Изобретение относится к сварочной технике, в частности к установкам для диффузионной сварки в вакууме, снабженным устройствами, позволяющими одновременно загружать в вакуумную камеру группу заготовок и диффузионно их сваривать за одну вакуумную откачку рабочей камеры.
Известна установка для диффузионной сварки, в которой повышение производительности при сварке однотипных загоговок достигается за счет размещения группы заготовок на специальном столе, установленном в вакуумной сварочной камере, вокруг которого смонтирован общий нагреватель, а над каждой заготовкой или пирамидой из однотипных заготовок установлены силовые штоки, питаемые от единой гидравлической системы (см. авт. свид. СССР 612764, МПК В 23 К 20/14, 1978 г.).
В известной конструкции установки вся группа заготовок нагревается и сдавливается одновременно, при этом каждая заготовка или пирамида, например, из трех заготовок, поставленных друг на друга, сдавливается каждая своим силовым штоком.
Недостатком этой установки является то, что конструкция сварочной камеры приспособлена только для сварки деталей простой конфигурации, свариваемых по торцам, преимущественно в виде коротких цилиндров, которые необходимо только нагреть до температуры диффузионной сварки, сдавить и выдержать заданное время при температуре сварки.
При этом максимальный рабочий ход каждого силового штока, выполненного в виде набора шаров, помещенных в цилиндрические патрубки, ограничен максимально возможным рабочим ходом мембраны, отделяющей масло гидравлической системы, с помощью которой создают сдавливание свариваемых поверхностей.
На этой установке практически невозможно сваривать трубчатые заготовки, собранные внахлестку, т.к. нахлесточные соединения груб чаще всего свариваются с помощью радиальной раздачи стенок, которая в отдельных случаях требует перемещения силового штока на 100 и более миллиметров.
Кроме этого, наличие общего для всей группы заготовок нагревателя удлиняет время как нагрева, так и охлаждения до температуры, когда заготовки, например, из активных металлов не подвергаются окислению на воздухе.
Наиболее близкой к описываемому изобретению по технической сущности и достигаемому результату является установка для диффузионной сварки в вакууме с поворотной планшайбой, содержащая вакуумную камеру с системой обеспечения разрежения, поворотную планшайбу, на которой размещаются свариваемые заготовки, два силовых штока с гидравлическими приводами и высокочастотный индуктор (нагреватель), соосно расположенный и скрепленный с одним из силовых штоков (см. Н.Ф. Казаков "Диффузионная сварка материалов", М., "Машиностроение", 1976 г., с. 116).
Свариваемые заготовки располагают в специальных гнездах, равномерно расположенных по кругу планшайбы.
При подъеме силовых штоков на высоту, превышающую высоту свариваемых заготовок, высокочастотный нагреватель, скрепленный с одним из силовых штоков, также поднимается над свариваемыми заготовками, давая возможность поворачивать на заданный угол планшайбу, при этом две заготовки устанавливаются соосно с силовыми штоками.
Для увеличения производительности процесс диффузионной сварки ведется по следующей схеме: сначала две заготовки за счет поворота планшайбы устанавливаются соосно силовым штокам, после чего штоки опускаются и сдавливают свариваемые поверхности, при этом одновременно на одну из заготовок вместе с силовым штоком опускается высокочастотный нагреватель, а после достижения рабочего разрежения в камере включается высокочастотный нагрев, который нагревает место сварки до температуры диффузионной сварки, после чего штоки и индуктор поднимают, а планшайбу поворачивают на заданный угол таким образом, чтобы нагретая заготовка встала соосно со штоком, где нет высокочастотного нагревателя, а новая заготовка встала под силовой шток с нагревателем, после чего штоки и нагреватель опускаются на свариваемые заготовки.
Уже нагретая до температуры диффузионной сварки заготовка сжимается с рабочим усилием сдавливания, чтобы прошли процессы взаимной диффузии и сформировалось сварное соединение, а место сварки новой холодной заготовки сдавливается и нагревается до температуры диффузионной сварки.
Потом процесс повторяется: штоки поднимаются, планшайба поворачивается на заданный угол, под нагреватель устанавливается новая холодная заготовка, а уже нагретая до температуры диффузионной сварки встает под второй силовой шток, а уже сваренная выводится на остывание.
Недостатком известной установки для диффузионной сварки является наличие в вакуумной сварочной камере подвижного высокочастотного нагревателя.
