Изобретение относится к обраГмике мс галлов давлением, в частности, к прокат ному производству и касается прон )вояства круглого проката на станах винтовой прокатки
Цель изобретения - ул чтение проработки литой структуры металла, повышение качества поверхности и точности проката
Заготовку нагревают, а чагем подвергают пластической деформации винтовой прокаткой в нескольких калибрах При этом вытяжка в последнем калибре не щк вытает 3,0 Суммарное обжатие заготовки в процессе деформации составляет 81 90% Про- катк в после тем качибре ве ч т при углах раскатки и подачи меньших, чем в первом, на величину в 2,0 -4,0 и 1 2 -3,5 ра за соответственно
Данный тех но тоги чески и режим опреде- тен экспериментальной прокаткой слитков
циркония тчаметром 430 - 450 мм в прхтки шаметром ю 38 мм В экспериментах нарьи |.вали суммарное обж.пие, вытн/кк в нос педнем npoxoie, УГЛЫ раскатки и потачи валков Качество проработки структуры центральной зоны проката, качество поверх ности проката и точность по диаметр про ката оценивати по тесятибалльной системе
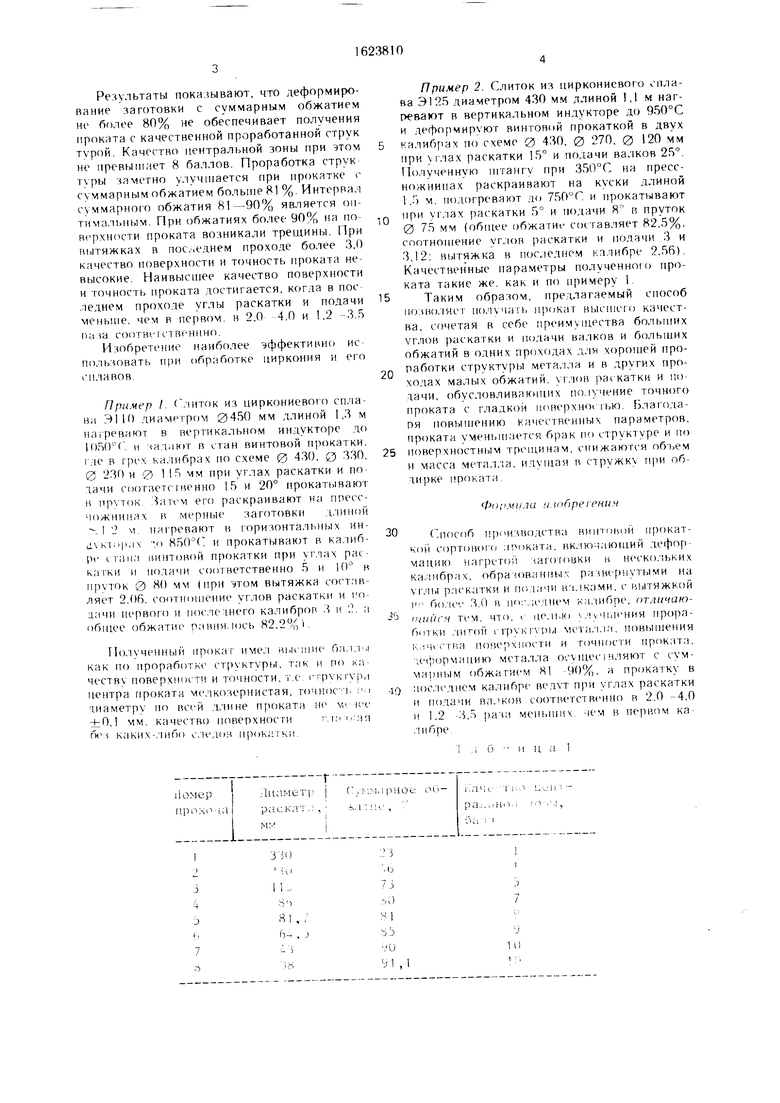
Данные по втнннию суммарною об/ка тия на качество проработки структуры представ тены в табл 1 При этом углы раскатки и подачи составляли 15 и 20° соответственно Диаметр слитка 430 мм
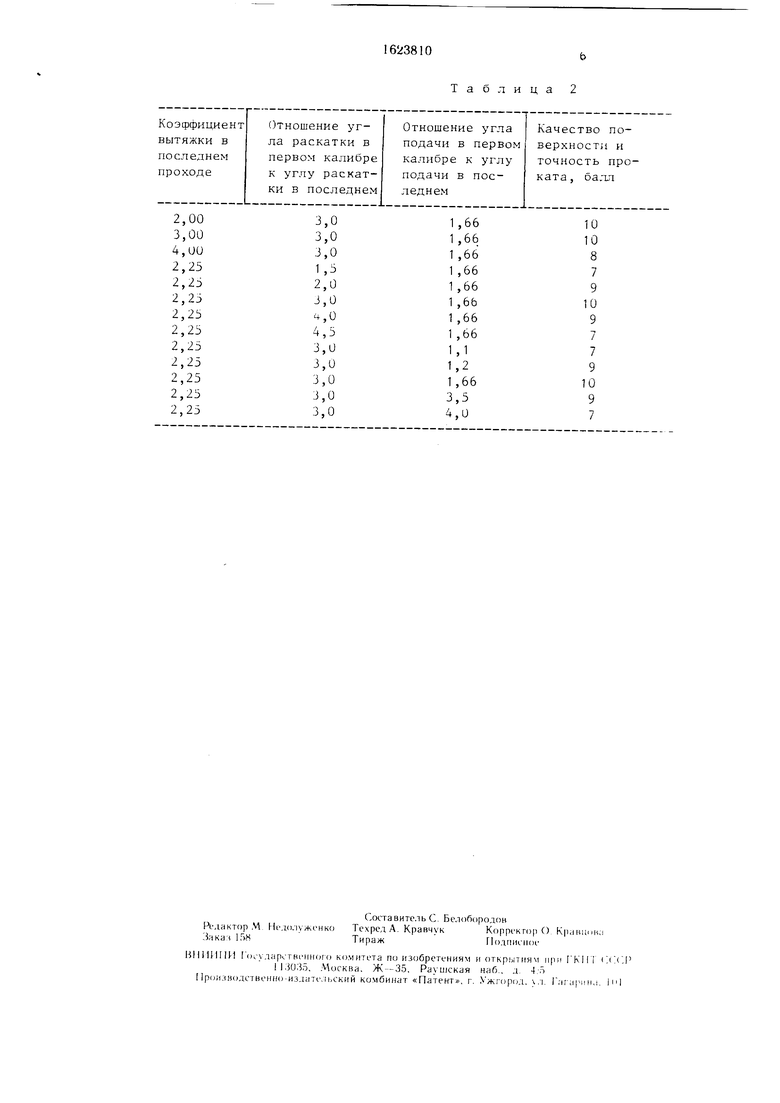
Данные по влиянию вытяжки в после - нем проходе, углов раскатки и подачи на качество поверхности и точное, прокаы представлены в табл 2 При этом суммарное обжатие составило 83%
о
N3
со
ОсРеэ тьтаты показывают что деформиро вание чаготовки с суммарным обжатием HI бтее 80% не обеспечивает получения проката с качественной проработанной Качество центрапьной зоны при зтом не превышает 8 бачюв Проработка т ры заметно считается при прокатке с ммарным обжатием боныпе 81% Интерва i с ммарното обжатия 81-90% явпяе ся он тима тытым При обжатиях бо тес 90% на по в рхности проката всмникали трещины При вытяжках в пос it чнем прохоче ботее 30 к шество поверхности и точность проката не высокие Наивысшее качество поверхности и точность проката достигается ког ia в пос 1ечнем прохоте пы раскатки и подачи меньше чем в первом в20 40и12 35 || i a соей Bt к т гн нино
