°л
А- А поберпуто
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для уборки смотанного проката от намоточной машины | 1972 |
|
SU445493A1 |
| Устройство для зачистки длинномерного круглого проката | 1986 |
|
SU1380828A1 |
| Прокатная клеть | 1992 |
|
SU1834725A3 |
| В. И. ЗОЛОТОЕ, С. Е. Жердев, В. Ф. Кудимов,С. В. Мерекин, Н. В. Гайдуковский, А. Е. Муриков, Г. Н. Саваник,И. Г. Шибанов, И. В. Томас, М. Г. [Иейнберг, Е. П. Пиотрковскаяи И. М. Никифоров | 1967 |
|
SU205795A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| Устройство для распределения сортового проката на рольганге | 1990 |
|
SU1755987A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| Ролик рольганга | 1979 |
|
SU820941A1 |
| ТЕЛЕЖКА ДЛЯ ТРАНСПОРТИРОВАНИЯ БОЧЕК | 1999 |
|
RU2167076C2 |
Изобретение предназначено тля исполь зования в качестве задающего уст ройства перемещения дтинномерных мета тических полос проволоки, заготовок и т.р технологических агрегатов метатлчргичес кои метизной кабетьной и ipvrux ос лас. тей промышленности Целью изобретения явтяется повышение экономичности транс портирования проката обеспечения транспортирования паралтельными пото ками снижения мета i чоемкости Устройство содержит ротик 3 закрептенный на станине, и ротик 14 стаьовтенныи на свойстве прижима ротики 14 выношены одноопор ными в вит.е бантажеи 12 нат.етыи на сфе рические понпипники 11 При этом ро шк 3выношен с т. шненнои бочкой М н ф H.I 4и 1 
Г
о
N5
ОЭ
со
CL,:
Изобретение предназначено для использования в качестве тянуще-задающего устройства перемещения длинномерных металлических полос-проволоки, заготовок и др. у технологических агрегатов металлургичес- кой, метизной, кабельной и других областей промышленности.
Цель изобретения - повышение экономичности транспортирования проката путем обеспечения транспортирования параллель- ными потоками, снижение металлоемкости.
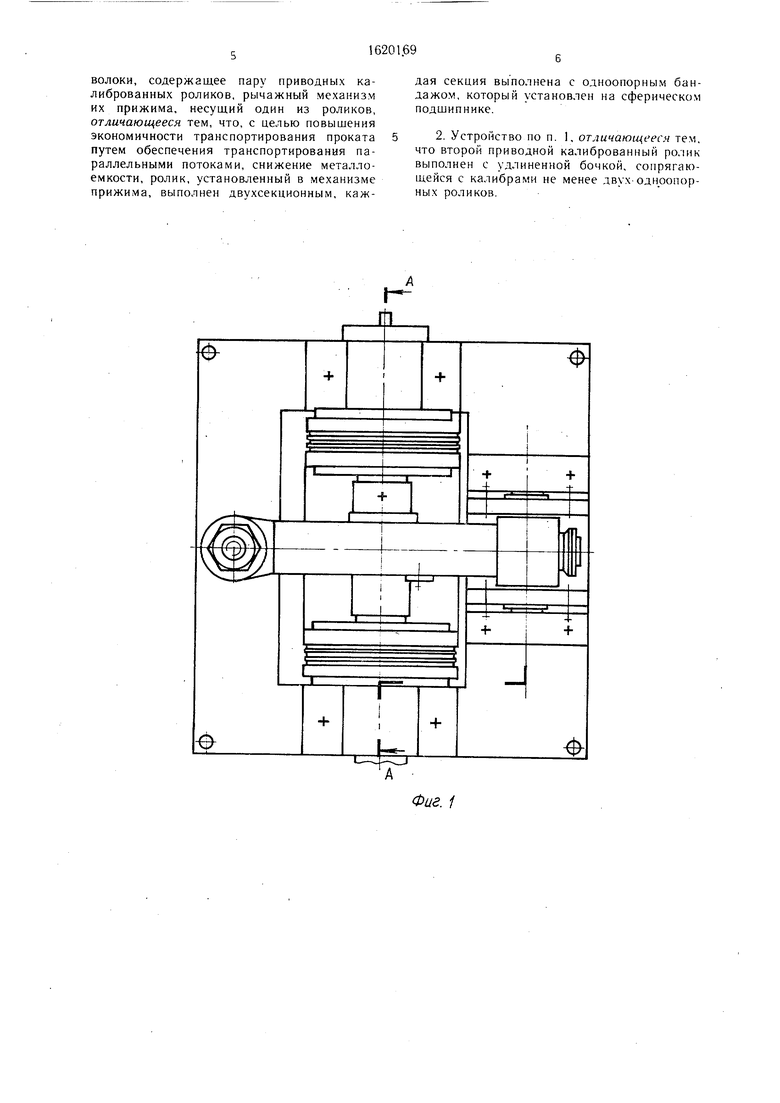
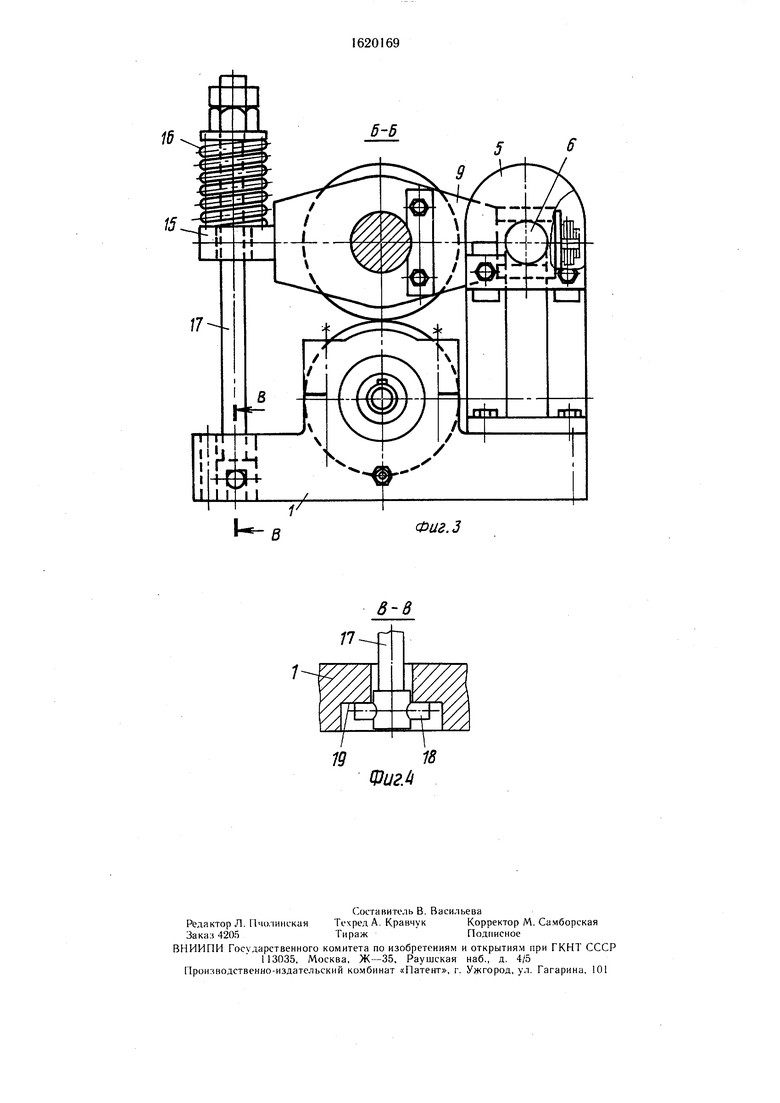
На фиг. 1 показано предлагаемое устройство, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3.