Общеизвестно, что нагрев высокочастотным током требует тщательной центровки нагревателя относительно оси нагреваемой заготовки. Любая несоосность ведет к перегреву одной части заготовки вплоть до ее расплавления и недогреву другой, а все вместе - к браку сварного соединения.
С увеличением габарита и веса свариваемых заготовок растут мощности подвижного высокочастотного нагревателя и связанные с этим сложности устройств для перемещения и подвода к нему высокочастотной энергии. Чем больше мощность высокочастотного нагревателя, тем выше сложность подводящих устройств и их стоимость.
Еще одним недостатком является то, что поворотная планшайба выполняет роль силового упора при сварке сразу двух заготовок, усилие от которых, например, при больших габаритах могут достигать нескольких десятков тонн.
При таких нагрузках конструкцию поворотной планшайбы необходимо делать очень прочной, тяжелой, неудобной в монтаже и инерционной при повороте на заданный угол, что требует применения электропривода с системой точного останова.
Кроме этого, такая силовая схема диффузионной сварки (шток - опора) не позволяет сваривать внахлестку трубчатые заготовки, т.к. для нахлестки необходимо сдавливать свариваемые стенки в радиальном направлении.
Задачей, на решение которой направлено заявляемое изобретение, является создание такой силовой схемы и механизмов для ее осуществления, которые бы обеспечивали при температуре диффузионной сварки радиальное сдавливание свариваемых стенок труб в области нахлестки.
Кроме этого, еще одной задачей, на решение которой направлено заявляемое изобретение, является создание кинематической схемы полуавтоматического процесса диффузионной сварки партии трубчатых заготовок, при которой дистанционно в вакууме обеспечивается последовательное снятие собранной под сварку заготовки с планшайбы-накопителя, подача ее в высокочастотный индуктор для нагрева до температуры диффузионной сварки, а также обеспечивается радиальное сдавливание стенок труб в области нахлестки, выдержка при температуре сварки и возвращение сваренной заготовки на поворотную планшайбу-накопитель, после чего следующая заготовка снимается с планшайбы, подается в нагреватель и процесс должен повторяться до тех пор, пока вся партия не будет сварена.
При этом должно обеспечиваться надежное удержание заготовки в вертикальном положении при создании радиального сдавливания и исключаться возможность застревания заготовки в устройствах для сдавливания при возвращении уже сваренной заготовки на планшайбу-накопитель.
Технический результат заключается в том, что нагретая до температуры диффузионной сварки заготовка продавливается с помощью силового штока через кольцевую щель, образованную неподвижной опорой в виде кольца и вращающимися роликами раскатника, в результате чего стенки заготовки сдавливаются в радиальном направлении из-за того, что ширина кольцевой щели заранее устанавливается на 0,5-1,5 мм меньше толщины заготовки в области нахлестки.
В процессе продавливания заготовка кроме радиального сдавливания свариваемых поверхностен подвергается осевому сжатию между штоками и подвижной втулкой-опорой, которая постоянно поджата с заданной величиной осевого усилия пружинами сжатия, что предотвращает проворот и раскачивание заготовки в процессе ее роликовой раскатки.
Пружины сжатия, кроме этого, автоматически осуществляют процесс обратного продавливания сваренной заготовки, что позволяет всего лишь за счет движения силового штока вниз устанавливать сваренную заготовку в посадочное гнездо планшайбы-накопителя.
Указанный технический результат достигается тем, что в известной установке для диффузионной сварки, содержащей вакуумную камеру со съемной крышкой и системой обеспечения разрежения, поворотную планшайбу-накопитель с устройством для поворота на заданный угол, высокочастотный нагреватель с источником питания и силовой шток с приводом, установленный соосно с нагревателем;
- нагреватель закреплен на боковой стенке камеры так, что нижний торец превышает высоту свариваемых заготовок, установленных на планшайбе-накопителе, а под камерой установлен привод со штоком, выходящим в вакуумную камеру на высоту до верхнего торца нагревателя, при этом над нагревателем соосно штоку установлены два кольцевых упора, один из которых - осевой, в виде сменной подвижной втулки, перемещаемой вертикально с заданным сопротивлением от воздействия силового штока и пружин, а второй - радиальный, в виде неподвижного сменного кольца с внутренним диаметром, равным наружному диаметру свариваемой заготовки, а над кольцевыми упорами соосно им установлен роликовый раскатник с приводом, сменные ролики которого размещены внутри неподвижного кольца и подобраны таким образом, что диаметр описанной вокруг роликов окружности на 1-3 мм больше, чем внутренний диаметр свариваемой заготовки, при этом кольцевые упоры установлены на фланце, закрепленном на концах колонн, установленных с внутренней стороны на крышке камеры, а на планшайбе-накопителе для установки заготовок равномерно по окружности выполнены сменные посадочные гнезда, снабженные центральным отверстием для прохода силового штока;
- кроме того, сменная подвижная втулка закреплена на траверсе, перемещаемой по крайней мере между двух колонн под действием силового штока и пружин сжатия, надетых на эти колонны;
- кроме того, сменные ролики раскатника установлены на концах свободно вращающихся штанг;
- кроме того, привод силового штока выполнен механическим;
- кроме того, привод силового штока выполнен гидравлическим;
- кроме того, на конце силового штока установлена сменная подставка под свариваемую заготовку в виде набора из колец, торцевые поверхности которых покрыты теплоизолирующим покрытием.
