(54) УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для диффузионной сварки | 1983 |
|
SU1119811A1 |
| Устройство для диффузионной сварки | 1984 |
|
SU1586880A1 |
| Устройство для диффузионной сварки | 1985 |
|
SU1620252A2 |
| Устройство для диффузионной сварки | 1989 |
|
SU1736682A1 |
| Устройство диффузионной сварки | 2017 |
|
RU2680170C1 |
| Способ диффузионной сварки пористых материалов через металлическую прослойку | 1990 |
|
SU1750897A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ШАРОВОГО ГИРОСКОПА | 2005 |
|
RU2289790C1 |
| Устройство для диффузионной сварки | 1980 |
|
SU903034A1 |
| Способ изготовления ротора шарового гироскопа | 2018 |
|
RU2713033C1 |
| УСТАНОВКА С ПОВОРОТНОЙ ПЛАНШАЙБОЙ ДЛЯ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ | 2001 |
|
RU2183540C1 |
1
Изобретение относится к оборудованию для диффузионной сварки и может быть использовано в различных областях машиностроения.
Известно устройство для диффузионной сварки, содержащее вакуумную камеру, верхний и Нижний упоры и индуктор для Нагрева свариваемых деталей 1.
Недостатком устройства является низкий КПД индуктора.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для диффузионной сварки, содержащее вакуумную камеру с пуансоном и рабочим столом, оснастку для свариваемых деталей и индуктор для их нагрева 2.
Недостатком известного устройства является низкая производительность из-за малой скорости нагрева свариваемых деталей и низкий КПД индуктора.
Целью изобретения является повышение КПД индуктора и производительности путем увеличения скорости нагрева свариваемых деталей.
Поставленная цель достигается тем, что
в устройстве для диффузионной сварки, содержащем вакуумную камеру с пуансоном и рабочим столом, оснастку для свариваемых деталей и индуктор для их нагрева, рабочие торцы пуансона и рабочего стола выполнены П-образными, оснастками д.тя свариваемых деталей и индуктор расположены между ними соответственно по их периферии и по оси симметрии.
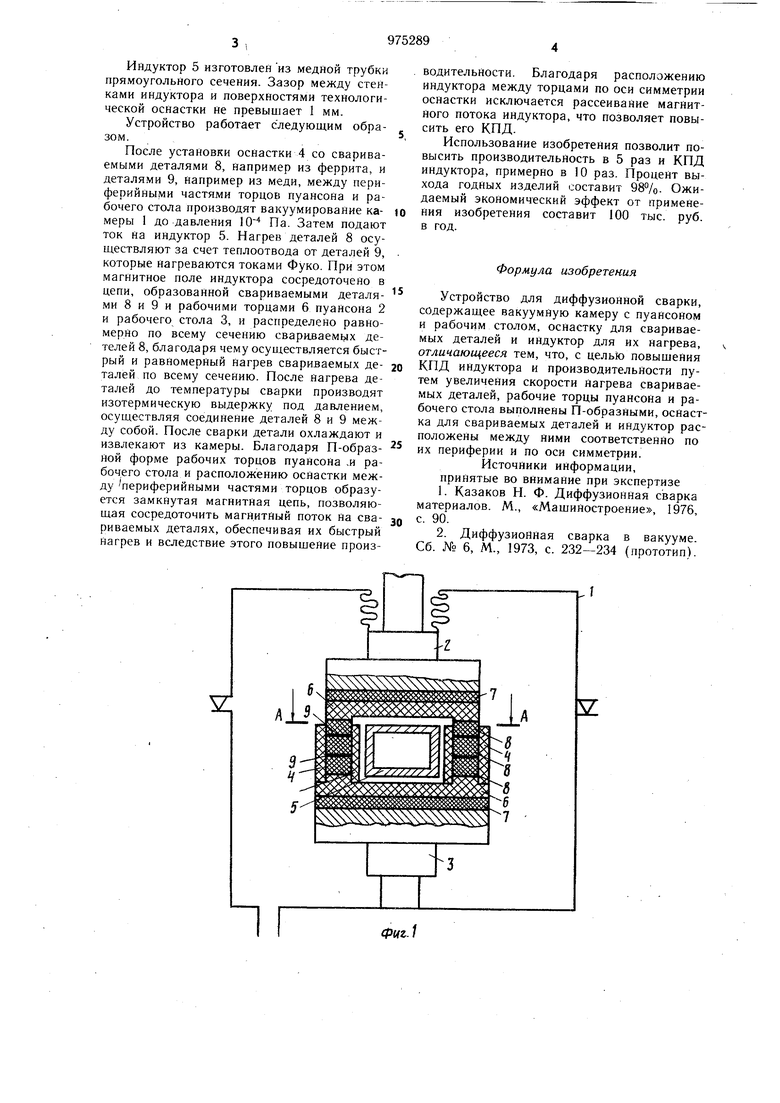
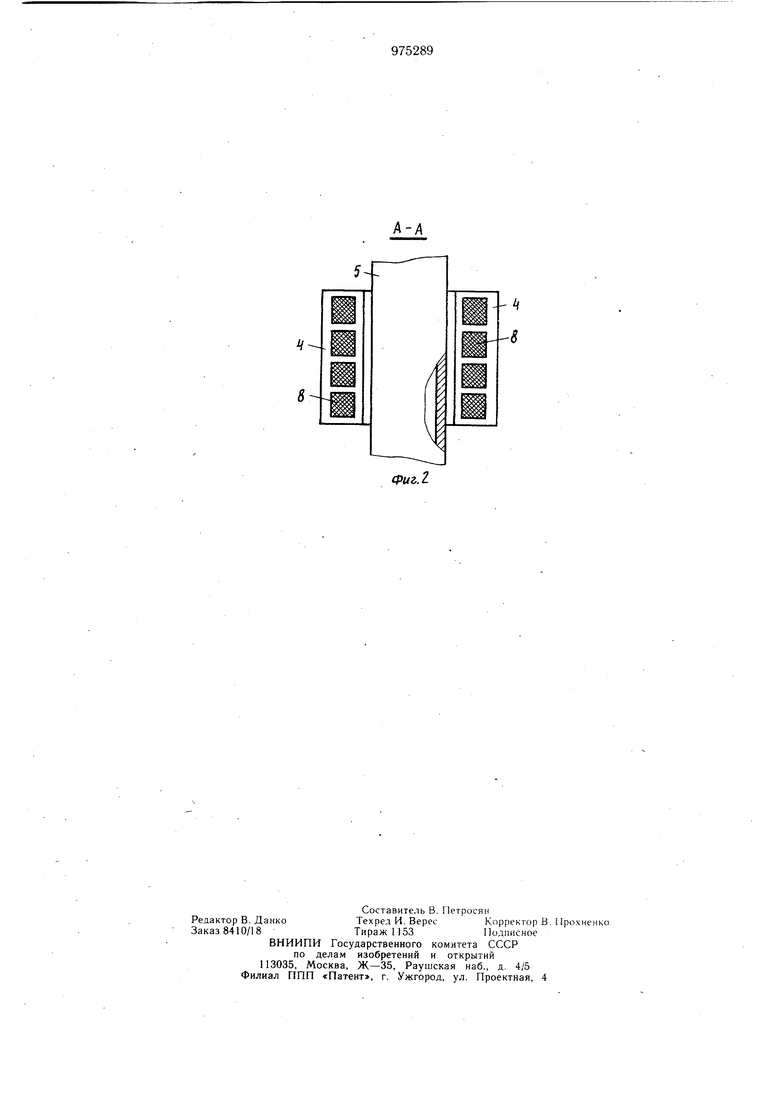
На фиг. 1 изображена схема устройства; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит вакуумную камеру 1 (фиг. 1) с пуансоном 2 и рабочим столом 3, оснастку 4 для свариваемых деталей и индуктор 5 для их нагрева. Пуансон 2 и рабочий стол 3 выполнены составными, их торцы 6 изготовлены из феррита. Между рабочими торцами 6 и остальными частями пуансона и рабочего стола расположены керамические прокладки 7, служащие для уменьшения теплоотвода.