Изобретение наибопее эффективно ис потыовать при обр )ботке циркония и ею i та во в
При-пер I (иток ич циркониевою сп ia на -)110 аиамефом 0450 мм тлиной 1 3 м на.ревают в вертикальном интлкторе и 1050 и а i нот R етан винтовой прокатки i те в rpe ка шбрач по схеме 0 430 0 3 Ю 0 230 и 7) 115 мм при т тах раскатки и по 1ачи с ооглетс i венно 15 и 20° прокатывают в прмол }ате м его рачкраивают на ппечс южнипач в мерные заготовки т, IHHOH м натреваюг в три зонта тт ных ни i -о 850 ( и прокатывают в ка шб р ci им шнтовой прокатки при мттч рас кмки и ночами соответственно 5 и 10 в прчток 0 80 мм (при том вытяжка о( т IB ляст 206 соотношение пов раскатки и io д 1чи первого и not ic inero капиброп общее обжатие р пшн юсь 82 20/, i
Пот ценный прок и име i BIU икс 0 i i i i
К IK ПО Прорабо м Т IK И ПО Л1
4tCTBv поверчмос тч и точности .с центра проката мс жоифнистая то им к i , .иаметр по веси мине проката н v i с ±01 мм качество поверхностиi 11
6t i каких 1ибо . к ци прок, кн
I 2
. КТ i
0
5
0
Пример 2 Спиток и циркониевого пла ва Э195 диаметром 430 мм длиной 1 I м наг ревают в вертикатыюм ин кторе до 950°С и теформнр юг винтовой прокаткой в атибрах по схеме 0 4W 0 270 0 120 мм при i iax раскатки 15° и псначи ва IKOB 25° шганг при 350°Г на пресс ножницах раскраивают на тлиной 1 5 м поюгрсвают ю 750°Г и прокатывают при i iax раскатки 5° и по еачи 8 в пруток
075мм (общее обжа rm с ос гав тяет 82 5% соотношение гюв раскагкн и пгмачи 3 и П2 вытижка в послечном т-ттибрс 9 56) Качественные параметры пол ченною про ката такие же как и по примеру 1
Таким обра юм прет,лагчемый способ ПОШ01НС1 nouiaii прокат высшею качест ва сочетая в себе преиммчества бопыпих пов раскагки и по ычи ва тков и бопьшнх обжатий в одних проходах v тя хорошей про работки мета i ia и в т, про хо iax матых обжагии т юв раскатки и :,о тачи об стовпивающих по i чение точного проката с пахкон печи тью Глаюта пя повышению никственныч параметров проката менып )егся брак по и по поверхностным трещинам снижаются объем и масса мета i ,a и ищая в при об тнрке тфок
Фо, ч и ia i tofipei енич