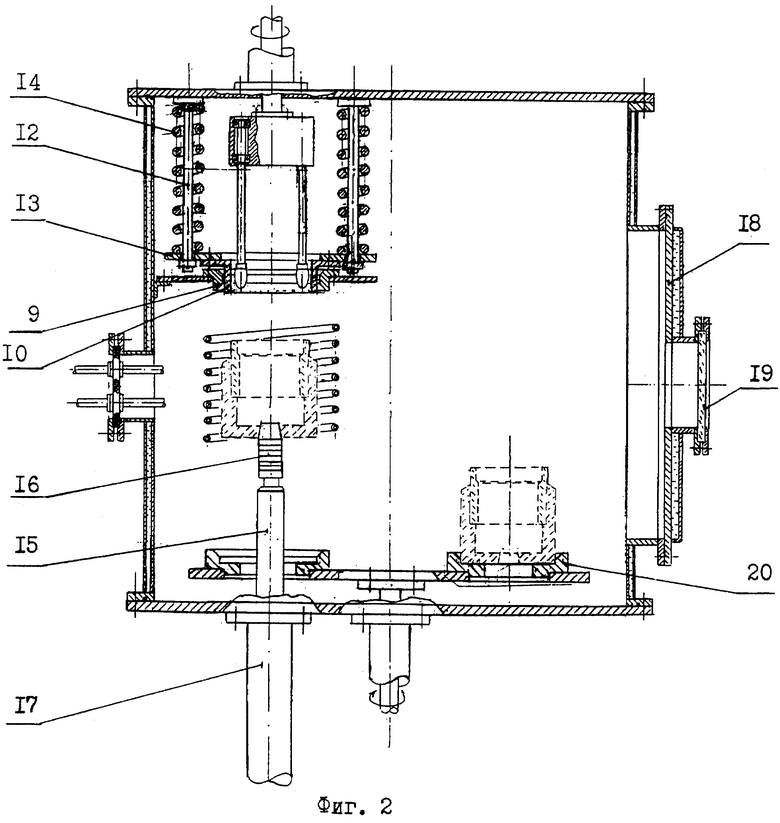
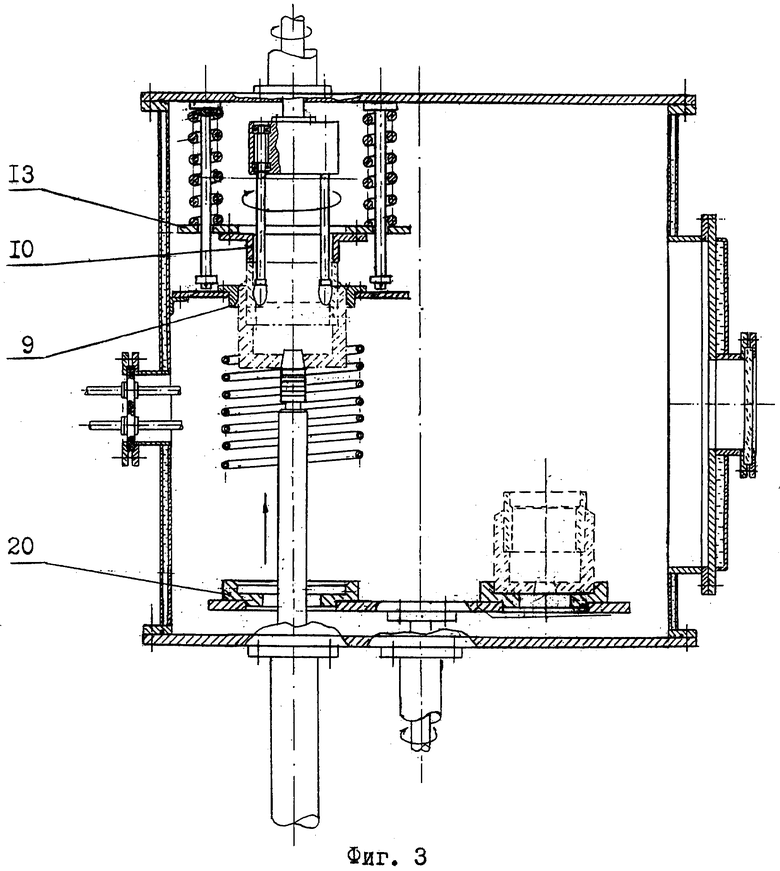
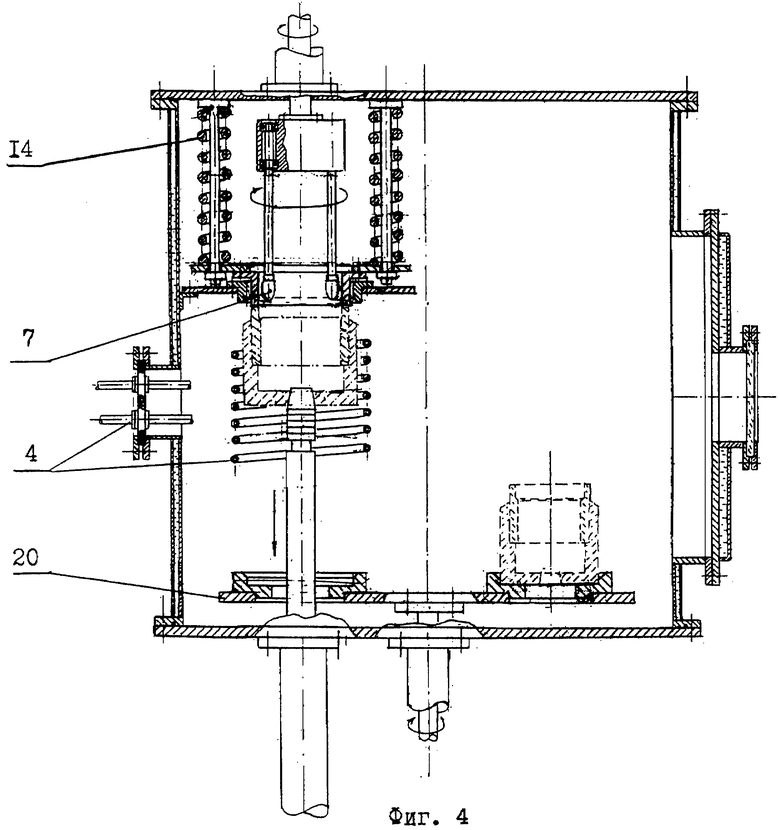
Сущность изобретения поясняется чертежами, где на фиг.1 показана установка с поворотной планшайбой в положении, когда силовой шток полностью убран под планшайбу, которая с заготовками может свободно поворачиваться на заданные углы и устанавливать выбранную заготовку соосно силовому штоку и раскатнику, а на фиг.2 показана установка в положении, когда силовой шток поднял свариваемую заготовку с поворотной планшайбы и поместил ее в высокочастотный нагреватель, на фиг.3 показана установка в гот момент, когда силовой шток нагретую заготовку продавливает через кольцевую щель, образованную неподвижным кольцевым упором и вращающимися раскатными роликами, а на фиг.4 показан фрагмент окончания выталкивания сваренной заготовки из неподвижной кольцевой опоры.
Полуавтоматическая установка для диффузионной сварки трубчатых заготовок содержит вакуумную камеру 1 с крышкой 2 и системой обеспечения разрежения (не показана), поворотную планшайбу-накопитель 3 с устройством для поворота (не показано), высокочастотный нагреватель 4 с источником питания (не показан), роликовый раскатник 5, закрепленный на конце приводного вала 6, раскатные ролики 7 на длинных штангах 8, неподвижный радиальный упор 9, подвижный осевой упор 10, подвесной фланец 11 на колоннах 12, траверсу 13 с пружинами сжатия 14, силовой шток 15 со сменной подставкой 16 и приводом 17, люк 18 для загрузки и выгрузки заготовок, смотровое окно 19 и сменные посадочные гнезда 20.
