;л
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электротермического натяжения высокопрочной стержневой арматуры | 1988 |
|
SU1686096A1 |
| АРМАТУРНОЕ ИЗДЕЛИЕ | 2009 |
|
RU2394968C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО ИЗДЕЛИЯ | 2009 |
|
RU2395650C1 |
| СПОСОБ УСИЛЕНИЯ КОЛОННЫ И НАВЕСНЫХ ПАНЕЛЕЙ СТЕНЫ | 2011 |
|
RU2486323C1 |
| СТАЛЬ АРМАТУРНАЯ ТЕРМОМЕХАНИЧЕСКИ УПРОЧНЕННАЯ ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2005 |
|
RU2303646C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОУПРОЧНЕННОГО ПРОКАТА | 1992 |
|
RU2034043C1 |
| Высокопрочный низкотемпературный свариваемый арматурный стержень | 2021 |
|
RU2774692C1 |
| Способ термической обработки проката | 1989 |
|
SU1731834A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННОГО ИЗДЕЛИЯ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2008 |
|
RU2381849C1 |
| АРМАТУРНЫЙ ПРОКАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СЕТОК И КАРКАСОВ | 2015 |
|
RU2608927C1 |
Изобретение относится к строительству, в частности к производству предварительно напряженных железобетонных конструкции путем нагревания арматуры электрическим током. Предлагаемый способ позволяет повысить надежность железобетонных конст рукций за счет увеличения конструкт оннсй прочности и повышения пластичности сварных соединений. Для этого стержни перед укладкой в форму подвергают скоростному электронагреву со скоростью 2,5-25°С/с до температуры 550-750°С, в течение 05 5 ч м при этом температуру нагрева выбирают прямо пропорционально величш с исходной прочности и обратно пропорционально ппо- шади поперечного сечения арматурт ix стер жней 2 табл
Изобретение относится к строительству, в частности к производству предварительно напряженных железобетонных конструкций путем нагревания арматуры электрическим током.
Цель изобретения - повышение надежности железобетонных конструкций за счет увеличения конструкционной прочности и повышения пластичности сварных соединений.
