Изобретение относится к технике обработки экспонированных фотоматериалов, а именно к аппаратуре для зарядки, проявлению и с ушкш рулонной све- точувстительной пленки.
Целью изобретения является повышение качества и производительности.
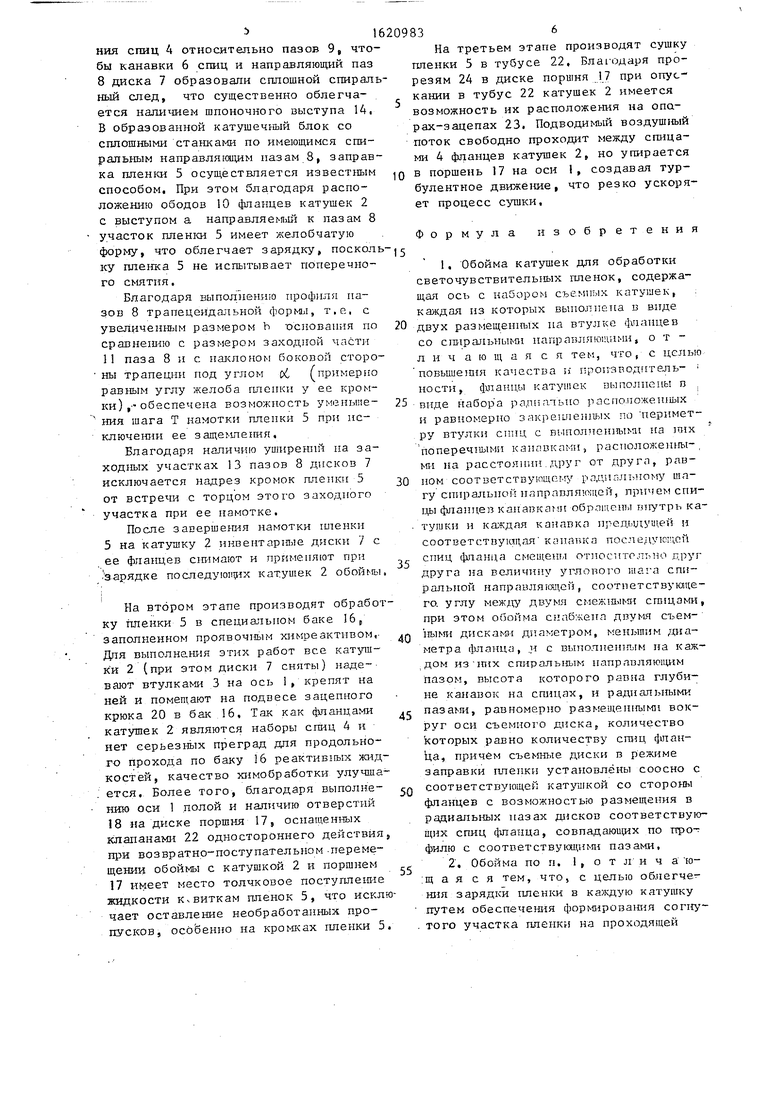
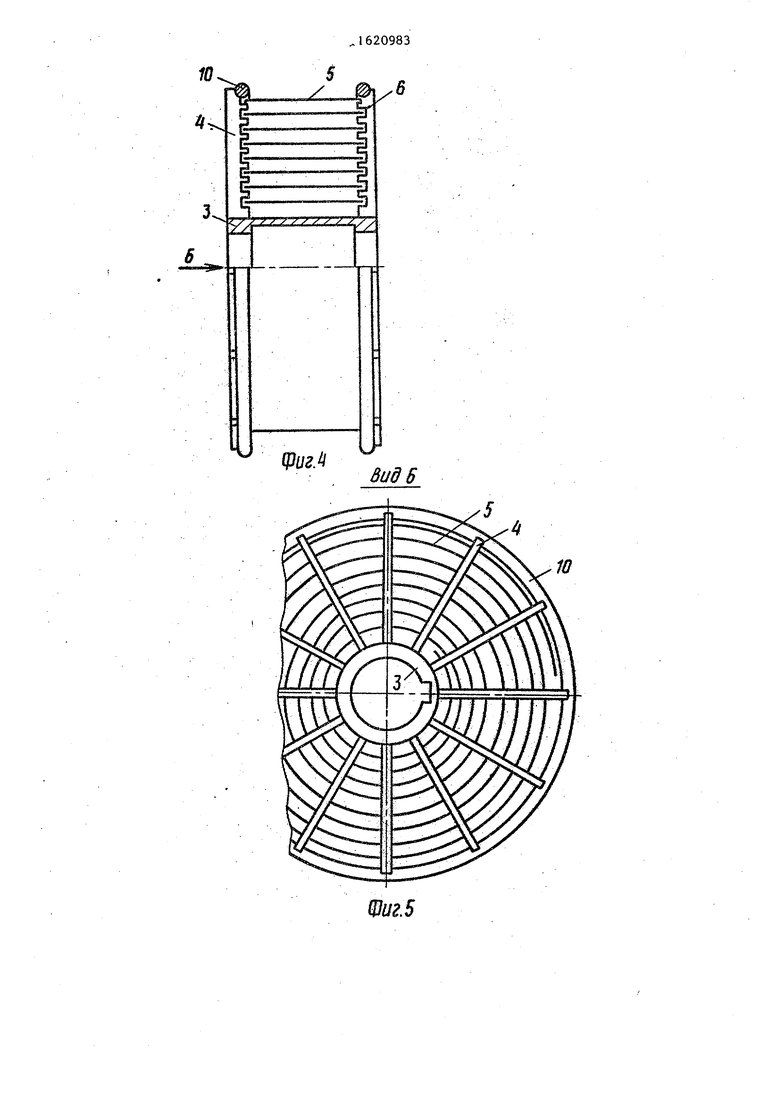
На фиг, 1 показана вертикально расположенная обойма катушек в процессе химобработки,- фронтальный разрез; на фиг.2 - то же, в процессе сушки; на фиг, 3 - разрез А-А на фиг. 2; на фиг. 4 - катушка обоймы с пленкой, .вид спереди; на фиг. 5 - вид Б на1