( пос об i p HI во u TB i винювои прокат кон сортовою r MiKctTa вк Ю11Ю1ций т,ефор мацию ч ) мгогоцки ь шчкотькич камтбртч обра овшнн р мне. рытыми на
I Iti рНК 1ТКИ И ГН 1 ПИ В 1 1К 1МИ С Т ЫТЯЖЬОИ
1бо ic id в по t uit м л i шбгк отличаю i пни ( TI м чти ( не и К) ч ь ния прора бот ки |игои ,()Ы MciaiM повышения
о II 1 ПО Н рХ ОСТИ И ТОЧНОСТИ ТФОК1Г1
(е ормацик) метатта о nuci ч 1яют с VHiiHbiM обжагием 81 Ч()% а прока м в
юс н ч нем ка Tn6j с ве тлт при пах ра«. катки и подачи в) юв соответственно в 20 40 и 12 i 5 pan меньших тем в перюм ка
чтбре
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения круглого сортового проката | 1990 |
|
SU1816236A3 |
| Способ изготовления арматурных профилей из низколегированных сталей | 1989 |
|
SU1652361A1 |
| СПОСОБ МНОГОПРОХОДНОЙ РЕВЕРСИВНОЙ ВИНТОВОЙ ПРОКАТКИ ПРУТКОВ БОЛЬШОГО ДИАМЕТРА | 2018 |
|
RU2693418C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРУТКОВ ПРОКАТКОЙ | 1992 |
|
RU2009733C1 |
| Валок для винтовой прокатки на трехвалковом стане | 1978 |
|
SU1047556A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 2011 |
|
RU2484907C1 |
| Способ реверсивной прокатки сплошных круглых профилей | 1991 |
|
SU1817709A3 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ | 2006 |
|
RU2293619C1 |
| Способ винтовой прокатки | 2021 |
|
RU2761838C2 |
| СПОСОБ НАСТРОЙКИ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2030931C1 |
Изобретение относится к обработке металлов давлением, в частности к прокаi ному ПРОИЗВОДСТВА, и касается произвотст на крмтого проката на станах винтовой про ка гки Цель изобретения - ул чтение про работки литой структуры металла, повыше ние качества поверхности и точности прока та Заготовкх нагревают и подвергают вин товой прокатке в нескольких калибрах Об шее обжатие (амповки в процессе it фор мании составляет 81 -90% Вытяжка в нос педнем ка шбре не превышает 3,0 Прпчаткх в посте тем калибре при углах раскат ки и по ычи меньших чем в первом н. с° и IHH в 20 4,0 и 1,2 3,5 ри а соог « и .ч нно 2 габл
3,0 3,0 3,0
1,Ь 2,0 3,0
4,0 4,Э
3,0 3,0 3,0 3,0 3,0
10
10 8 7 9
10 9 7 7 9
10 9 7
| Способ винтовой прокатки круглых заготовок сплошного профиля | 1977 |
|
SU1055551A1 |