Боковые стенки вакуумной камеры 1 выполнены водоохлаждаемыми, что ускоряет охлаждение установки и повышает ее производительность
Высокочастотный нагреватель 4 установлен на высоте, которая позволяет свободно поворачивать под ним планшайбу-накопитель 3 с установленными на ней заготовками.
Раскатные ролики 7 раскатника 5 установлены внутри неподвижного радиального упора 9, что образует кольцевую щель, через которую с помощью подъема силового штока 15 продавливают нагретую заготовку, при этом внутренний диаметр упора 9 равен наружному диаметру заготовки, нагретой до температуры сварки, а диаметр описанной вокруг роликов окружности на 1-3 мм больше внутреннего диаметра свариваемой заготовки в месте нахлестки.
Все это вместе взятое обеспечивает необходимое радиальное сдавливание свариваемых поверхностей и образование нахлесточного диффузионного сварного соединения между свариваемыми материалами.
В процессе раскатки наружная втулка заготовки также слегка раздается в диаметре, что может быть причиной ее зависания в радиальном упоре 9 при опускании штока 15. Чтобы этого не происходило предусмотрен подвижной осевой упор 10, в который упирается горячая заготовка перед заходом в кольцо радиального упора 9.
При движении штока 15 вверх и продавливании нагретой заготовки через кольцевую щель упор 10 также движется вверх и через траверсу 13 сжимает пружины 14.
При этом решаются сразу три задачи:
первая - упрощается удержание заготовки от проворота под воздействием роликов раскатника, вторая - обеспечивается удержание заготовки от биения верхнего торца заготовки, особенно в конце процесса раскатки заготовки, когда заготовка на две трети выходит из кольца радиального упора 9, и третья - автоматическое обратное проталкивание сваренной заготовки через неподвижное кольцо упора 9 при движении силового штока вниз для установки сваренной заготовки в посадочное гнездо 20.
Радиальный упор 9 закреплен на подвесном фланце 11, который закреплен на концах колонн 12, которые в свою очередь закреплены с внутренней стороны крышки 2 камеры 1.
В нерабочем состоянии подвижная траверса 13 с подвижным осевым упором 10, пружинами сжатия 14 постоянно поджата к фланцу 11. А когда нагретая до температуры диффузионной сварки затотовка продавливается через неподвижное кольцо упора 9 и вращающимися роликами 7 раскатника 5, то траверса 13 с осевым упором 10 начинает подниматься вдоль колонн 12 и сжимать пружины 14, удерживая тем самым заготовку от проворота и биений о кольцо упора 9.
Установка работает следующим образом.
Свариваемые детали через люк 18 загружают в вакуумную камеру 1 и устанавливают на съемные посадочные гнезда 20 поворотной планшайбы-накопителя 3. Люк 18 закрывают и в камере 1 создают рабочее разрежение, например, 5•10 мм рт.ст.
После достижения в камере рабочего вакуума устанавливают поворотную планшайбу-накопитель таким образом, чтобы отверстие с установленной на нем заготовкой для сварки совпало с осью штока 15 и фиксируют ее в этом положении.
После этого включают подъем силового штока 15 и останавливают заготовку в нагревателе 4 для нагрева. После нагрева заготовки до температуры диффузионной сварки включают вращение раскатника 5 и подъем штока 15 для продавливания нагретой заготовки через кольцевую щель, образованную неподвижным кольцом-упором 9 и вращением раскатных роликов 7.
В процессе продавливания свариваемые поверхности трубчатых заготовок последовательно сдавливаются между неподвижным радиальным упором 9 и раскатными роликами 7.
В результате движения заготовки вверх осевой упор 10, закрепленный на траверсе 13, поднимается и сжимает пружины 14, а после сдавливания свариваемых поверхностей на всей длине нахлестки в заготовке движение штока 15 вверх переключают на движение вниз. При этом заготовка автоматически продавливается обратно через кольцевую щель с помощью пружин 14, которые перед этим были сжаты силовым штоком 15 при его движении вверх.
Осевой упор 10 под действием пружин 14 полностью освобождает сваренную заготовку из кольца радиального упора 9, которая при движении штока 15 вниз устанавливается в посадочное гнездо 20 на поворотную планшайбу-накопитель 3. После этого планшайбу-накопитель поворачивают на заданный угол и устанавливают следующую заготовку соосно со штоком 15 и процесс сварки повторяется. При массовом производстве однотипных заготовок установка легко поддается автоматизации по относительно простой программе, которая увязывает работу двигателей поворотной планшайбы-накопителя и привода силового штока, а также сигналы от датчиков крайних и промежуточных положений заготовки.
