствительные к внешним воздействиям, и повышает эксплуатационную надежность герметизируемых МЭУ. Кроме того, уменьшается количество операций при изготовлении МЭУ, усовершенствуется откачка воздуха из внутреннего объема МЭУ по сравнению с прототипом.
Свариваемые при подготовке деталей перед собиранием в корпус кромки можно дорабатывать до необходимой шероховатости методом механической обработки и обезжиривать химическим растворителем. Это дополнительно повышает эксплуатационную надежность герметизируемых МЭУ.
Возможно для изолирования корпуса помещать его в вакуумную камеру сварочной установки. Возможно для извлечения клина приводить в движение механизм извлечения. Это дополнительно повышает технологичность изготовления МЭУ.
Описанная в прототипе конструкция сварного соединения, применяемая при изготовлении МЭУ, не обеспечивает смыкание свариваемых крышки и основания корпуса непосредственно в вакуумной камере после откачки воздуха. В предлагаемом решении снятие фаски на одной из деталей корпуса позволяет выполнять смыкание деталей корпуса МЭУ в вакуумной камере после откачки воздуха.
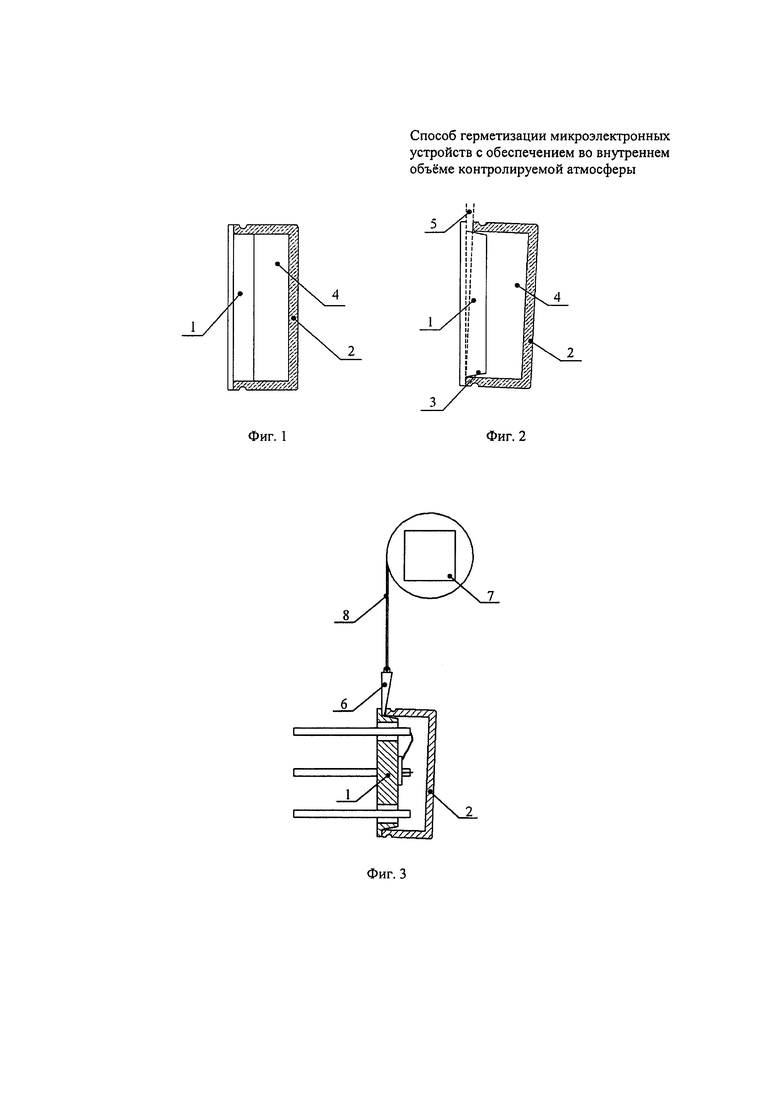
Краткое описание фигур чертежа
На фиг. 1 показаны части корпуса до обработки.
На фиг. 2 показаны части корпуса после обработки.
На фиг. 3 показан корпус после сборки и расклинивания МЭУ.
Вариант осуществления изобретения
Для сборки и сварки корпуса МЭУ было разработано приспособление, обеспечивающее закрепление и вращение корпуса при сварке.