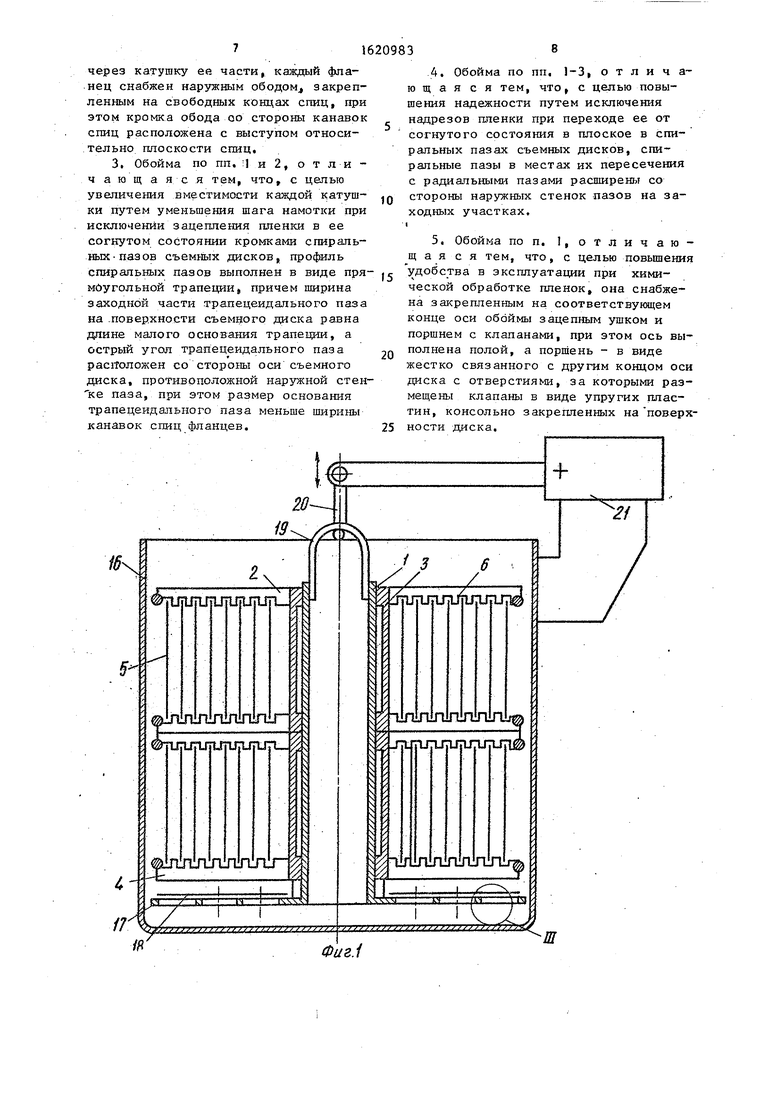
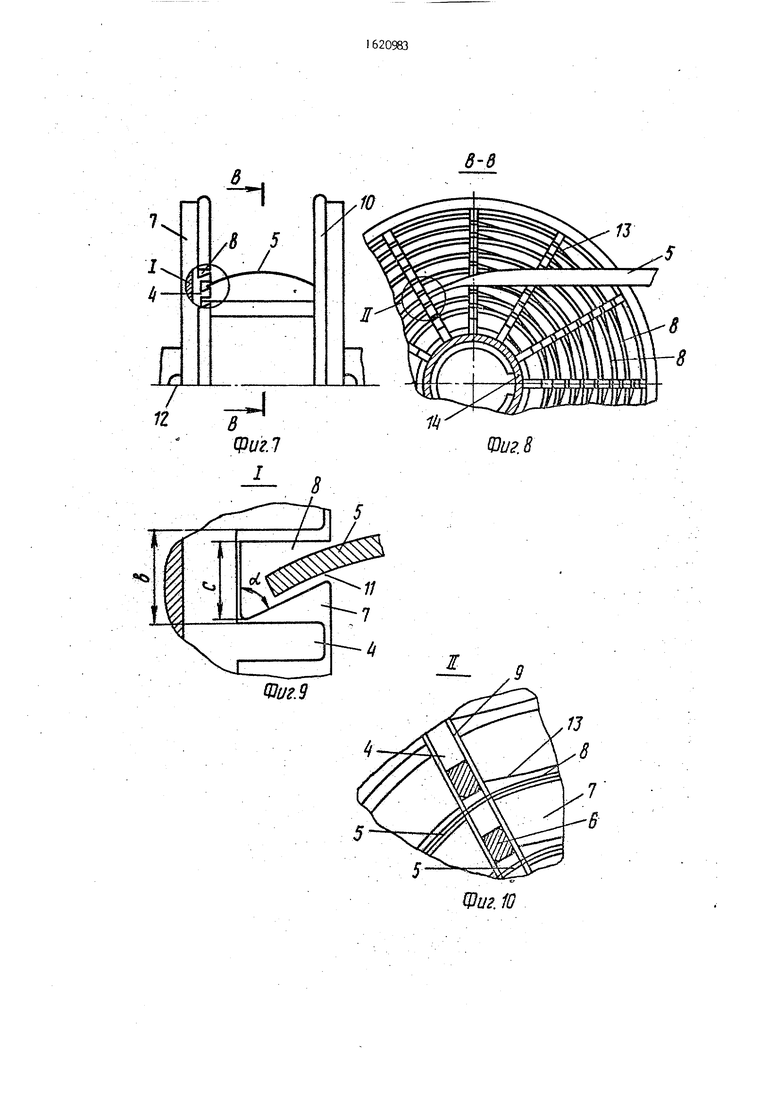
фиг. 4; на фиг, 6 - катушка перед намоткой пленки, вид спереди; на фиг,7 - то же, в процессе намотки; на фиг.8 - разрез В-В на фиг. 7; на фиг. 9 - узел I на фиг. 7; на фиг. 10 - узел 2 II на фиг, 8; на фиг. 11 - узел III на фиг, 1.
Обойма катушек для обработки светочувствительных пленок состоит из оси 1 с набором надетых на нее кату- 2 шек 2. Каждая из катушек 2 имеет смонтированную на втулке 3 пару фланцев. Каждый из фланцев (фиг. 5) выполнен в виде набора радиально расположенных и равномерно укрепленных по J периметру, втулки 3 спиц 4. Спицы со стороны пленки 5 имеют поперечные канавки 6 по следу спирали«. Обойма снабжена парой инвентарных съемных дисков 7 с диаметром, не уступающим диамет- 3 ру фланца катушки 2 (фиг. б), на каждый инвентарный диск 7 нанесен спиральный направляющий паз 8. Шаг Т и глубина направляющего паза 8 совпадает с шагом S спирального следа ка- д навок 6 спиц 4 и глубиной этих канавок. Каждый инвентарный диск 7 со стороны спирального паза 8 (фиг. 6) выполнен с радиальными пазами 9, совпадающими по профилю с профилем соот-д ветствующих данным пазам спиц 4.
