Известны фрезерные станки для обдирки горячих слитков, состоящие из каретки, несущей слиток, с гидравлическим механизмом зажима, фрезы с приводной группой, передвижной механизм которой поддерживается цапфой, закрепленной в верхней части рамы, при помощи роликовых подщипников. Передвижной механизм состоит из держателя фрезы, привод которой осуществляется от электродвигателя. Станок снабжен кантователем. Процесс работы станка автоматизирован. Стружка от стайка отводится в ящики.
Предлагаемая машина отличается тем, что она снабжена четырьмя попарно расположенными станками, выполненными в виде станины, установленной на реечном механизме передвижения. На станине закреплена траверса с подвещенным к ней при помощи подпружиненных тяг, проходящих через механизм прижатия, валом с консольно посаженной фрезой.
Такое выполнение обеспечивает одновременную зачистку всех граней проката и постоянное усилие прижатия фрезы к металлу.
Кроме того, механизм прижатия фрез выполнен в виде полых цилиндрических обратных и нажимных винтов, соединенных между собой при помощи кулачка, с нриводом от электродвигателя через червячную передачу.
калибровочного ролика, закрепленного через подщипники скольжения в раме, и нажимного ролика, установленного в подщипниках качения, подвещенных к траверсе, расположенной на раме, при помощи подпружиненных щтанг, одна из которых воздействует на датчик электрической системы слежения положения нажимного ролика.
Удаление струл ки из-под станка может осуществляться гидросмывом.
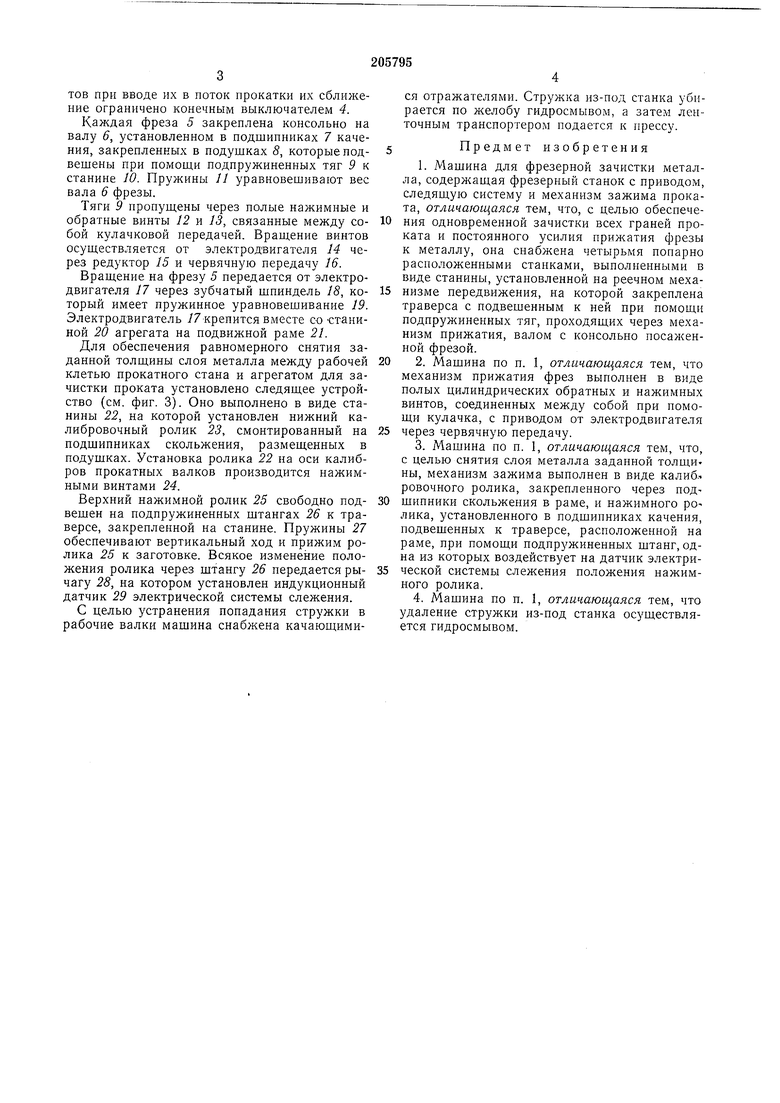
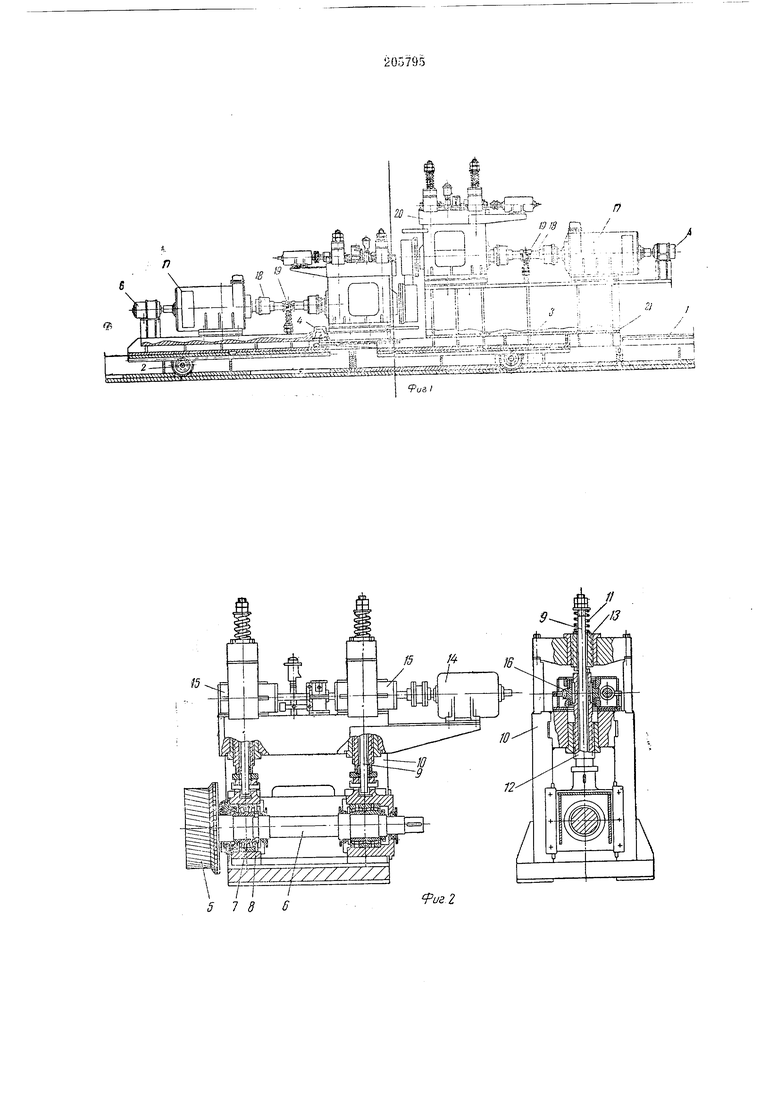
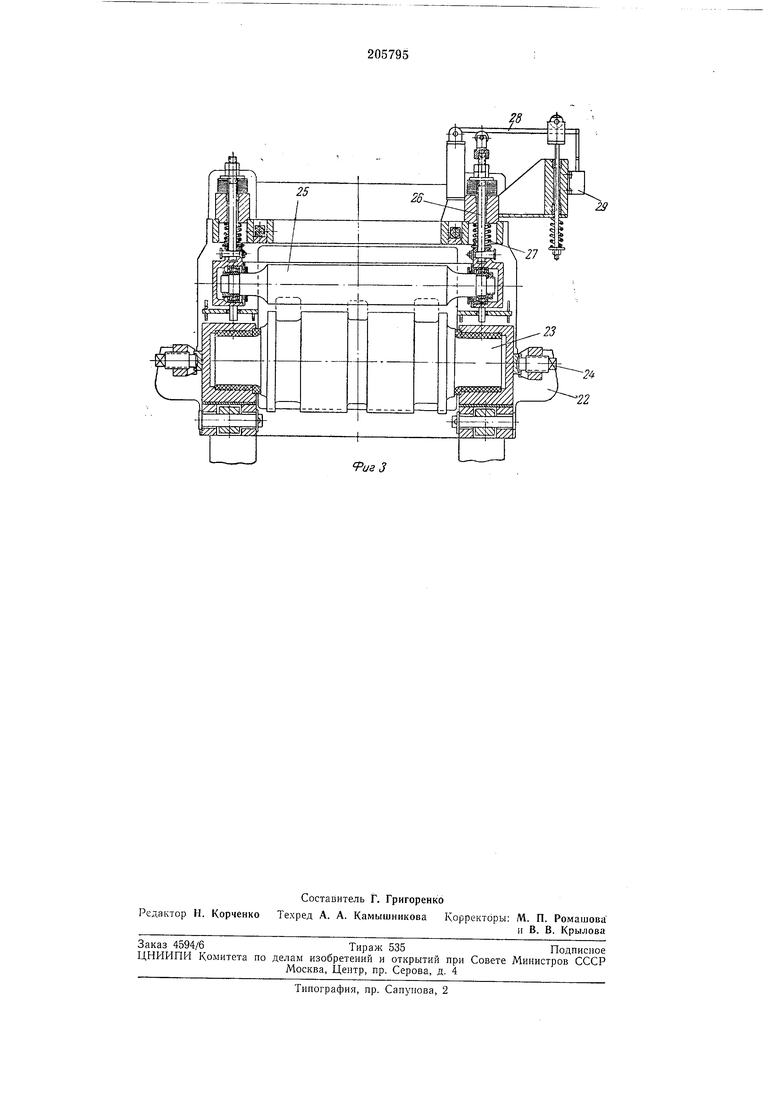
Па фиг. 1 показана предлагаемая машина; на фиг. 2 - механизм прижатия фрез к металлу; на фиг. 3 - механизм зажима.