Корпус состоит из двух деталей - основания 1 и крышки 2. Основание 1 выполнено без штенгельного отверстия, которое существует в прототипе. Такое выполнение уменьшает количество операций при изготовлении основания и в дальнейшем исключает попадание через него электронного луча внутрь МЭУ.
Перед сборкой основания 1 и крышки 2 с одной из деталей снимают фаску 3. В рассматриваемом варианте снимают фаску 3 с основания 1. При такой подготовке смыкание основания 1 и крышки 2 будет происходить с меньшим сопротивлением и более технологично.
Далее сопрягаемые кромки основания 1 и крышки 2 шабрят и протирают спиртом. Это дополнительно улучшает качество получаемого сварного шва и повышает эксплуатационную надежность герметизируемых МЭУ.
Основание 1 и крышку 2 состыковывают (фиг. 2) в присутствии воздуха, при этом образуется между ними внутренний объем 4. Между основанием 1 и крышкой 2 оставляют зазор 5, в который вставляют клин 6, соединенный с механизмом извлечения, состоящим из двигателя 7, соединенным с клином 6 при помощи многожильного каната 8. Закрепляют и поджимают друг к другу основание 1 и крышку 2 с вставленным клином 6 в сборочно-сварочном приспособлении внутри вакуумной камеры, из которой откачивают воздух. Из зазора 5 между основанием 1 и крышкой 2, воздух выходит в камеру, из которой его откачивают. Откачивают воздух из вакуумной камеры до получения необходимого значения вакуума во внутреннем объеме 4 МЭУ. С помощью сборочно-сварочного приспособления заставляют двигатель 7 вращаться, наматывая канат 8, который натягивается и извлекает клин 6 из зазора 5. Поджатые основание 1 и крышка 2 корпуса МЭУ смыкаются в вакуумной камере. При смыкании крышка 2 движется по фаске 3 на основании 1 почти без сопротивления со стороны основания 1.
Снятие фаски 3, сборка корпуса в присутствии воздуха, вставка клина 6 в зазор 5 позволяют сократить время откачки воздуха из внутреннего объема 4, тем самым уменьшить время сварки и сократить производственные расходы.
По причине того, что зазор 5 между основанием 1 и крышкой 2 в результате расклинивания больше, чем обычно используемое штенгельное отверстие в прототипе, уменьшается время откачки воздуха и усовершенствуется откачка воздуха из внутреннего объема корпуса МЭУ.
После смыкания деталей 1 и 2 корпуса его вращают в сборочно-сварочном приспособлении и производят электронно-лучевую сварку корпуса МЭУ. Тот факт, что сварка проводится при сомкнутом корпусе, без отверстий, позволяет исключить температурное и световое воздействие электронного луча на элементы внутри корпуса.
Основание 1 выполняют с фаской 3 на одной из кромок без штенгельного отверстия, а свариваемые кромки механически дорабатывают до нужной чистоты обработки, расклинивают детали МЭУ внутри вакуумной камеры установки. Тем самым уменьшается количество операций, сокращаются производственные расходы в виде времени, материала, энергозатрат на сварку штенгельного отверстия, которое есть в прототипе, а значит, повышается технологичность предлагаемого решения.
В предлагаемом способе герметизации МЭУ расклинивают детали 1 и 2, откачивают воздух из внутреннего объема 4 МЭУ, извлекают клин 6, смыкают детали 1 и 2 корпуса. При этом усовершенствуется откачка воздуха из внутреннего объема 4 МЭУ. Далее в процессе электронно-лучевой сварки кромок деталей 1 и 2 корпуса реализуется защита активных элементов внутри МЭУ, чувствительных к внешним воздействиям.
Таким образом, данный способ обеспечивает получение герметичных сварных соединений при изготовлении МЭУ с обеспечением во внутреннем объеме корпуса МЭУ вакуума необходимого значения и исключение попадания электронного луча внутрь МЭУ. Это повышает технологические характеристики и эксплуатационную надежность герметизируемых МЭУ, внутри которых защищаются активные элементы, чувствительные к внешним воздействиям.
Промышленная применимость
Наиболее эффективно выглядит использование предложенного способа в приборах автоматики, авиационной, космической и ракетостроительной промышленности. А также там, где в конструкции приборов предъявляются повышенные требования по герметичности изделий.