На станине 1 в стационарных подшипни- ковых опорах 2 установлен приводной ролик 3, имеющий форму удлиненной бочки с двумя группами направляющих канавок 4, служащих для подачи проволоки (не показана), расположенных вблизи краев бочки. Сбоку от ролика 3, на станине 1 закреплена стойка 5. На стойке 5 на высоте, практически равной диаметру бочки ролика 3, шарнирно на цапфах 6, ориентированных параллельно бочке ролика 3, установлена с возможностью вращения траверса 7. В ориентированном горизонтально, перпендикулярном цапфам 6 отверстии в траверсе 7 также с возможностью вращения установлен шип 8 рычага 9. В рычаге 9, в его средней части, параллельно бочке ролика 3 и непосредственно над ним неподвижно закреплена двуплечая ось 10. На цилиндрических концах оси 10, расположенных над краями бочки ролика 3, установлены сферические подшипники 11, на которых надеты бандажи 12 с канавками 13 на внешней цилиндрической поверхности, причем канавки 13 со- пряжены с канавками 4 на ролике 3, образующими совместно с ними калибры для захвата проволоки.
Подшипники 11 и бандажи 12 являются основными элементами прижимных роли- ков 14.
На стороне рычага 9, противоположной шипу 8, расположена проушина 15, на которую сверху оперта цилиндрическая пружина 16 сжатия, с пропущенной через пружину 16 стяжкой 17, нижний конец ко- торой с помощью имеющихся на нем цапф 18 закреплен в гнезде 19 станины 1.
ч Устройство работает следующим образом. При необходимости транспортировки устройством двух проволок каждую из них заправляют в зазор между роликом 3 и одним из роликов 14, в калибр, образованный средними из канавок 4 и 13 указанных роликов. В связи с тем, что ось средней из канавок 4 совпадает с осью сферичес- кого подшипника 11 ролика 14, а также в связи с тем, что образованный канавками 4 калибр удерживает проволоку от боковых смешений, бандаж 12 ролика 14 удержи5
5 п 5 0 5
о
5
0
5
вается силами прижима от перекоса в вертикальном положении.
Прижим роликов 14 к ролику 3 создается пружиной 16. При этом указанный прижим обеспечивается возможностью вращения цапф 6 траверсы 7 в гнезде стойки 5, а также возможностью вращения шипа 8 рычага 9 в соответствующем отверстии траверсы 7, причем возможность поворота рычага 9 вдоль его продольной оси создает возможность покачивания двуплечей оси 10 и обеспечивает прижим пары роликов 14 к ролику 3 по принципу балансирного нагру- жения.
Прижим роликов 14 к ролику 3 обеспечивает зажим между ними проволоки.
Вращение ролика 3 приводом (не показан) обеспечивает благодаря зажиму роликами 14 и 3 проволоки преобразование вращения-ролика 3 в поступательное движение без проскальзывания проволоки и вращение роликов 14.
При необходимости транспортировки проволоки в три нитки одну из проволок задают под один из роликов 14 так же, как описано в предыдущем случае, в центральный калибр, а две другие проволоки - под другой ролик 14, а два крайних калибра, таким образом, чтобы обе проволоки располагались симметрично относительно подшипника 11, благодаря чему бандаж 12 прижимает две проволоки, передавая на них усилие от сферического подшипника 1 1 также по принципу балансира. Таким образом, на балансирную установку оси 10 осевым вращением рычага 9 с шипом 8 вокруг траверсы 7 накладывается балансирная установка бандажа 12 с возможностью поворота его вокруг подшипника 11, те. применена двойная балансирная установка роликов 14.
При необходимости транспортировки проволоки в четыре нитки под каждый из роликов 14 заводят по две проволоки в крайние калибры, осуществляя, таким образом, прижим каждой пары проволок по принципу двойного балансира.
Благодаря принципу двойного балансира каждая из проволок оказывается прижатой соответствующим роликом 14 к ролику 3 с определенным рассчетным усилием, необходимым для создания при вращении ролика 3 определенного с учетом сопротивления перемещению транспортирующего усилия трения.
Таким образом, предлагаемое устройство обеспечивает компактность и снижение металлоемкости роликового транспортирующего устройства при транспортировке длинномерных металлических полос параллельными потоками.
Формула изобретения
2 Устройство по п 1, отличающееся тем. что второй приводной калиброванный ролик выполнен с удлиненной бочкой, сопрягающейся с калибрами не менее дв однропор- ных роликов
Фиг. 1
Фиг.З
| Финкельштейн Я С Справочник по прокатному и трубному производствч - М Металлургия, 1975, с 123 124 Когос А М Механическое оборудование волочильных и лентопрокатных цехов - И Металлургия, 1957, с 152, 153 |