Оснастка 4 для свариваемых деталей выполнена многоместной (фиг. 2) и изготовлена из керамики. Торцы пуансона и рабочего стола выполнены П-образными, оснастка 4 и индуктор 5 расположены между ними соответственно по их периферии и по оси симметрии. Индуктор 5 изготовлен из медной трубки прямоугольного сечения. Зазор между стенками индуктора и поверхностями технологической оснастки не превышает 1 мм. Устройство работает следующим образом. После установки оснастки 4 со свариваемыми деталями 8, например из феррита, и деталя.ми 9, например из меди, между периферийными частями торцов пуансона и рабочего стола производят вакуумирование камеры I до давления Ю Па. Затем подают ток на индуктор 5. Нагрев деталей 8 осуществляют за счет теплоотвода от деталей 9, которые нагреваются токами Фуко. При этом магнитное поле индуктора сосредоточено в цепи, образованной свариваемыми деталими 8 и 9 и рабочими торцами 6 пуансона 2 и рабочего стола 3, и распределено равномерно по всему сечению сварнваемых детелей 8, благодаря чему осуп ествляется быстрый и равномерный нагрев свариваемых деталей по всему сечению. После нагрева деталей до температуры сварки производят изотермическую выдержку под давлением, осуа1ествляя соединение деталей 8 и 9 между собой. После сварки детали охлаждают и извлекают из камеры. Благодаря П-образной форме рабочих торцов пуаНсоНа ,и рабочего стола и расположению оснастки между периферийными частями торцов образуется замкнутая магнитная цепь, позволяющая сосредоточить магнитный поток на свариваемых деталях, обеспечивая их быстрый нагрев и вследствие этого повышение производительности. Благодаря расположению индуктора между торцами по оси симметрии оснастки исключается рассеивание магнитного потока индуктора, что позволяет повысить его КПД. Использование изобретения позволит повысить производительность в 5 раз и КПД индуктора, примерно в 10 раз. Процент выхода годных изделий составит 98%. Ожидаемый экономический эффект от применения изобретения составит 100 тыс. руб. в год. Формула изобретения Устройство для диффузионной сварки, содержащее вакуумную камеру с пуансоном и рабочим столом, оснастку для свариваемых деталей и индуктор для их нагрева, отличающееся тем, что, с цельк) повышения КПД индуктора и производительности путем увеличения скорости нагрева свариваемых деталей, рабочие торцы пуансона и рабочего стола выполнены П-образными, оснастка для свариваемых деталей и индуктор расположены между ними соответственно по их периферии и по оси симметрии. Источники информации, принятые во внимание при экспертизе 1.Казаков Н. Ф. Диффузионная сварка материалов. М., «Машиностроение, 1976 с. 90. 2.Диффузионная сварка в вакууме Сб. № 6, М., 1973, с. 232-234 (прототип).
- 8
S