Рассмотренный вариант выполнения изобретения может быть реализован на существующем в настоящее время оборудовании с использованием имеющихся материалов. Это показывает его работоспособность и подтверждает промышленную применимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОГО ЗАВАРИВАНИЯ ОТКАЧНОГО ОТВЕРСТИЯ В СТЕНКЕ ВАКУУМИРУЕМОЙ ЕМКОСТИ | 2003 |
|
RU2233213C1 |
| СПОСОБ ВАКУУМИРОВАНИЯ ЗАГОТОВКИ ДЛЯ СВАРКИ СОВМЕСТНЫМ ПРЕССОВАНИЕМ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2229366C1 |
| ОТКАЧНОЕ УСТРОЙСТВО | 2003 |
|
RU2233212C1 |
| Устройство для изготовления фотоэлектронных приборов | 1980 |
|
SU900343A1 |
| Устройство защиты катода электронно-лучевой пушки и стенок вакуумной камеры от напыления | 1987 |
|
SU1761409A1 |
| Способ соединения сваркой патрубков с днищем реактора | 2020 |
|
RU2740128C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2237559C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОГО МИКРОГИРОСКОПА | 2012 |
|
RU2521678C1 |
| Установка для электроннолучевой свар-Ки КОльцЕВыХ шВОВ | 1979 |
|
SU846178A1 |
| Способ герметизации микрокорпусов | 2018 |
|
RU2677250C1 |
Способ предназначен для использования в сварочном производстве при герметизации микроэлектронных устройств (МЭУ) методом электронно-лучевой сварки с обеспечением в их внутреннем объеме контролируемой атмосферы. Основание 1 выполняют с фаской 3. Свариваемые кромки основания 1 и крышки 2 механически дорабатывают до необходимой шероховатости и обезжиривают химическим растворителем. В сборочно-сварочном приспособлении для сварки закрепляют основание 1, крышку 2 и клин 6 между ними. Приспособление устанавливают в вакуумную камеру, из которой откачивают воздух, и извлекают клин 6 с помощью двигателя 7 и каната 8. Основание 1 и крышку 2 смыкают, перемещаясь по фаске 3. Выполняют электронно-лучевую сварку кромок основания 1 и крышки 2, исключая тепловое и световое воздействие на внутренние активные элементы внутри МЭУ. Получают герметичный сварной шов, обеспечивающий требования по герметичности МЭУ. Технический результат, заключается в уменьшении количества операций, сокращении производственных расходов, исключении попадания электронного луча внутрь МЭУ, усовершенствовании откачки воздуха из внутреннего объема МЭУ. 2 з.п. ф-лы, 3 ил.
1. Способ получения герметичного корпуса микроэлектронного устройства с контролируемой средой в его внутреннем объеме, включающий сборку основания корпуса с крышкой и их сварку, отличающийся тем, что на кромке основания корпуса, соединяемой с его крышкой, выполняют фаску, а при сборке в зазор между основанием и крышкой корпуса вставляют клин и сжимают их, после чего корпус помещают в вакуумную камеру сварочной установки и откачивают воздух до получения вакуума внутри корпуса, затем извлекают клин при перемещении крышки по упомянутой фаске основания до их смыкания и сваривают их электронно-лучевой сваркой.
2. Способ по п. 1, отличающийся тем, что свариваемые кромки механически обрабатывают до необходимой шероховатости и обезжиривают химическим растворителем.
3. Способ по п. 1, отличающийся тем, что клин извлекают с помощью механизма извлечения.
| СПОСОБ И КОНСТРУКЦИЯ ДЛЯ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО РАЗЪЕМНОГО СОЕДИНЕНИЯ КОРПУСА И КРЫШКИ ЭЛЕКТРОННОГО МОДУЛЯ | 2007 |
|
RU2352087C2 |
| Герметичный корпус для радиоэлектронных блоков | 1990 |
|
SU1780200A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ АМПУЛЫ МОДУЛЯЦИОННОГО ГИРОСКОПА | 2004 |
|
RU2282838C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО ЭЛЕКТРОННОГО МОДУЛЯ И КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2469063C1 |
| US 5113161 A, 12.05.1992. | |||