С целью облегчения зарядки пленки 5 в каждую катушку 2 путем облегчения формирования из пленки 5 согнутого участка - желоба (фиг. 7 и 8) на проходящей через катушку части пленки 5,-каждый спицевый фланец катушки 2 снабжен наружным ободом 10, кромка которого со стороны канавок 6 спиц 4 расположена с выступом а относитель- но плоскости спиц 4,
С целью увеличения вместимости каждой катушки 2 путем уменьшения шага намотки при исключении защемления
пленки 5 в ее согнутом (желобчатом) состоянии кромками спиральных пазов 8 дисков 7 профиль пазов 8 выполнен по форме прямоугольной трапеции (фиг. 9) ,} малое основание которой образует заходную часть 11 паза 8, острый угол 0J. которого расположен с стороны оси 12 диска 7, причем ширин Ъ канавок 6 спиц 4 фланцев превосходит размер с большего основания трапецеидального паза 8,
С целью исключения надрезов пленки 5 при переходе ее от согнутого (желобчатого) состояния в плоское в спиральных пазах 8 дисков 7 заходные участки 13 пазов 8 в местах пересечения с радиальными пазами 9 дисков 7 иод спицы 4 расширены со стороны наружных стенок пазов 8 .(фиг, 10),
Для обеспечения угловой ориентаци взаимного положения съемных инвентарных дисков 7 и катушек 2 ось 12 дисков 7 снабжена шпоночным выступом 34 (фиг, 8), а втулка 3 и диски 7 - соответствующими этому шпоночному вытупу шпоночными пазами 15 (фиг, 6).
С целью удобства погружения обой- мы в бак 16 химобработки пленок и обеспечения циркуляции химреактивной жидкости в нем (фиг, 1) ось 1 обоймы выполнена пустотелой и снабжена снизу поршнем 17 в виде диска с клапан- |Ными отверстиями 18, а сверху - заценым ушком 19 для соединения с подвесным крюком 20 известного механизма 21 возвратно-поступательного переме- |щения,
При подаче воздуха к обойме сосредоточенным потоком в процессе сушки обойма располагается в вертикально устанавливаемом тубусе 22, соединяемом с источником воздуха и выполнен- IHOM в виде полой трубы с внутренним диаметром по диаметру фланцев катушек 2 и снабженном опорами-зацепами 23 диска 17, закрепленного на оси 1.
Обойма работает следующим образом,
Сначала производится зарядка катушек 2 обоймы отснятыми пленками 5, Катушки 2 заряжают поочередно с менением для зарядки каждой из них пары съемных дисков 7, Для этого диски 7 насаживают на очередную катушку 2 слева и справа с погружением спиц 4 фланцев в радиальные пазы 9 до упора в тело дисков 7., При этом перед насаживанием поворотом фланцев 7 осуществляют такой подбор положе
5
ния спиц 4 относительно пазов 9, чтобы канавки 6 спиц и направляющий паз 8 диска 7 образовали сплошной спиралный след, что существенно облегчается наличием шпоночного выступа 14. В образованной катушечный блок со сплошными станками по имеющимся спиральным направляющим пазам 8, заправка пленки 5 осуществляется известным способом, При этом благодаря расположению ободов 10 фланцев катушек 2 с выступом а направляемый к пазам 8 участок пленки 5 имеет желобчатую форму, что облегчает зарядку, поскол ку пленка 5 не испытывает поперечного смятия,
Благодаря выполнению профиля пазов 8 трапецеидальной формы, т.о., с увеличенным размером Ь основания по сравнению с размером заходной части И паза 8 и с наклоном боковой стороны трапеции под углом оС (примерно равным углу желоба пленки у ее кромки) ,- обеспечена возможность уменьшения шага Т намотки пленки 5 при исключении ее защемления,
Благодаря наличию уширений па за- ходных участках 13 пазов 8 дисков 7 исключается надрез кромок пленки 5 от встречи с торцом этого заходного участка при ее намотке.
После завершения намотки пленки 5 на катушку 2 инвентарные диски / с ее фланцев снимают и применяют при зарядке последующих катушек 2 обоймы
На втором этапе производят обработку пленки 5 в специальном баке 16, заполненном проявочтым химреактивом, Для выполнения этих работ все катушки 2 (при этом диски 7 сняты) надевают втулками 3 на ось 1, крепят на ней и помещают на подвесе зацепного крюка 20 в бак 16, Так как фланцами катушек 2 являются наборы спиц 4 и нет серьезных преград для продольного прохода по баку 16 реактивных жидкостей, качество хнмобработки улучшается. Более того, благодаря выполнению оси 1 полой и наличию отверстий 18 на диске поршня 17, оснащенных клапанами 22 одностороннего действия, при возвратно-поступательном перемещении обоймы с катушкой 2 и поршнем 17 имеет место толчковое поступление жидкости к ч виткам пленок 5, что исключает оставление необработанных пропусков, особенно на кромках пленки 5,
На третьем этапе производят сушку пленки 5 в тубусе 22, Блаюдаря прорезям 24 в диске поршня 17 при опускании в тубус 22 катушек 2 имеется возможность их расположения на опарах-зацепах 23. Подводимый воздушный поток свободно проходит между спицами 4 фланцев катушек 2, но упирается в поршень 17 на оси 1, создавая турбулентное движение, что резко ускоряет процесс сушки.