Сущность изобретения заключается в следующем. Скоростной нагрев стержней термо- механически упрочненной арматуры электрическим током до 550-750°С в течение 0,5-5,0 мин (соответствует скорости нагрева 2,5-25° С/с) увеличивает конструкционную прочность арматурной стали и повышает пластичность сварных соединений (требуемая сте- , пень преднапряжения достигается при более низких температурах нагрева стержней - 350- 400°С), что обеспечивает повышение надежности железобетонных конструкций. Облагораживающее влияние повторного нагрева упрочненных стержней ло указанных температур объясняется достижением оптимального сочетания прочностных и пл ICTM ческих свойств (снижение прочности и повышение пластичности по отношению к исходному состоянию), а также повышением ударной вязкости и коррозионной стойкости за счет дополнительного высокого отпуска и снятия закалочных растягивающих напряжений. Нагрев выше 750°С приводит к значительному разупрочнению стержней и устраняет прирост прочностных свойств, достигнутый в результате термомеханического упрочнения. Снижение температуры нагрева ниже 550°С не обеспечивает повышение требуемого уровня коррозионной стойкости арматурных стержней При этом температура нагрева выбирается с учетом ве личины исходной прочности и площади поп° речного сечения (диаметра) стержней Чг м выше исходная прочность арматурных ней. тем до более высоких температур (но не
о го го
С71
О)
Јь
|
превышающих 750°С) их нагревают. С увеличением площади поперечного сечения (диаметра) арматурных стержней температуру нагрева понижают (но не ниже 550°С)
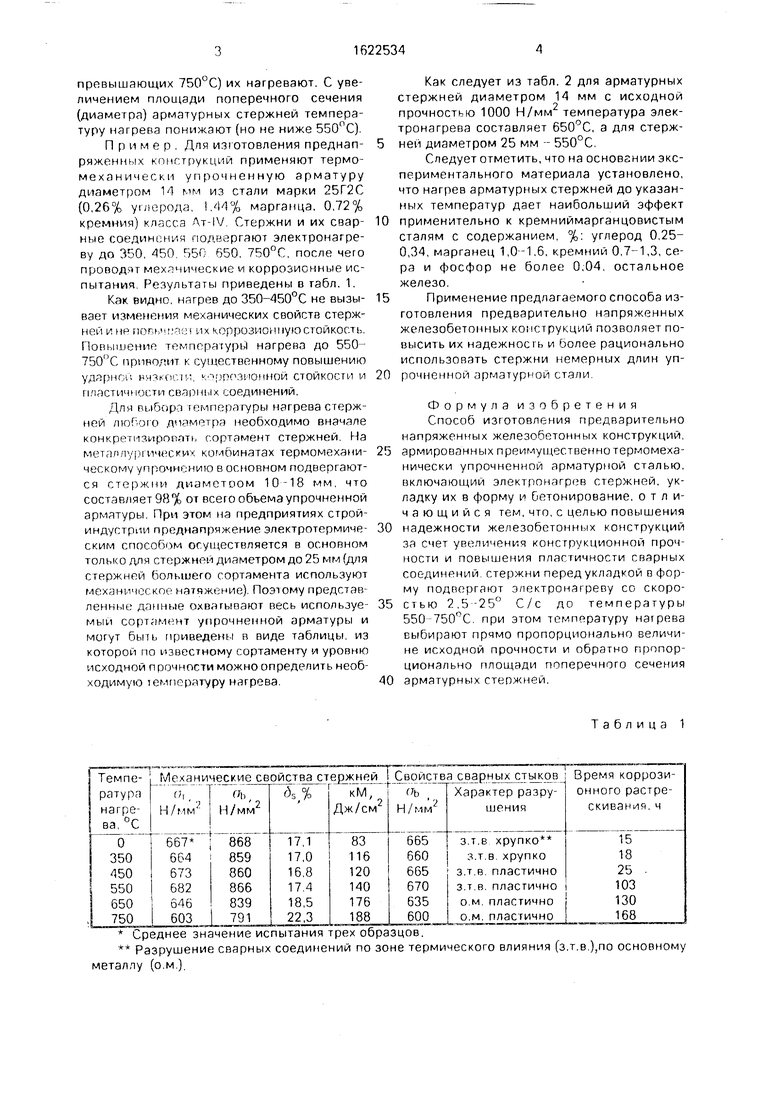
Пример Для изютовления преднап- ряженных конструкций применяют термо- механически упрочненную арматуру диаметром 14 мм из стали марки 25Г2С (0,26% упшрода 1 44% марганца, 0,72% кремния) класса Лт-IV Стержни и их свар- ные соединения подвергают электронагреву до 350, 450 55Г 650, 750°С, после чего проводит мехячические и коррозионные испытания Результаты приведены в табл. 1.
Как видно нагрев до 350-450°С не вызы- вает изменения механических свойств стержней v HP norMi ч их коррозионнуюсчойкогть Повышенно температурь) нагрева до 550- 750°С приводит к существенному повышению
УДЯрНГЧЫЧК Г тпргПпСМ НОИ СТОЙКОСТИ И
пчастичности сварных соединений.