Л ашина предназначена для зачистки горячего проката фрезами в потоке непрерывнозаготовочного прокатного стана и состоит из двух независимых друг от друга фрезерных агрегатов А и Б, каждый из которых зачищает
две параллельные стороны и два угла и состоит из двух самостоятельных фрезерных станков.
Фрезерные агрегаты смонтированы на общей неподвижной направляющей раме 1 и
снабжены реечным механизмом 2 и 3 передвижения, с помощью которого они перемещаются в рабочее иоложенне так, чтобы фрезы стояли по оси катающего калибра прокатных валков клетей или были выведены с линии
тов при вводе их в поток прокатки их сближение ограничено конечным выключателем 4.
Каждая фреза 5 закреплена консольно на валу 6, установленном в подшипниках 7 качения, закрепленных в подушках 8, которые подвешены при помош,и подпружиненных тяг 9 к станине 10. Пружины // уравновешивают вес вала 6 фрезы.
Тяги 9 пропушены через полые нажимные и обратные винты 12 и 13, связанные между собой кулачковой передачей. Врашение винтов осушествляется от электродвигателя 14 через редуктор 15 и червячную передачу 16.
Враш,ение на фрезу 5 передается от электродвигателя 17 через зубчатый шпиндель 18, который имеет пружинное уравновешивание 19. Электродвигатель У7 крепится вместе со ста виной 20 агрегата на подвижной раме 21.
Для обеспечения равнол1ерного снятия заданной толшины слоя металла между рабочей клетью прокатного стана и агрегатом для зачистки проката установлено следяшее устройство (см. фиг. 3). Оно выполнено в виде станины 22, на которой установлен нижний калибровочный ролик 23, смонтированный на подшипниках скольжения, размеш,енных в подушках. Установка ролика 22 на оси калибров прокатных валков производится нажимными винтами 24.
Верхний нажимной ролик 25 свободно подвешен на подпружиненных штангах 26 к траверсе, закрепленной на станине. Пружины 27 обеспечивают вертикальный ход и прижим ролика 25 к заготовке. Всякое изменение положения ролика через штангу 26 передается рычагу 28, на котором установлен индукционный датчик 29 электрической системы слежения.
С целью устранения попадания стружки в рабочие валки машина снабжена качающимися отражателями. Стружка из-под станка убирается по желобу гидросмывом, а затем ленточным транспортером подается к прессу.
Предмет изобретения
1. Машина для фрезерной зачистки металла, содержаш,ая фрезерный станок с приводом, следящую систему и механизм зажима проката, отличающаяся тем, что, с целью обеспечения одновременной зачистки всех граней проката и постоянного усилия прижатия фрезы к металлу, она снабжена четырьмя попарно расположенными станками, выполненными в виде станины, установленной на реечном механизме передвижения, на которой закреплена траверса с подвешенным к ней при помощи подпружиненных тяг, проходящих через механизм прижатия, валом с копсольно посаженной фрезой.
2. Машина по п. 1, отличающаяся тем, что механизм прижатия фрез выполнен в виде полых цилиндрических обратных и нажимных винтов, соединенных между собой при помощи кулачка, с приводом от электродвигателя
через червячную передачу.
3.Машина по п. 1, отличающаяся тем, что, с целью снятия слоя металла заданной толщины, механизм зажима выполнен в виде калиб.ровочного ролика, закрепленного через подшипники скольжения в раме, и нажимного ро лика, установленного в подшипниках качения, подвешенных к траверсе, расположенной на раме, при помощи подпружиненных штанг, одна из которых воздействует на датчик электрической системы слежения положения нажимного ролика.
4.Машина по п. 1, отличающаяся тем, что удаление стружки из-под станка осуществляется гидросмывом. га Ф., И , t -r-f-- iy,g
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для получения трубчатых заготовок | 1976 |
|
SU608591A1 |
| Устройство для фрезерной зачисткиМЕТАлличЕСКиХ зАгОТОВОК | 1978 |
|
SU820958A1 |
| Станок ручной для снятия фаски | 2020 |
|
RU2735848C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК | 1996 |
|
RU2109625C1 |
| РОЛЬГАНГ ПРОКАТНОГО СТАНАВСЕСОЮЗНАЯПАТЕНтмо^техкг;:: нд}^БНБЛИОГСКА | 1972 |
|
SU359073A1 |
| Ротационная сортогибочная машина | 1980 |
|
SU940914A1 |
| Прецизионный станок для фрезерования пазов с точным шагом между ними | 1939 |
|
SU55497A1 |
| Установка для зачистки проката | 1985 |
|
SU1424989A1 |
| ШИПОРЕЗНЫЙ СТАНОК ДЛЯ ЯЩИЧНЫХ ПРЯМЫХ ШИПОВ | 2014 |
|
RU2554441C1 |
| Фрезерный станок для обработки стереотипных досок | 1947 |
|
SU99137A1 |
578 6 fus.Z
fuaS