Формула изобретения
с
5
0
0
5
0
5
0
1,Обойма катушек для обработки светочувствительных пленок, содержащая ось с набором съемных катушек, каждая из которых выполнена в виде двух размещенных па втулке фланцев со спиральными направляющими, о т л и ч а ю щ а я с я тем, чго, с целью повышения качества и производитель- ности, флашш катушек выполнены в шще набора раднплыю рлсгтопожешоях и равномерно закрепленных по периметру втулки спиц с выполненным на mix поперечными канавками, расположенными на расстоянии друг от друга, равном соотвстству РЩС У рэдпг-пьчому шагу спиральной направляющей, причем спины фланцев канавками обрлпены шгутрь катушки и каждая канавка предыдущей и соответствующая конапка последун-щой спиц фланца смещены ОТПОСНТР.-ЬНО груг друга на величину углового шага спиральной направляющей, соответствующего, углу между двумя смсжш 1ми спицами, при этом обойма снабжена двумя съем- пыми дисками диаметром, меньшим диаметра фланца, ч с выполненным на каждом из mix спиральным направляющим пазом, высота которого равна глубине канавок на спицах, и радиальными пазами, равномерно размещенными вокруг оси съемного диска, количество которых равно количеству спиц фланца, причем съемные диски в режиме заправки пленки установлены соосно с соответствующей катушкой со стороны фланцев с возможностью размещения в радиальных пазах дисков соответствующих спиц фланца, совпадающих по профилю с соответствующими пазами,
2,Обойма по п. отличающаяся тем, что, с целью облегчения зарядки пленки в каждую катушку путем обеспечения формирования согнутого участка пленки на проходящей
спиральных пазов выполнен в виде пря- |г удобства в эксплуатации при химимоугольной трапеции, причем ширина заходной части трапецеидального паза на поверхности съемного диска равна длине малого основания трапеции, а острый угол трапецеидального паза расположен со стороны оси съемного диска, противоположной наружной стен- ке паза, при этом размер основания трапецеидального паза меньше ширины канавок спиц фланцев.
ческой обработке пленок, она снабже на закрепленным на соответствующем конце оси обоймы зацепным ушком и поршнем с клапанами, при этом ось в 2Q полнена полой, а поршень - в виде
жестко связанного с другим концом о диска с отверстиями, за которыми ра мещены клапаны в виде упругих плас тин, консольно закрепленных на пове ности диска.
Фиг.1
ческой обработке пленок, она снабжена закрепленным на соответствующем конце оси обоймы зацепным ушком и поршнем с клапанами, при этом ось вы- полнена полой, а поршень - в виде
жестко связанного с другим концом оси диска с отверстиями, за которыми размещены клапаны в виде упругих пластин, консольно закрепленных на поверхности диска.