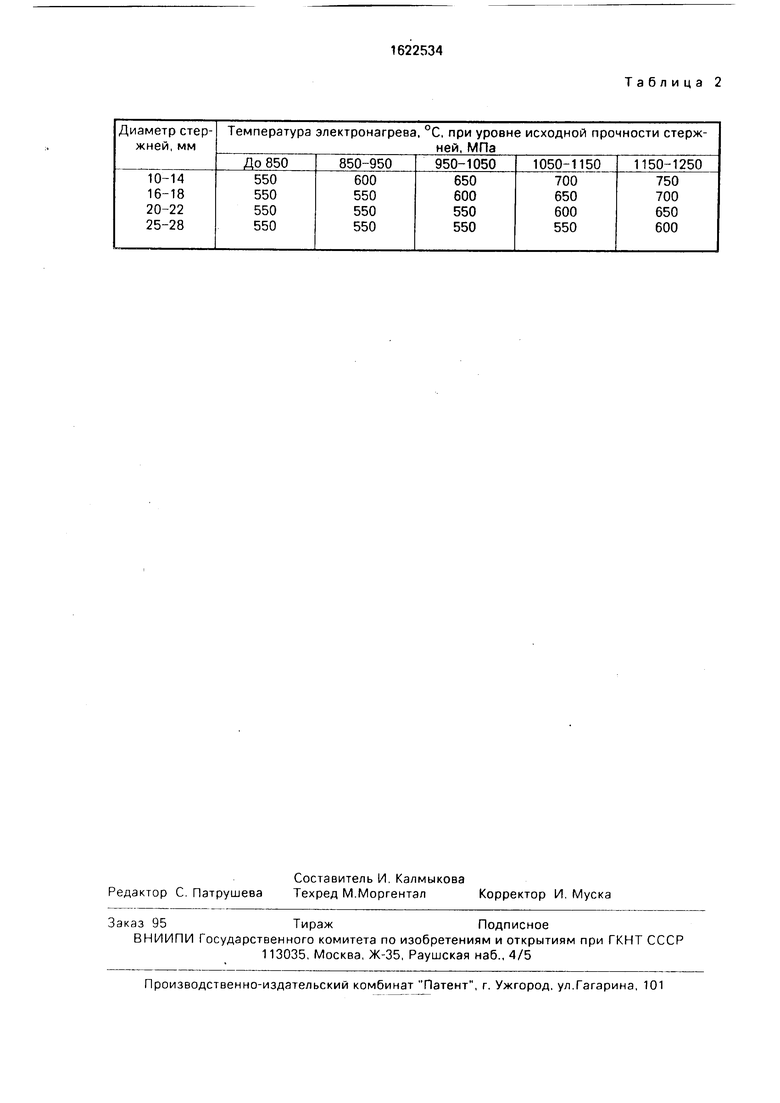
Для выборт темперагуры нагрева стержней люгэю дмаметрэ необходимо вначале конкрртичироп.тп, сортамент стержней На метгШФуртческм/ комбинатах термомехани- ческому упрочнению в основном подвергаются стержни диаметром 10-18 мм что составляет 98% от всего объема упрочненной арматуры При этом на предприятиях строй- индустрии преднапряжение электротермиче- ским способом осуществляется в основном только для стержней диаметром до 25 мм (для стержней большего сортамента используют механическое натяжение) Поэтому представ ленные данные охватывают весь используе- мыи сортамент упрочненной арматуры и могут быть приведены в виде таблицы из которой по известному сортаменту и уровню исходной п оочности можно определить необходимую температуру нагрева
Среднее значение испытания трех образцов. Разрушение сварных соединений по зоне термического влияния (з.т в ),по основному металлу (о м)
Как следует из табл. 2 для арматурных стержней диаметром 14 мм с исходной прочностью 1000 Н/мм температура электронагрева составляет 650°С, а для стержней диаметром 25 мм - 550°С
Следует отметить, что на основании экспериментального материала установлено, что нагрев арматурных стержней до указанных температур дает наибольший эффект применительно к кремниймарганцовистым сталям с содержанием, %. углерод 0,25- 0,34, марганец 1,0-1,6, кремний 0,7-1,3, сера и фосфор не более 0,04 остальное железо
Применение предлагаемого способа изготовления предварительно напряженных железобетонных конструкций позволяет повысить их надежность и более рационально использовать стержни немерных длин упрочненной арматурной стали
Формула изобретения Способ изготовления предварительно напряженных железобетонных конструкций армированных преимущественно термомеха- нически упрочненной арматурной сталью, включающий электронагрев стержней, укладку их в форму и бетонирование, отличающийся тем, что, с целью повышения надежности железобетонных конструкций за счет увеличения конструкционной прочности и повышения пластичности сварных соединений стержни перед укладкой в форму подвергают электронагреву со скоростью 2 5 25° С/с до температуры 550 750°С при этом температуру натрева выбирают прямо пропорционально величине исходной прочности и обратно пропорционально площади поперечного сечения арматурных стержней
Таблица 1
Таблица 2
| Руководство по технологии изготовления предварительно напряженны железобетонных конструкций | |||
| М/ Стройиздат | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
