Изобретение относится к оборудованию для диффузионной сварки и может быть использовано в электронной промышленности и различных областях машиностроения при сварке ферромагнитных материалов.
Целью изобретения является упрощение конструкции и снижение энергозатрат.
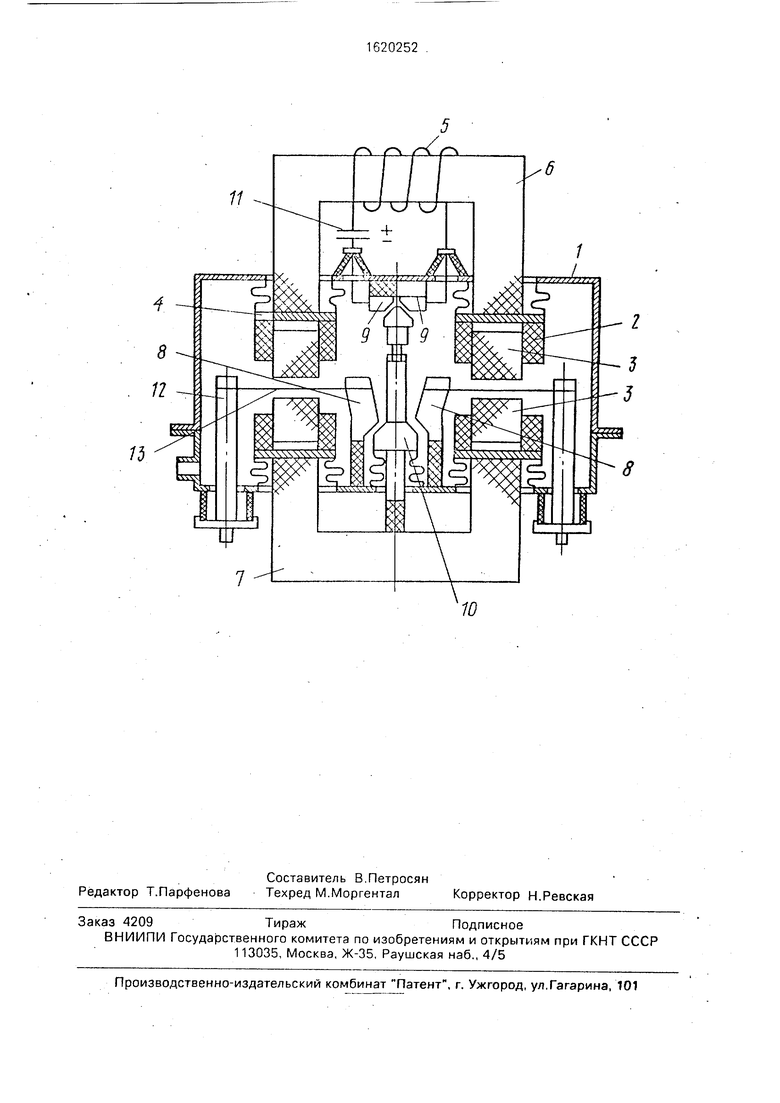
На чертеже показана схема предлагаемого устройства.
Устройство содержит вакуумную камеру, механизмы 2 зажима для свариваемых изделий 3, закрепляемых на ферромагнитных вкладышах 4 вакуумной камеры, индуктор 5 для нагрева свариваемых изделий, П-образные пуансон 6 и рабочий стол 7, размещенные вне вакуумной камеры и установленные рабочими торцами на ферромаг- нитах вкладышах 4 с возможностью осевого перемещения, две внутренние неподвижные токоподводящие штанги 8, расположенные внутри П-образного рабочего стола 7, два неподвижных токоподводящих контакта 9, закрепленных на крышке вакуумной
камеры 1 изнутри между стойками П-образного пуансона 6, подвижную токоподводя- щую штангу 10, закрепленную на рабочем столе 7 между неподвижными штангами 8 и выполненную с возможностью регулировки длины и контактирования с неподвижными токоподводящими штангами 8 и контактами 9, батарею конденсаторов 11, включенную в электрическую цепь индуктора 5. Устройство содержит также две неподвижные токоподводящие штанги 12, расположенные внутри вакуумной камеры вне рабочего стола 7.