А-А
Фиг.З
ЭД/г.4
Вид 6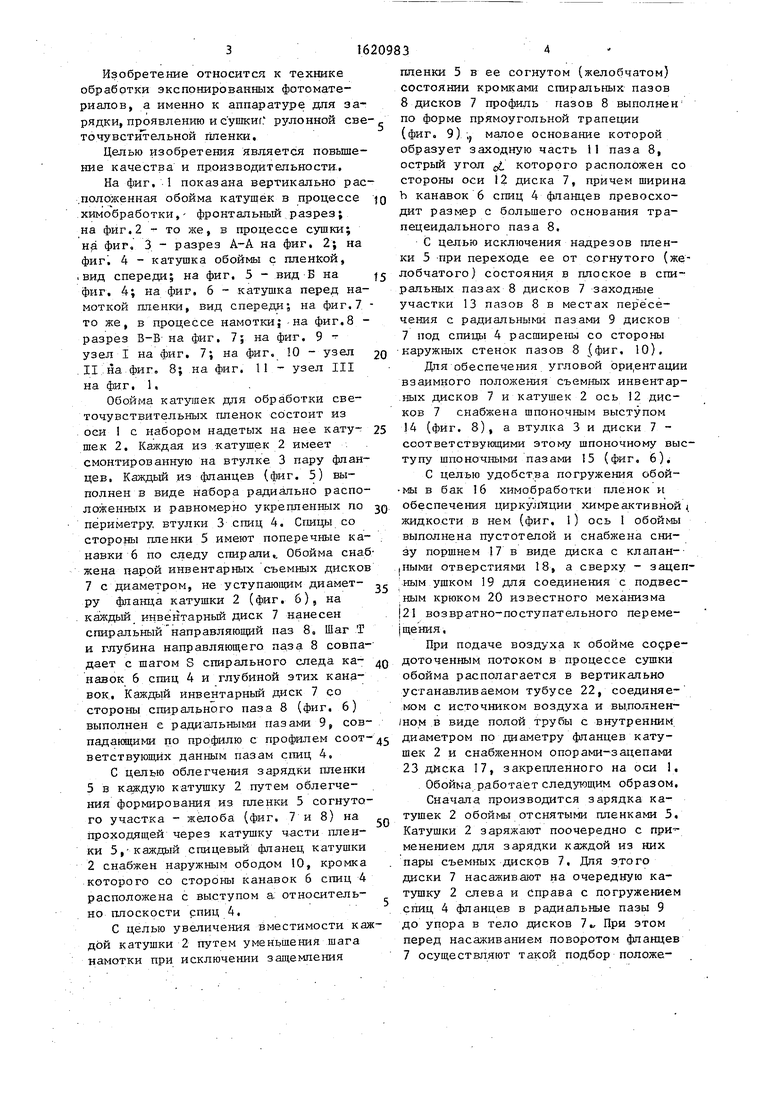
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки пленочных негативов | 1935 |
|
SU46135A1 |
| Катушка для фотобачка | 1990 |
|
SU1737400A1 |
| УСТРОЙСТВО для НАНЕСЕНИЯ ОПЛЕТКИ ГИБКИЙ ТРУБОПРОВОД | 1973 |
|
SU405798A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОРОШКОВЫХ ПОКРЫТИЙ В ЭЛЕКТРОСТАТИЧЕСКОМ ПОЛЕ | 1999 |
|
RU2163515C1 |
| ЭЛЕКТРОДИНАМИЧЕСКИЙ ВИБРАТОР | 1966 |
|
SU183978A1 |
| МНОГОШПИНДЕЛЬНАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ФОТОПРОВОДНИКОВЫХ СЛОЕВ В ВАКУУМЕ | 1991 |
|
RU2065506C1 |
| Двухрежимная муфта | 2015 |
|
RU2610756C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |
| БЕЗЫНЕРЦИОННАЯ КАТУШКА ДЛЯ ЛЕСЫ "СВЕТЛАНА" | 1989 |
|
RU2067391C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2002 |
|
RU2210455C1 |
Изобретение относится к обработке экспонированных фотоматериалов и позволяет повысить качество и производительность при заправке, химической обработке и сушке пленок в обойме катушек. Каждая из катушек выполнена в виде установленных на втулке 3 пары фланцев. При этом каждый фланец выполнен в виде набора радиально расположенных и равномерно укрепленных по примеру втулки 3 спиц 4 с поперечными канавками 6 по следу спирали со стороны пленки. Обойма снабжена парой съемных дисков 7, используемых при заправке пленки в катушки, причем на внутренней поверхности каждого диска 7 выполнен спиральный направляющий паз 8, шаг Т и глубина которого совпадают с шагом S и глубиной спирального спеда канавок 6 спиц 4. При заправке пленки в каждую катушку диски 7 располагаются со стороны каждого фланца катушки с погружением спиц 4 фланцев в радиальные пазы дисков 7, при этом, осуществляя соответствующий подбор положения спиц 4 относительно пазов 9 при повороте дисков 7, добиваются образования сплошного спирального следа. После заправки пленки в катушки производят обработку пленки в наборе катушек, размещенных втулками 3 на одной оси. 4 з.п.ф-ла, I1 ил. а SS (Л «
10
13
U2. 10
Фиг. М
| Руководство к применению двухъярусного бачка для проявления фотопленки | |||
| Проспект НПО Пластик, М., 1971 | |||
| Полустационарнал лаборатория для обработки рент генофотографических снимков | |||
| Проспект фирмы.Кутино-Каро- Техним Бератунг Шитка, (ФРГ), 1980. |