Установка позволяет получать сварные трубчатые соединения в широком диапазоне размеров.
Изобретение относится к сварочной технике, в частности к установкам для диффузионной сварки в вакууме. Нагреватель установки закреплен на боковой стенке камеры так, что его нижний торец превышает высоту свариваемых заготовок, установленных на планшайбе-накопителе. Под камерой установлен привод со штоком, выходящим в вакуумную камеру на высоту до верхнего торца нагревателя. Над нагревателем соосно штоку установлены два кольцевых упора. Над кольцевыми упорами соосно им установлен роликовый раскатник с приводом, сменные ролики которого размещены внутри неподвижного кольца. Кольцевые упоры установлены на подвесном фланце, закрепленном на концах колонн, установленных с внутренней стороны на крышке камеры. На планшайбе-накопителе для установки заготовок равномерно по окружности выполнены сменные посадочные гнезда, снабженные центральным отверстием для прохода силового штока. Подвижная втулка закреплена на траверсе, перемещаемой по крайней мере между двух колонн под действием силового штока и пружин сжатия, надетых на эти колонны. Сменные ролики раскатника установлены на концах свободно вращающихся штанг. Привод силового штока может быть выполнен механическим или гидравлическим. Такое выполнение установки позволяет получать сварные трубчатые соединения в широком диапазоне размеров. 5 з.п. ф-лы, 4 ил.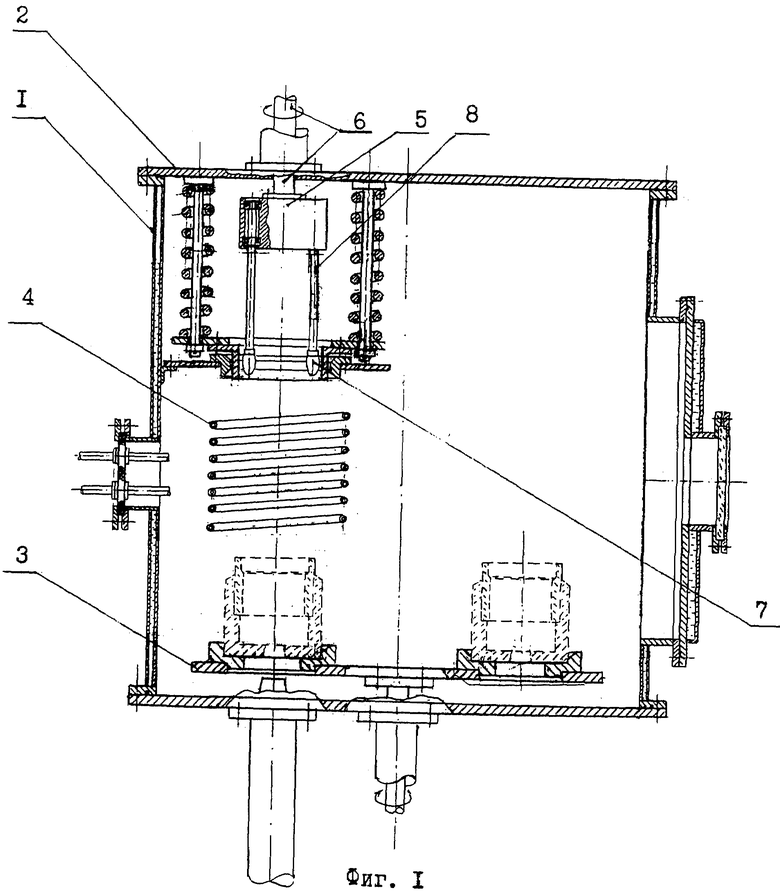
| КАЗАКОВ Н.Ф | |||
| Диффузионная сварка материалов | |||
| - М.: Машиностроение, 1976 г, с.116 | |||
| Установка для сварки давлением | 1986 |
|
SU1324804A1 |
| РОЛИКОВЫЙ РАСКАТНИК ДЛЯ СОЗДАНИЯ СВАРОЧНОГО ДАВЛЕНИЯ ПРИ ДИФФУЗИОННОЙ СВАРКЕ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164197C1 |
| УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ КИНЕМАТИЧЕСКИХ ПОПРАВОК | 1966 |
|
SU216968A1 |
| US 5165591, 24.11.1992. | |||