Устройство работает следующим образом.
После установки механизма 2 зажима со свариваемыми изделиями 3. например из феррита 30 Сч-3, в вакуумной камере 1 на подвижных ферромагнитных вкладышах 4, в гнездах торцов неподвижных токоподводящих штанг 8 и 12 закрепляют фольгу 13 толщиной 0.025 мм например мз тантала Камеру 1 герметизируют и вакуумируют до
(Л
С
о чэ
о
ю
СП
ю
давления, исключающего шунтирование электрического взрыва фльги 13, например до давления 1 Па. Затем П-образные пуансон 6 и рабочий стол 7 подводят рабочими торцами к ферромагнитным вкладышам 4 вакуумной камеры, заряжают батарею конденсаторов 11 емкостью 500 и 900 мкФ до рабочего напряжения 10 и 15 кВ, при этом батарея конденсаторов включена в электрическую цепь индуктора 5 и фольги 13. После этого осуществляют сближение свариваемых изделий 3 за счет движения навстречу друг другу пуансона и рабочего стола. Подвижная разъемная токо- подводящая штанга собрана так, чтобы касание с внутренними неподвижными штангами 8 и контактами 9 и касание свариваемых поверхностей осуществлялось в следующей последовательности; замыкание разрядной электрической цепи индуктора, замыкание разрядной электрической цепи фольги 13, касание свариваемых поверхностей с последующим силовым нагру- жением свариваемых деталей давлением, не превышающим 1,0 МПа. Изобарическую выдержку осуществляют в течение не более 60 с. Затем вакуумную камеру разгерметизируют, осуществляют выгрузку свариваемых изделий, и цикл повторяют.
Использование батареи конденсаторов, включенной в цепь индуктора, двух неподвижных контактов и подвижной токоподво- дящей штанги, выполненной с
возможностью регулирования длины и контактирования с неподвижными токоподво- дящими контактами, позволяет исключить из устройства ламповый генератор, чем обеспечивается упрощение устройства и
снижение энергозатрат, так как процесс осуществляется импульсно с возросшими удельными электрическими характеристиками магнитной цепи, что позволяет осуществить процесс получения неразъемного
соединения при комнатной температуре. Формула изобретения Устройство для диффузионной сварки по авт.св. № 1586880, отличающееся тем, что, с целью упрощения конструкции и
снижения энергозатрат, в электрическую цепь индуктора включена батарея конденсаторов, на крышке вакуумной камеры изнутри между стойками П-образного пуансона установлены два неподвижных токоподводящих контакта, а подвижная токо- подводящая штанга выполнена с возможностью регулирования длины и контактирования с неподвижными токоподво- дящими контактами.
//
7
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для диффузионной сварки | 1984 |
|
SU1586880A1 |
| Устройство для диффузионной сварки | 1981 |
|
SU975289A1 |
| Способ диффузионной сварки металлокерамических узлов | 2018 |
|
RU2696800C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2012 |
|
RU2525963C2 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2012 |
|
RU2525968C2 |
| Устройство для диффузионной сварки | 1983 |
|
SU1119811A1 |
| Способ сварки давлением | 1988 |
|
SU1556847A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2001 |
|
RU2188107C1 |
| Автоматический резьбовой предохранитель | 1990 |
|
SU1725285A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ МЕТАЛЛОВ С НЕМЕТАЛЛАМИ МЕТОДОМ ЭЛЕКТРИЧЕСКИ ВЗРЫВАЕМЫХ ПРОСЛОЕВ В ВАКУУМЕ | 2012 |
|
RU2516204C2 |
Изобретение относится к оборудованию для диффузионной сварки, может быть использовано в электронной промышленности и различных отраслях машиностроения при сварке ферромагнитных материалов и является усовершенствованием изобретения по авт.св. № 1586880. Целью изобретения является упрощение устройства и снижение энергозатрат. Устройство содержит батарею конденсаторов, включенную в цепь индуктора, и ряд подвижных и неподвижных токоподводящих контактов. Это позволяет исключить использование в устройстве лампового генератора. 1 ил.
| Устройство для диффузионной сварки | 1984 |
|
SU1586880A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
